



1.4.3 常用铣刀及其应用
1.加工平面用的铣刀
① 圆柱铣刀 如图1-40所示为铣床常用的圆柱铣刀,其刀刃分布在刀具的圆周表面上,所以也称为圆周铣刀。这种刀一般用于铣削加工较窄的平面,如图1-40(a)所示是用高速钢制造的整体式铣刀,如图1-40(b)所示是镶焊硬质合金的镶齿式铣刀。刀齿安排成倾斜方向,有利于提高铣削平稳性。这种铣刀有粗齿铣刀和细齿铣刀两种类型。粗齿铣刀齿数少,刀齿强度高,容屑空间大,刀齿的重磨次数较多,适用于粗加工。细齿铣刀齿数多,刀齿强度低,容屑空间小,工作相对平稳,适用于精加工。
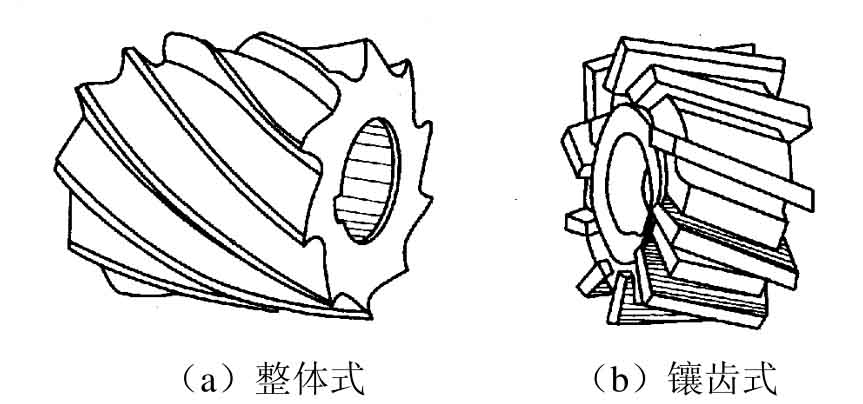
图1-40 圆柱铣刀
② 面铣刀 面铣刀又称为端面铣刀、端铣刀,如图1-41所示,小直径的面铣刀常用高速钢制成整体式结构,如图1-41(a)所示。大直径的面铣刀一般是在刀体上装夹焊接有硬质合金刀头的刀杆,如图1-41(b)所示,或采用机械夹固式的可转位硬质合金刀片结构,如图1-41(c)所示。
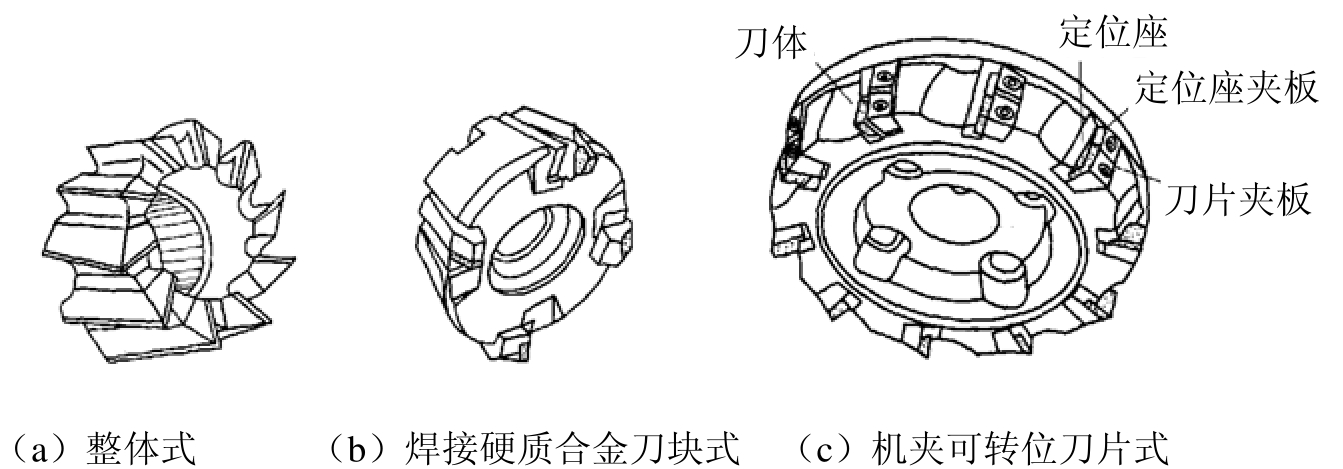
图1-41 端面铣刀
硬质合金面铣刀适用于高速铣削大平面。由于它刚性好,高速回转使得铣削效率很高,加工质量比圆周铣削高得多,在大平面铣削中得到了广泛的应用。目前,在大平面切削加工中已经淘汰了传统的刨削加工,而以端铣和磨削来代替。
在模具加工中,端面铣削主要用来进行各种模板的平面的加工;圆周铣削用于各种台阶面、侧面沟槽面等的铣削。
图1-42为用端面铣刀铣削大平面的示意图。图1-43为用端面铣刀铣削工件侧面的示意图。如图1-44所示是用端面铣刀铣削台阶的应用实例。当需要铣削倾斜表面时,可采用如图1-45和图1-46所示的方法,采用正弦规和专用垫块来调平加工面,也可以采用如图1-47所示摆动主轴的方法来进行斜面加工。
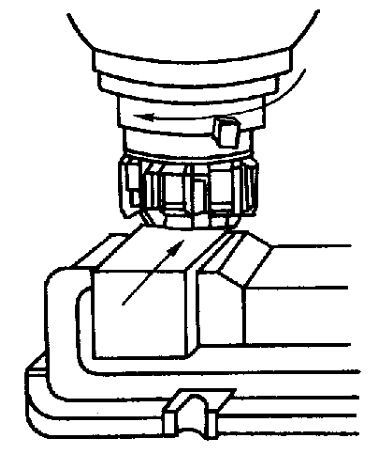
图1-42 用端面铣刀铣削大平面
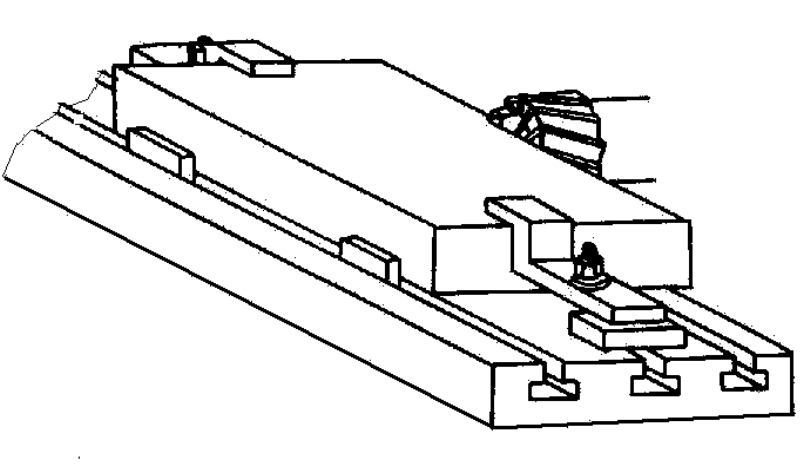
图1-43 用端面铣刀铣削工件侧面
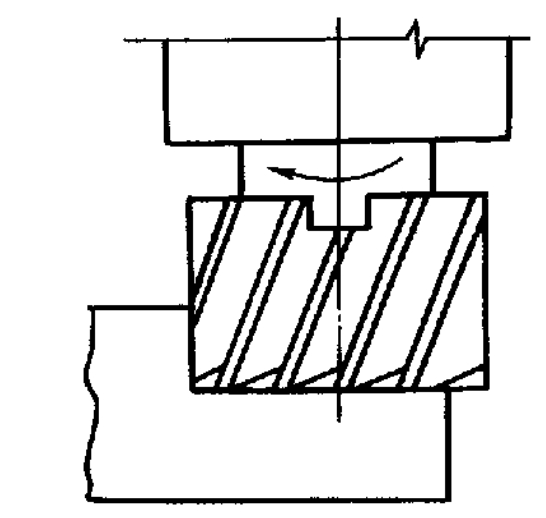
图1-44 用端面铣刀铣削台阶
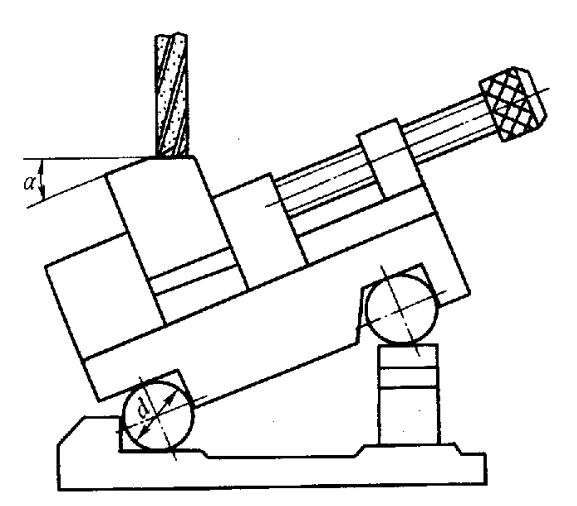
图1-45 用正弦规校正斜面
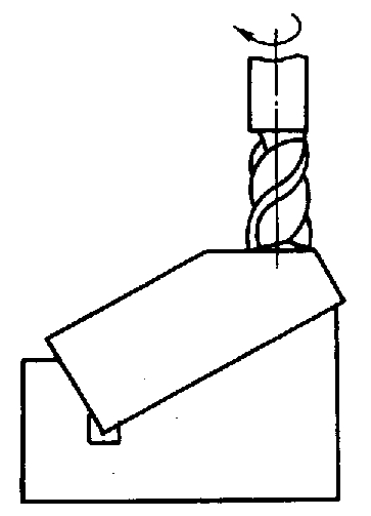
图1-46 用专用垫块调平
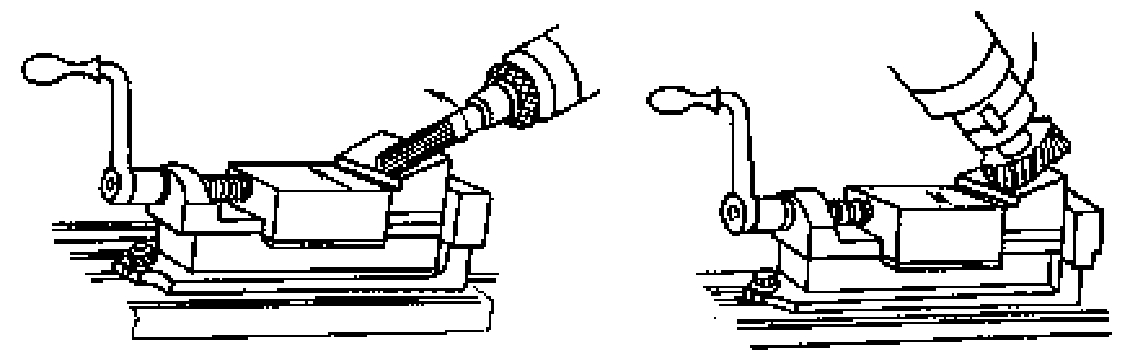
图1-47 摆动主轴铣削斜面
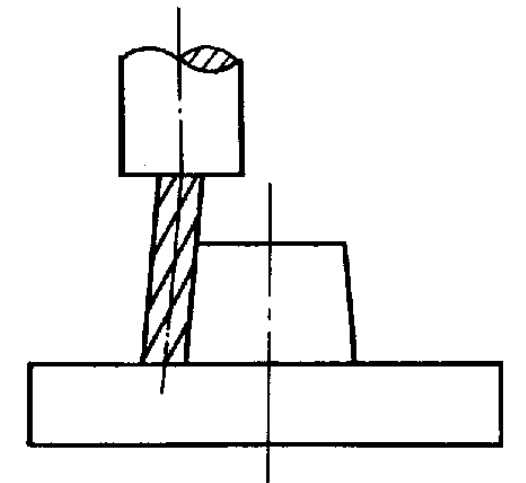
图1-48 铣刀的弯曲变形
在使用铣刀的圆周刀刃进行周铣时,要注意刀具的弯曲变形,当刀具直径较细时,周铣时的单侧切削力较容易引起刀具的弯曲变形,造成铣削加工表面的垂直度误差,如图1-48所示。所以,从刀具刚性的角度考虑,只要加工表面的最小曲率允许,应尽量选择较大直径的圆周铣削刀具。
2.加工沟槽用的铣刀
① 三面刃铣刀 三面刃铣刀除了其圆周表面具有主切削刃外,在两侧面还具有副切削刃,从而改善了切削条件,提高了切削效率和加工表面的质量。三面刃铣刀主要用于加工凹槽和台阶面。
如图1-49所示,三面刃铣刀又可分为直齿三面刃铣刀、错齿三面刃铣刀和镶齿三面刃铣刀三种类型。
如图1-49(a)所示为直齿三面刃铣刀,它制造简单,但切削条件较差;如图1-49(b)所示为错齿三面刃铣刀,与直齿三面刃铣刀相比,它具有切削平稳、切削力小、排屑容易等优点。直径较小的三面刃铣刀常用高速钢制成整体式,直径较大的三面刃铣刀常采用镶齿结构,镶齿三面刃铣刀结构如图1-49(c)所示。
三面刃铣刀一般应用于各种沟槽的加工中。
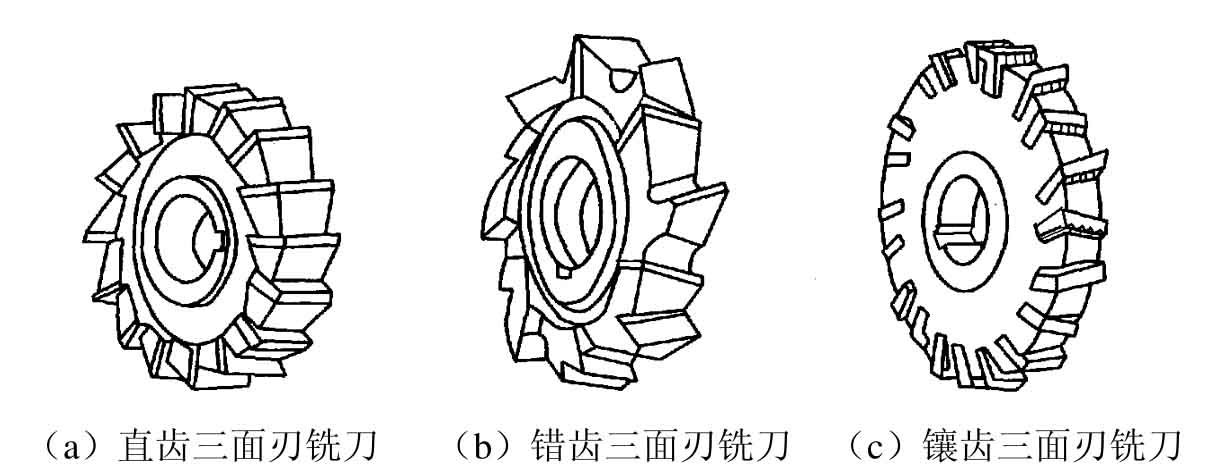
图1-49 三面刃铣刀
② 锯片铣刀 锯片铣刀的结构如图1-50所示,锯片铣刀的结构较薄,它只在圆周上有切削刃,主要用于切断工件和在工件上铣削窄槽,如图1-51所示。
③ 立铣刀 如图1-52所示为常用立铣刀,由于它的直立式加工状态而得名。一般用它来加工凹槽、小型平面和台阶面。如果利用曲线靠模,它还可加工成型表面,如图1-53所示为用立铣刀加工键槽的侧壁。
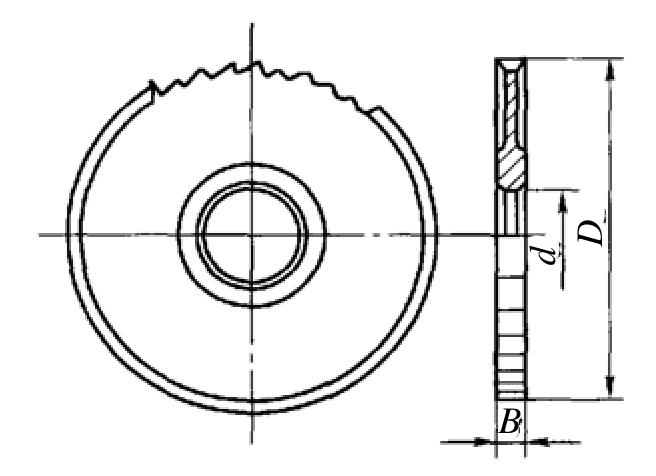
图1-50 锯片铣刀
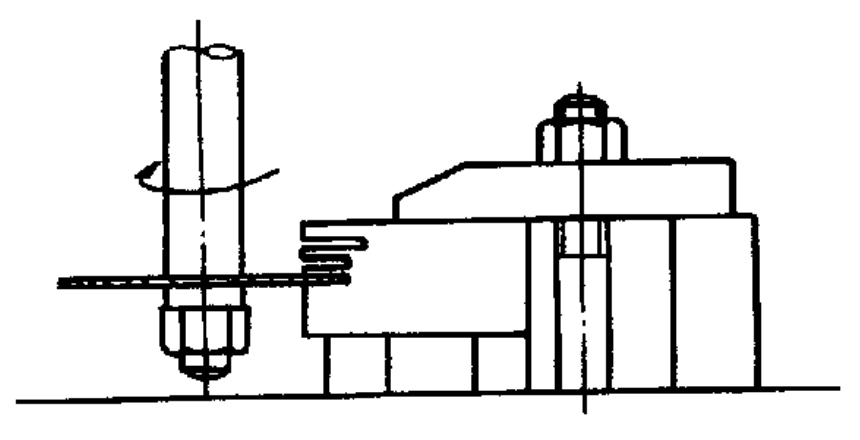
图1-51 用锯片铣刀铣削窄缝
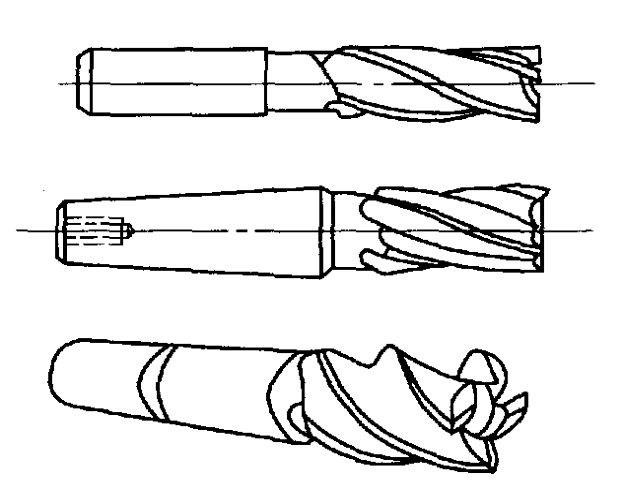
图1-52 立铣刀
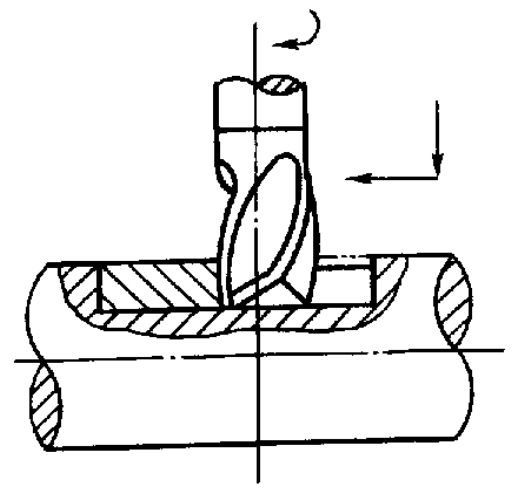
图1-53 用立铣刀铣削键槽
需要注意的是,立铣刀圆柱面上的切削刃是主切削刃,而其端面上的切削刃一般不通过中心,只是副切削刃,由于其端面上不具有完整的切削刃,所以不宜直接在平面上沿着轴向进行切削进给,如果要直接对键槽进行铣削加工,应该采用键槽铣刀。
立铣刀在机床中的夹紧安装采用如图1-54所示的几种方法。
当立铣刀的直径小于12mm时,可以直接利用钻夹头进行夹紧,如图1-54(c)所示。所以小直径立铣刀都做成直柄结构。
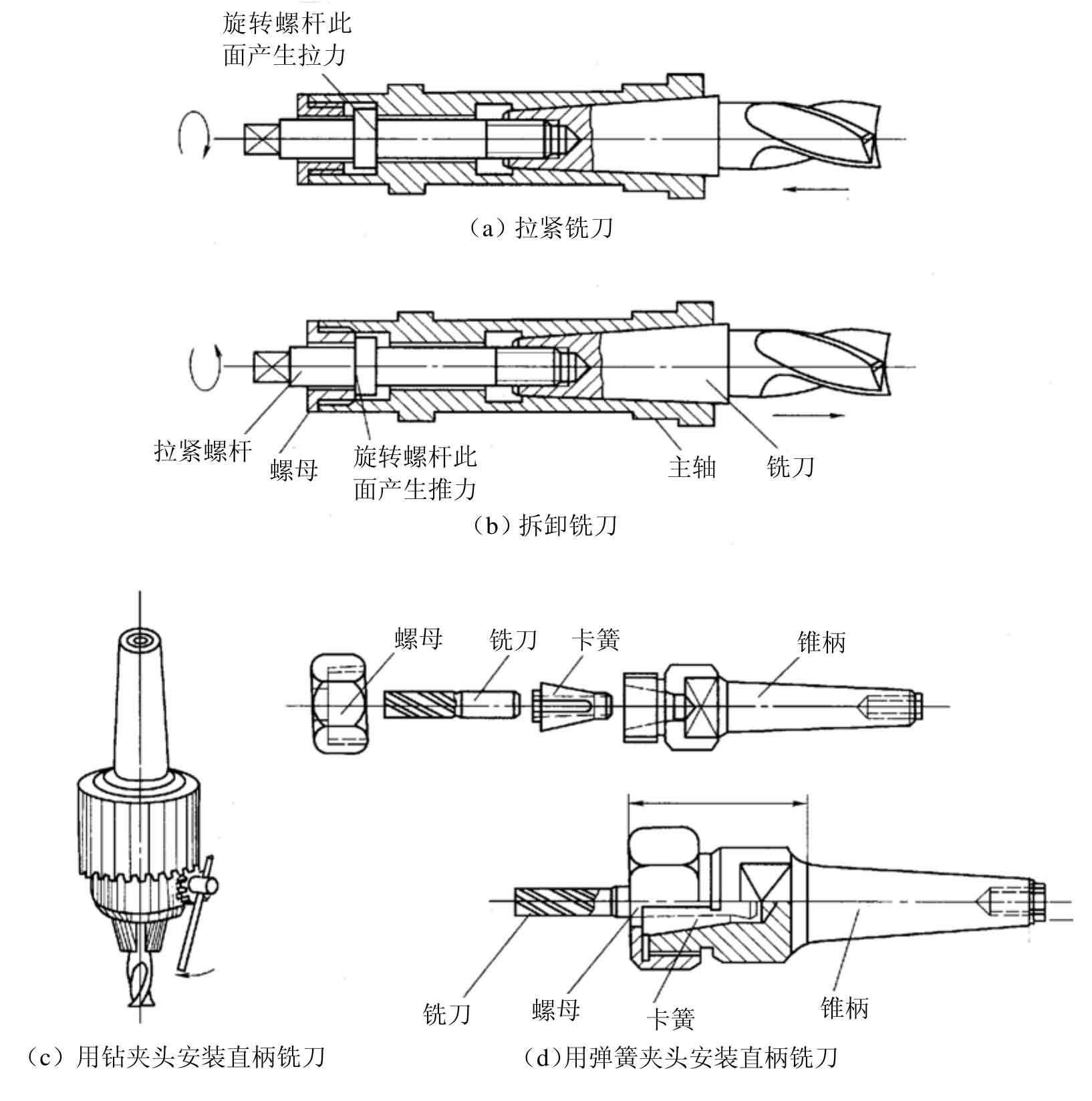
图1-54 铣刀的夹紧
当立铣刀的直径大于12mm时,可以采用弹簧卡头来进行夹紧,如图1-54(d)所示。但这种夹紧结构一般只用在铣刀直径小于40mm 的场合,大于40mm 的铣刀一般为莫氏锥柄结构。如图1-54(a)、(b)所示。
如图1-55所示为用立铣刀铣削工件内壁的情况,这种应用在模具的凹模型腔加工中应用较多。
④ 键槽铣刀 键槽铣刀如图1-56所示,它主要用于加工各种键槽。
如图1-56(a)所示,键槽铣刀的外形与立铣刀相似,不同的是它只有两个刀齿,而且其端面的切削刃延伸至中心,是主切削刃,圆柱面上的切削刃是副切削刃,因此,在加工两端不开通的平键键槽时,允许沿着轴向作适量的进给,如图1-57所示。
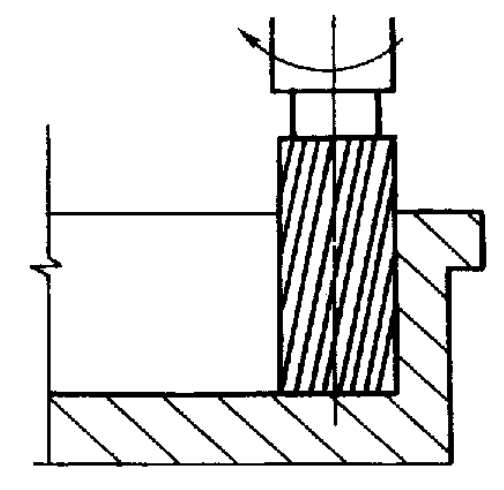
图1-55 立铣刀应用于铣削内壁
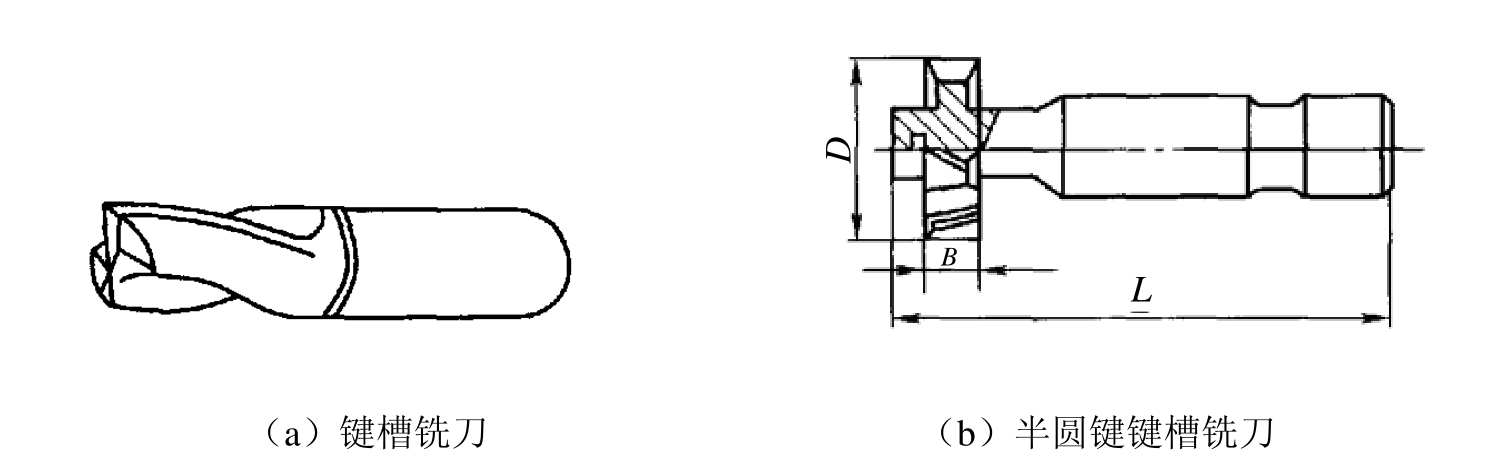
图1-56 键槽铣刀
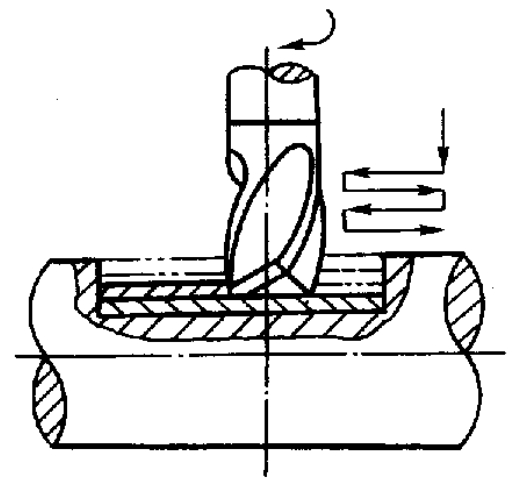
图1-57 用键槽铣刀铣键槽
如图1-56(b)所示的键槽铣刀专用于在轴颈上铣削半圆键槽。
⑤ 角度铣刀 角度铣刀结构如图1-58所示,角度铣刀主要用于加工带角度的沟槽和斜面。如图1-58(a)为单角铣刀,圆锥切削刃为主切削刃,端面切削刃为副切削刃。如图1-58 (b)所示为双角铣刀,两圆锥面上的切削刃均为主切削刃。它分为对称双角铣刀和不对称双角铣刀。
用角度铣刀铣削斜面经常可以使工艺简化,图1-59为用角度铣刀铣削V形槽面的示意,可以看出,采用了一定角度的铣刀后,使工件的装夹和刀具的加工都变得简单易行。如图1-60所示为用角度铣刀铣削带锥度的型腔内壁,如果不采用角度铣刀,就必须令主轴进行一定的摆动,这会带来很大的工艺难度和较高的加工设备要求。
如图1-61所示为在T形槽加工中,各种铣刀的应用情况和加工过程。
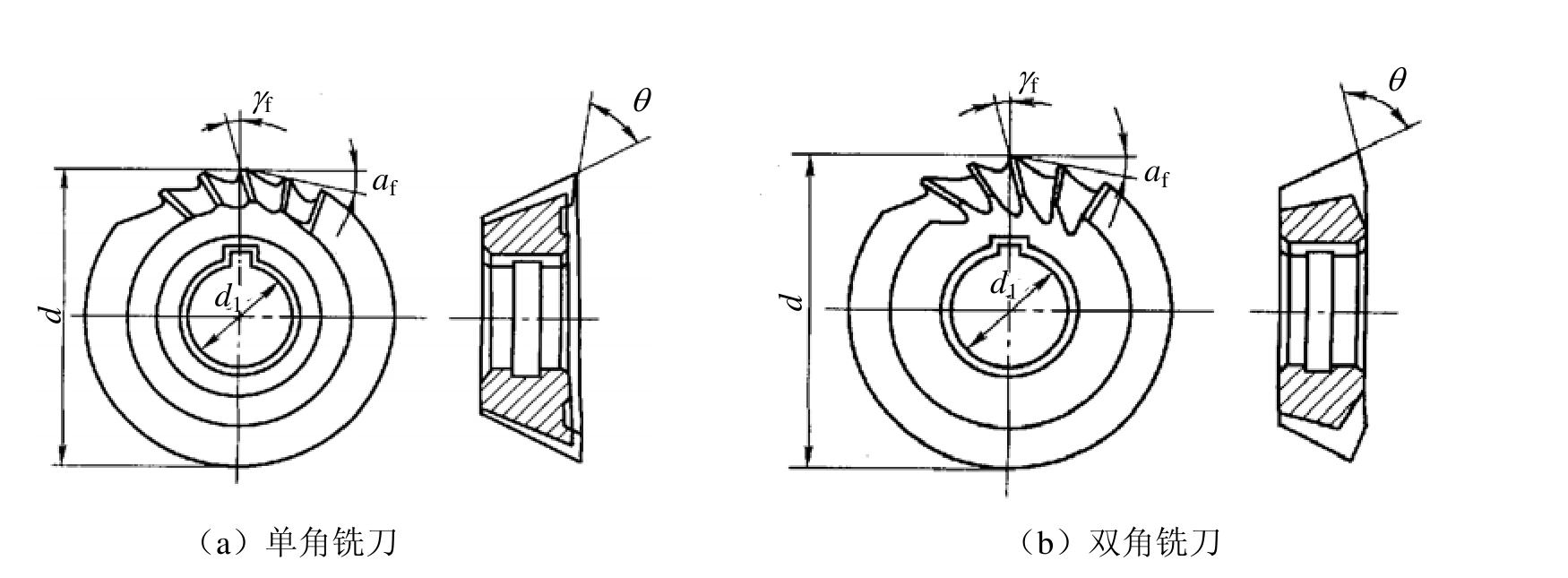
图1-58 角度铣刀
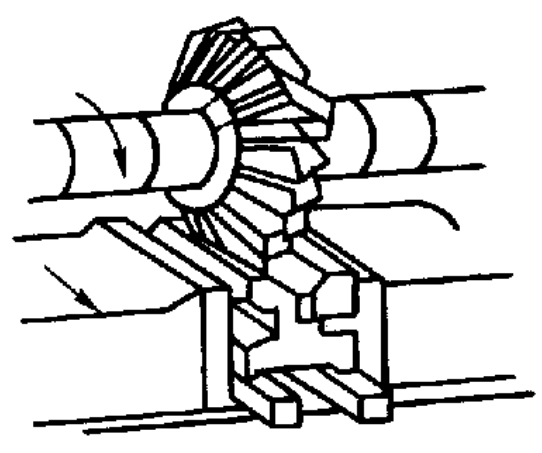
图1-59 用角度铣刀铣削V型槽
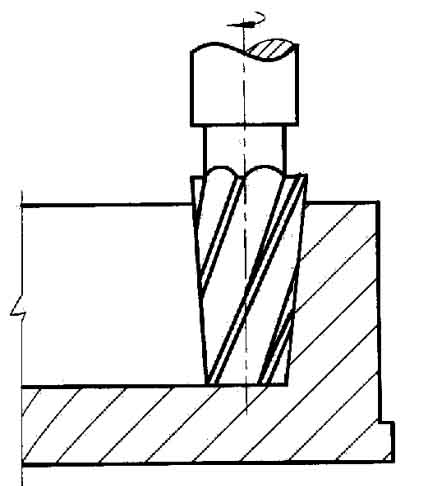
图1-60 用角度铣刀铣削型腔
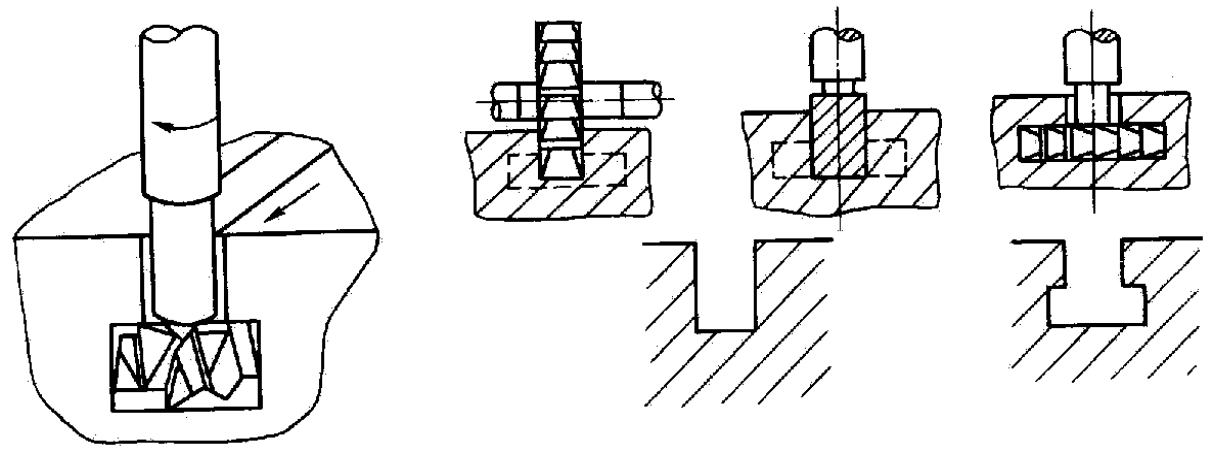
图1-61 用三面刃铣刀加工T形槽
3.加工成型面的铣刀
① 成型铣刀 成型铣刀是一种专用刀具,用它来加工特定形状的成型表面,刀具的刃型是根据工件加工表面的廓形而专门设计的,利用其成型刀刃直接加工出工件的几何形面。所以,它具有较高的加工效率,并能保证整批工件的几何形状和尺寸的一致性。如图1-62所示为几种成型铣刀。

图1-62 成型铣刀
② 模具铣刀 模具铣刀适用于加工模具型腔或凸模的成形表面,在模具制造中广泛应用。常用的模具铣刀主要有圆锥形立铣刀、圆柱形球头立铣刀和圆锥形球头立铣刀等几种,如图1-63所示。其他类型的模具铣刀刃形如图1-64所示。由于模具铣刀的端部具有完整的曲线刀刃,特别适合于加工结构较为复杂的凸模和凹模的曲面。模具铣刀类型和尺寸的正确选择要按照工件的形状和尺寸等具体情况来灵活地考虑。
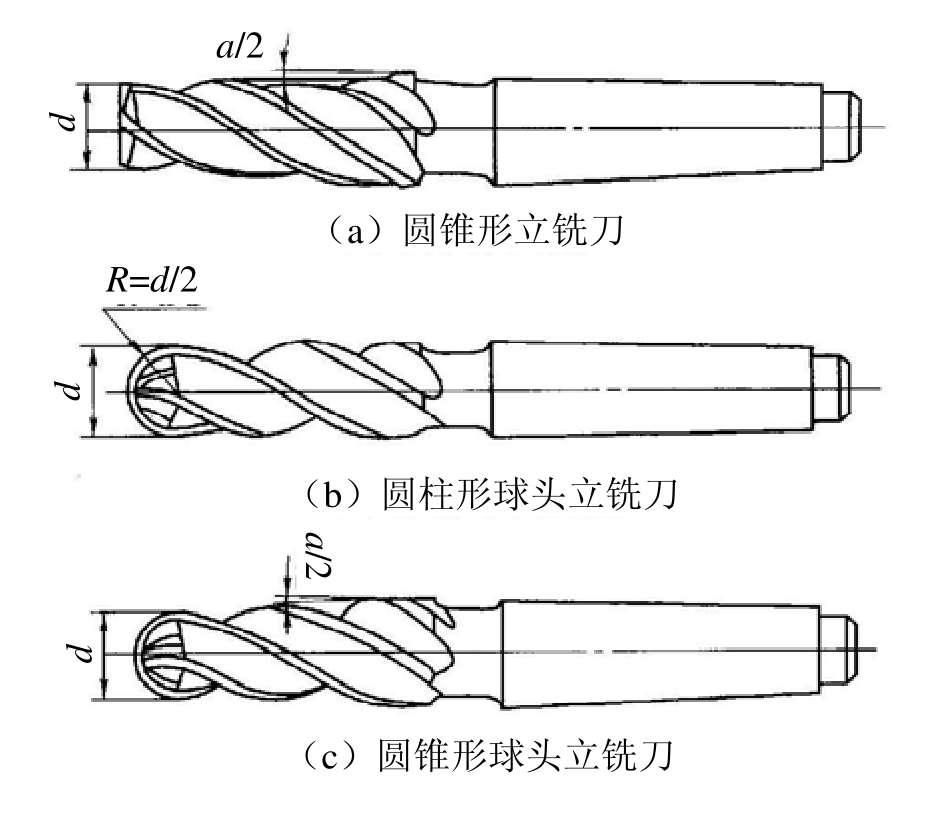
图1-63 模具铣刀
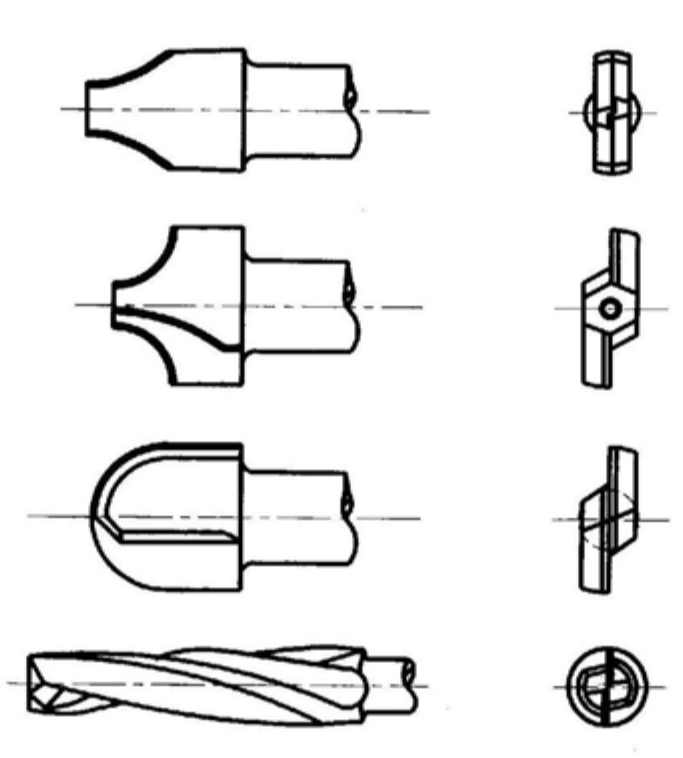
图1-64 常用模具铣刀刃形
如图1-65所示为一凹模的型腔结构,其切削加工需要采用不同的刀具,用不同的铣削方式来进行加工,如图1-66所示为用环形端圆柱模具铣刀粗加工型腔上部的简单腔体部分,而下部的复杂型腔曲面要借助于如图1-67所示的球刀来进行数控插补加工。利用球端模具铣刀,在数控铣床或加工中心上,采用三轴插补或多轴插补可以较方便地完成复杂型腔的曲面加工。具体加工工艺方法将在后面的数控加工单元中进行探讨。
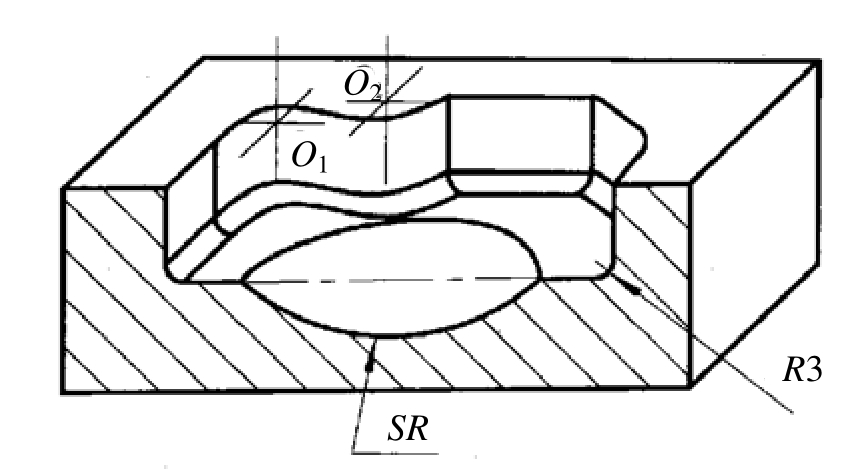
图1-65 凹模的复杂型腔结构
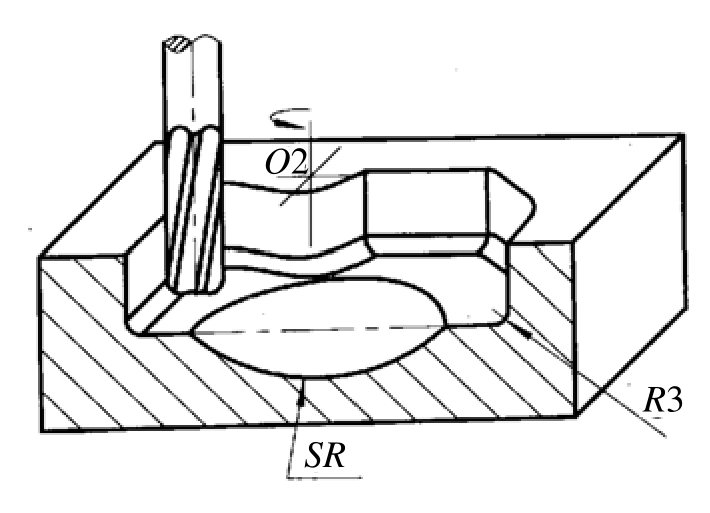
图1-66 型腔的简单加工
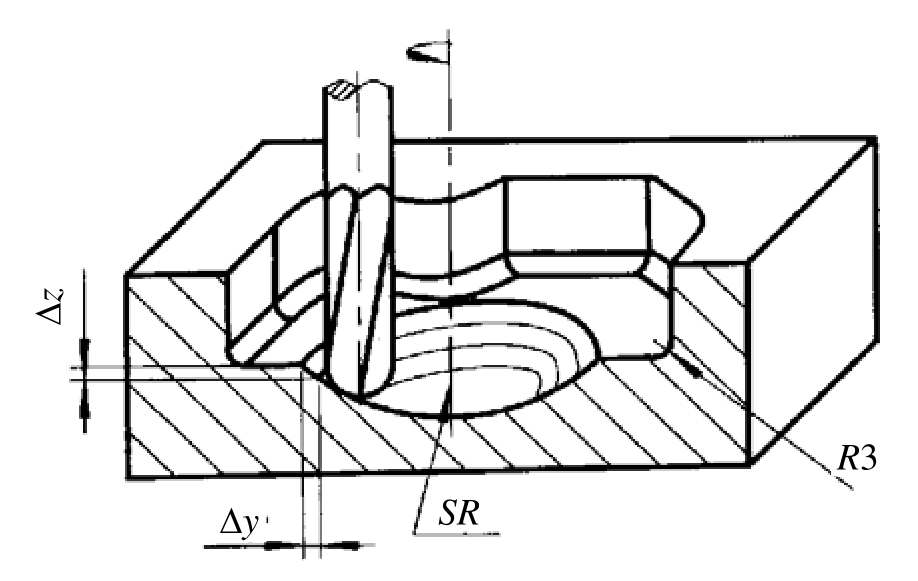
图1-67 型腔的分层插补加工
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











