



第三节 工件的夹紧及定位误差
工件定位后,为了不使工件受到切削力、离心力、惯性力以及工件自重的作用而产生位移和振动,必须对工件进行夹紧。因此,夹紧装置的合理、可靠和安全性,对工件的加工质量和效率有着重大影响。
一、对夹紧装置的基本要求
为了确保加工质量和提高生产率,对夹紧装置提出如下基本要求:
(1)保证加工精度。
(2)夹紧作用准确、安全、可靠。
(3)夹紧动作迅速、操作方便、省力。
(4)结构简单、紧凑,并有足够的刚度。
二、夹紧力确定的基本原则
夹紧力包括夹紧力的大小、方向和作用点三要素。
1.夹紧力方向的选择
(1)夹紧力的方向,应尽可能垂直于主要定位基准面,使夹紧稳定可靠,保证定位精度。如图10-22所示,B为主要定位基准面。
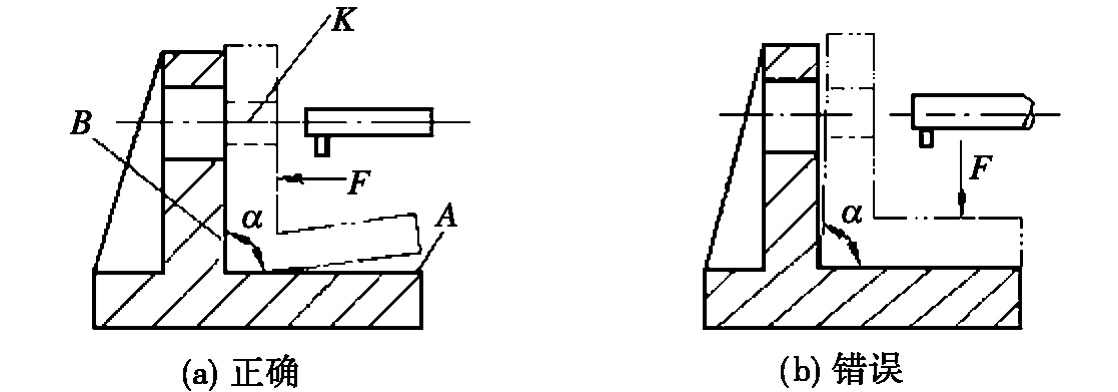
图10-22 夹紧力的作用方向应垂直于主要定位基准
(2)夹紧力的作用方向,应尽量与切削力、工件重力方向一致,以减小工件在切削力作用下引起振动。
2.夹紧力作用点的选择
(1)夹紧力的作用点,应能保持工件定位稳固,不致引起工件发生位移或偏转。如图10-23所示。
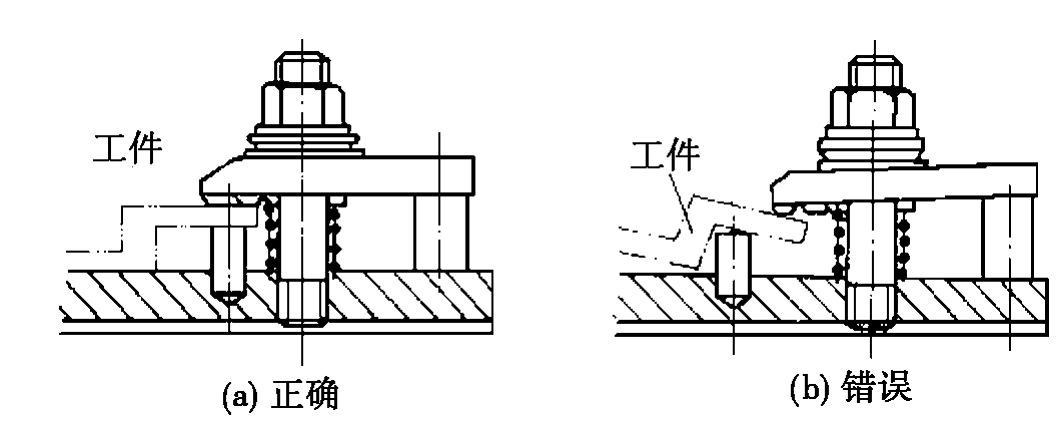
图10-23 夹紧力的作用点应防止工件倾斜
(2)夹紧力的作用点,应使夹紧变形尽可能小。如图10-24所示。
(3)夹紧力的作用点应尽可能靠近工件被加工表面,以提高定位稳定性和夹紧可靠性(图10-25)。为防止振动,应增加附加夹紧力F2,并在F2下加辅助支承。

图10-24 夹紧力应作用在工件刚性好的部位
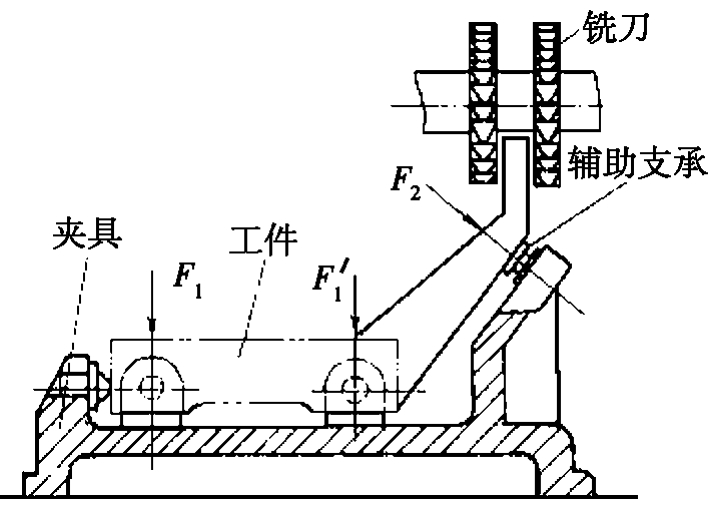
图10-25 夹紧力应靠近工件加工表面
3.夹紧力大小确定
夹紧力的大小必须能保证工件在加工过程中位置不变。夹紧力太小,在加工过程中将发生位移而破坏定位。夹紧力太大,将使工件变形,增大夹紧装置的结构尺寸。所以,夹紧力的大小必须恰当。
夹紧力大小可以计算,但一般情况下可根据经验估算出来。
三、常用夹紧装置
1.斜楔夹紧装置
如图10-26所示,斜楔夹紧装置是利用楔块斜面将楔块推力转变为夹紧力,把工件夹紧的一种装置。
2.螺旋夹紧装置
螺旋夹紧装置是利用螺杆旋转夹紧工件的。由于其结构简单、夹紧可靠,在夹具中应用广泛。缺点是夹紧和松开工件时比较费时、费力。
典型螺旋夹紧装置有单个螺旋夹紧装置(图10-27)和螺旋压板夹紧装置(10-28)。
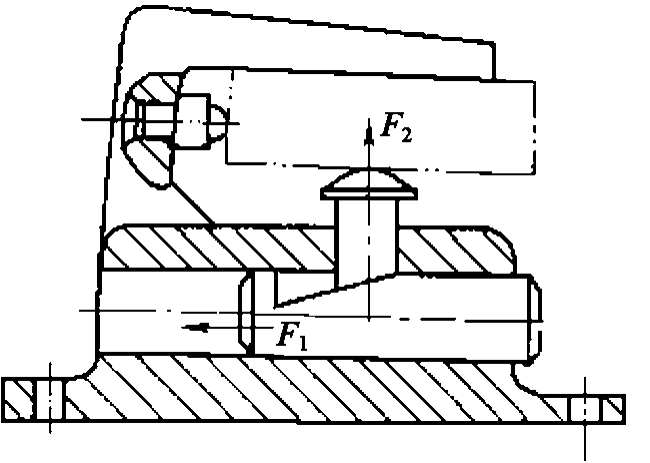
图10-26 斜楔夹紧装置

1—螺杆2—可操螺母3—螺钉4—压块5—工件6—夹具体
图10-27 单个螺旋夹紧装置
3.偏心夹紧装置
如图10-29所示,偏心夹紧装置是利用偏心轮与杠杆组合使用将工件夹紧的装置。

1—工件 2—弹簧 3—垫圈 4—螺母
5—螺杆 6—压板 7—定位螺钉
图10-28 螺栓压板夹紧装置
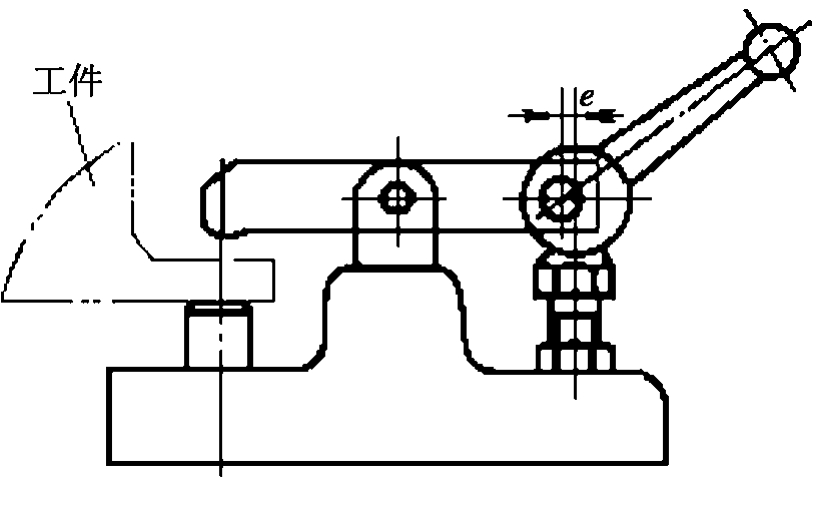
图10-29 偏心夹紧装置
4.铰链夹紧装置
铰链夹紧装置是一种增力机构,结构简单、增力倍数大,在气动夹具中应用广泛。
如图10-30所示为铰链夹紧装置的5种基本类型的夹紧装置。
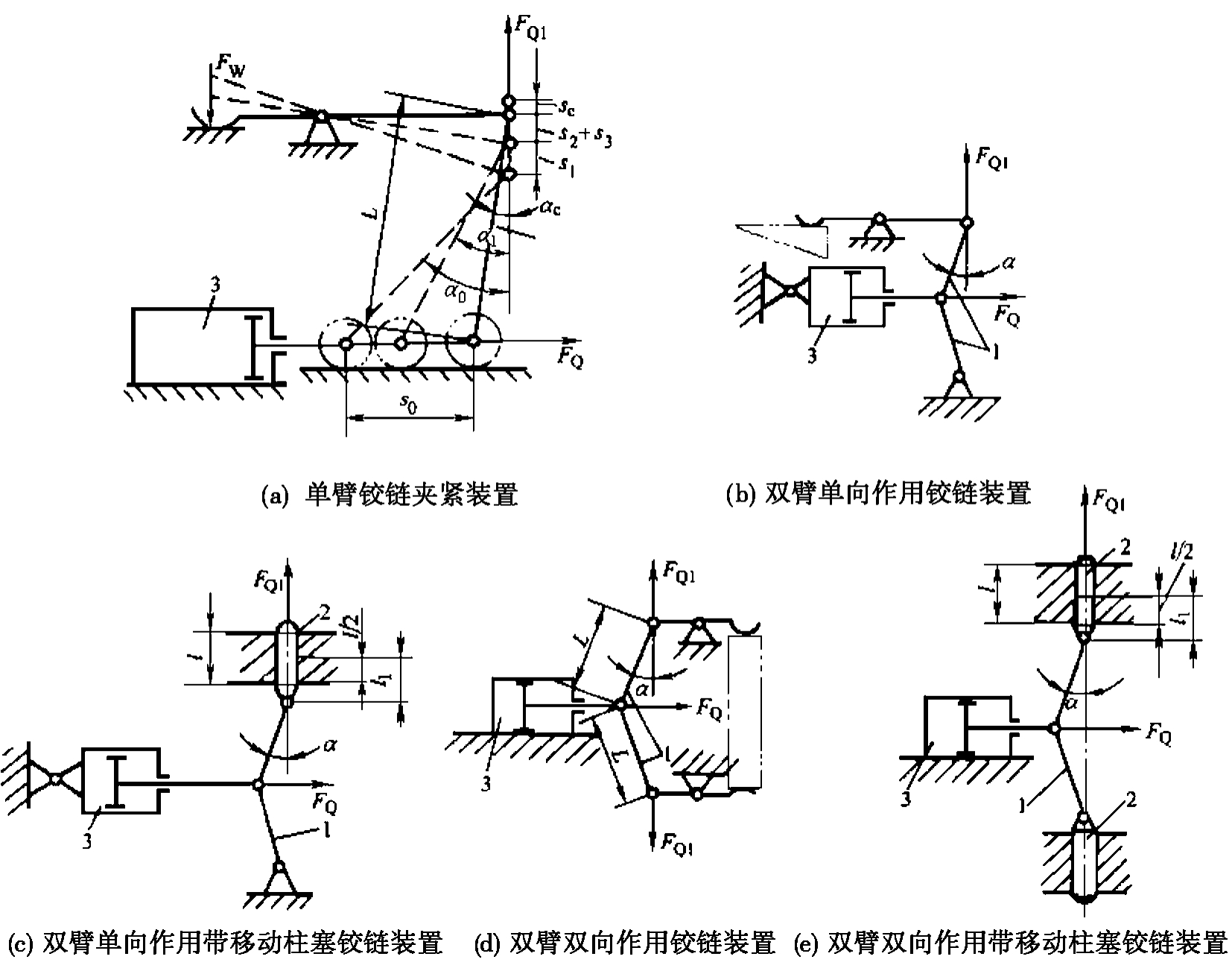
1—铰链臂 2—柱塞 3—气缸
图10-30 铰链夹紧机构的基本类型
四、定位误差
要保证工件的加工要求,取决于工件与刀具间的相对位置。在使用夹具装夹工件时,影响此位置并使工件产生加工误差的因素有四个方面:工件在夹具中定位时产生误差,以ΔdW表示;夹具在机床上安装时产生误差,以ΔA表示;刀具对工件加工时的对刀及刀具调整时产生误差,以ΔT表示;加工方法引起误差,包括机床本身精度误差、变形误差、刀具误差、测量误差等,以ΔG表示。一个合格的工件是指以上所有误差合成应不超过工件允许公差。本节主要讨论定位误差。
1.定位误差的基本概念
一批工件在夹具中的实际位置,将在一定的范围内变动,这个变动量就是工件在夹具中加工时的定位误差。
定位误差产生的主要原因有两个,一个是基准不重合误差,用符号Δjb表示,即定位基准和设计基准不重合而造成的误差。另一个是基准位置移动而造成的基准位移误差,用符号Δdb表示。而基准位移误差,是由于工件和定位元件的制造误差,引起工件在夹具中的实际位置相对于理想位置发生变化而造成的。
ΔdW=Δjb+Δdb
2.常用定位方式的定位误差
(1)工件以平面定位时的定位误差:该种定位方式的定位误差主要是由基准不重合而引起的。计算基准不重合误差的关键是找出设计基准和定位基准之间距离尺寸,即设计基准和定位基准的联系尺寸Lj,然后按下式计算
Δjb=Ljmax-Ljmin
工件以平面定位时,若基准位移误差只是表面不平度误差时,一般不予考虑,即Δdb=0所以它的定位误差可用基准不重合误差表示。如果定位基准又和设计基准重合,即不存在因定位而引起的误差。
图10-31所示,在轴类工件的外圆上铣一键槽,加工时采用的定位基准均为下母线。该工件的设计基准有三种不同的标法,但加工时都要保证尺寸A的值。图10-31(a)是以下母线为设计基准,设计基准与定位基准重合,不存在定位误差。图10-30(b)是以轴心线为设计基准,定位基准与设计基准不重合,设计基准和定位基准的联系尺寸Lj为工件的半径,此时的定位误差Δjb,即, 98=0.01mm。图10-31c的设计基准为轴的外圆(顶部),加工时定位基准和设计基准也不重合,它的定位误差也等于基准不重合误差,而设计基准的联系尺寸Lj为轴的直径,加工时的定位误差为:
98=0.01mm。图10-31c的设计基准为轴的外圆(顶部),加工时定位基准和设计基准也不重合,它的定位误差也等于基准不重合误差,而设计基准的联系尺寸Lj为轴的直径,加工时的定位误差为:
ΔdW=Δjb+Δdb=Δjb=Ljmax-Ljmin=40-39.98=0.02mm
(2)工件以内孔定位时的定位误差:工件以内孔定位时采用的定位元件是心轴。Δjb=0根据内孔和心轴的接触情况不同,可分为两种:
1)工件与心轴间隙配合,且是单边接触,见图10-32。该种情况是因工件自重而使圆孔与心轴的上母线接触,径向定位误差仅在Z轴方向,且向下,即:
Δdb(z↓)=(Dmax-dmin)

图10-31 工件以平面定位时的定位误差
Dmax=Dmin+Δk
Dmin=dmax+Δs
Dmax=dmax+Δs+Δk dmin=dmax-Δy
所以
式中 Δdb—定位副不准确误差(在数值上不等于定位误差)(mm);
D—工件内孔直径(mm);
d—心轴外圆直径(mm);
Δk—工件孔公差(mm);
Δy—心轴直径公差(mm);
Δs—孔和心轴配合的最小间隙(mm)。
对同一批工件的内孔与心轴配合时,Δs是不变的。可以在调整刀具时加以消除,因此得出定位误差为:
![]()
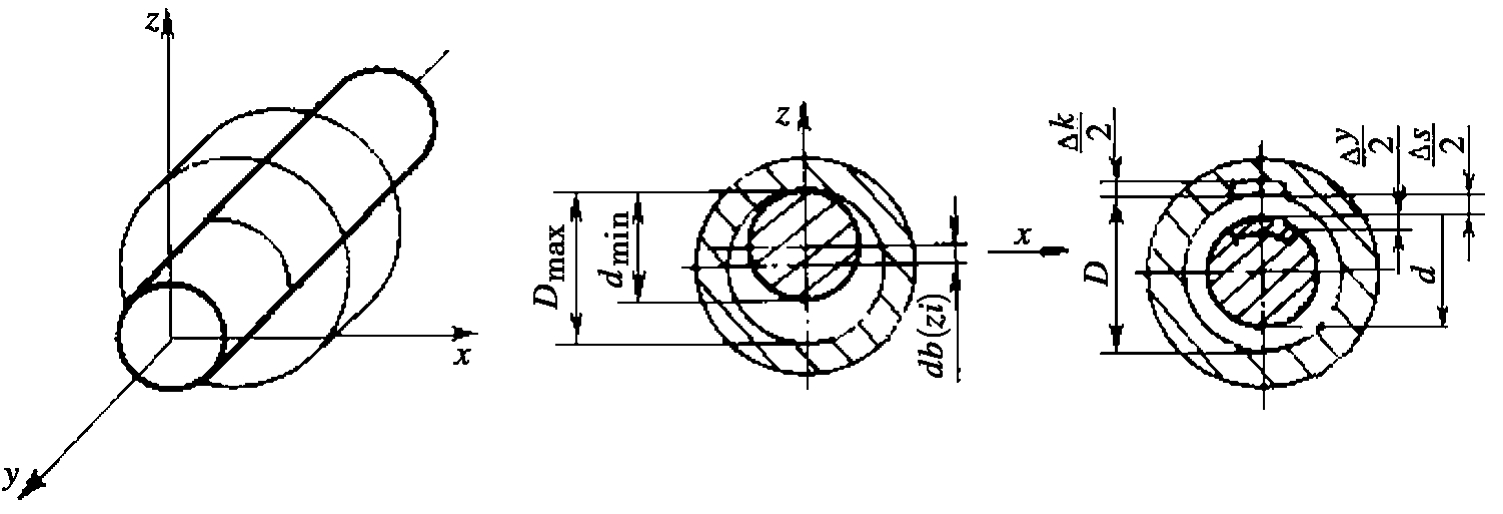
图10-32 间隙配合单边接触时的定位误差
2)工件与心轴间隙配合双边接触时的定位误差。该种情况的配合见图10-33。工件在水平面(xoy)内沿x轴和y轴方向可双边移动,此时一批工件的径向定位误差是单边接触时定位误差的两倍。
加工时,工件在y轴方向的双边径向定位误差Δdb(y↓↑)为
Δdb(y↓↑)=Δs+Δk+Δy
同理,在x轴方向也可能发生双边径向定位误差Δdb(x↓↑)为
Δdb(x↓↑)=Δs+Δk+Δx
双边接触和单边接触不同,Δs无法在对刀时给以消除,故必须考虑Δs对定位误差的影响。
(3)工件以外圆定位采用V形架作定位元件时的定位误差:该种情况定位误差计算方法比较麻烦,精密计算方法还要涉及高等数学知识。在此不再叙述。

图10-33 间隙配合双边接触时的定位误差
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











