



8.3.3 ISO代码数控程序编制
1.程序段格式和程序格式
(1)程序段格式程序段是由若干个程序字组成的,其格式如下:
N G X Y
字是组成程序段的基本单元,一般都是由一个英文字母加若干位十进制数字组成(如X4000),这个英文字母成为地址字符。不同的地址字符表示的功能也不一样(见表8-6)。
1)顺序号
位于程序段之首,表示程序的序号,后续数字2~4位。如N03,N0010。
2)准备功能
G准备功能,是建立机床或控制系统工作方式的一种指令,其后续有两位正整数,即G00~G99。
3)尺寸字
尺寸字在程序段中主要是用来指定电极丝运动到达的坐标位置。电火花线切割加工常用的尺寸字有X、Y、U、V、A、I、J等。尺寸字的后续数字在要求代数符号时应加正负号,单位为μm。
表8-6 地址字符表

4)辅助功能M
由M功能指令及后续的两位数字组成,即M00~M99,用来指令机床辅助装置的接通或断开。
(2)程序格式
一个完整的加工程序是由程序名、程序的主体(若干程序段)、程序结束指令组成,如:
W10
N01 G92 X0 Y0
N02 G01 X5000 Y5000
N03 G01 X2500 Y5000
N04 G01 X2500 Y2500
N05 G01 X0 Y0
N06 M02
1)程序名
程序名由文件名和扩展名组成。程序的文件名可以用字母和数字表示,最多可用8个字符,如W10,但文件名不能重复。扩展名最多用3个字母表示,如W10.CUT。
2)程序的主体
程序的主体是由若干程序段组成,在程序的主体中又分为主程序和子程序。一段重复出现的、单独组成的程序,称为子程序。子程序取出命名后单独储存,即可重复调用。子程序常应用在某个工件上有几个相同型面的加工中。调用子程序所用的程序,称为主程序。
3)程序结束指令M02
M02指令安排在程序的最后,单列一段。当数控系统执行到M02程序段时,就会自动停止进给并使数控系统复位。
2.ISO代码及其编程
如表8-7所示是电火花线切割数控机床常用的ISO代码。
表8-7 电火花线切割数控机床常用ISO代码

(1)快速定位指令G00
在机床不加工情况下,G00指令可使指定的某轴以最快速度移动到指定位置,其程序格式为:G00 X Y
注意:程序段中有了G01或G02指令,则G00指令无效。
(2)直线插补指令G01
该指令可使机床在各个坐标平面内加工任意斜率直线轮廓和用直线段逼近曲线轮廓,其程序段格式为:G01 X Y
目前,可加工锥度的电火花线切割数控机床具有X、Y坐标轴及U、V附加轴工作台,其程序段格式为:G01 X Y U V
(3)圆弧插补指令G02/G03
G02为顺时针插补圆弧指令,G03为逆时针插补圆弧指令。用圆弧插补指令编写的程序段格式为:G02 X_Y_I_J_;G03 X_Y_I_J_
程序段中的X、Y分别表示圆弧终点坐标;I、J分别表示圆心相对圆弧起点的在X、Y方向的增量尺寸。
(4)指令G90、G91、G92
1)G90为绝对尺寸指令
该指令表示该程序中的编程尺寸是按绝对尺寸给定的,即移动指令终点坐标值X、Y都是以工件坐标系原点(程序的零点)为基准来计算的。
2)G91为增量尺寸指令
该指令表示程序段中的编程尺寸是按增量尺寸给定的,即坐标值均以前一个坐标位置作为起点来计算下一点位置值。3B、4B程序格式均按此方法计算坐标点。
3)G92为定起点坐标指令
G92指令中的坐标值为加工程序的起点的坐标值。其程序格式:G92X Y
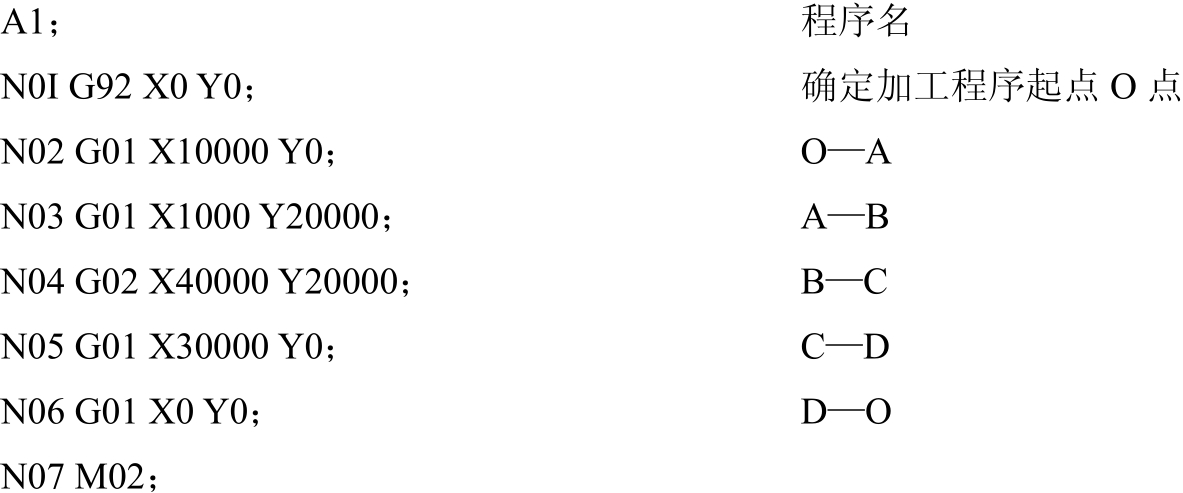
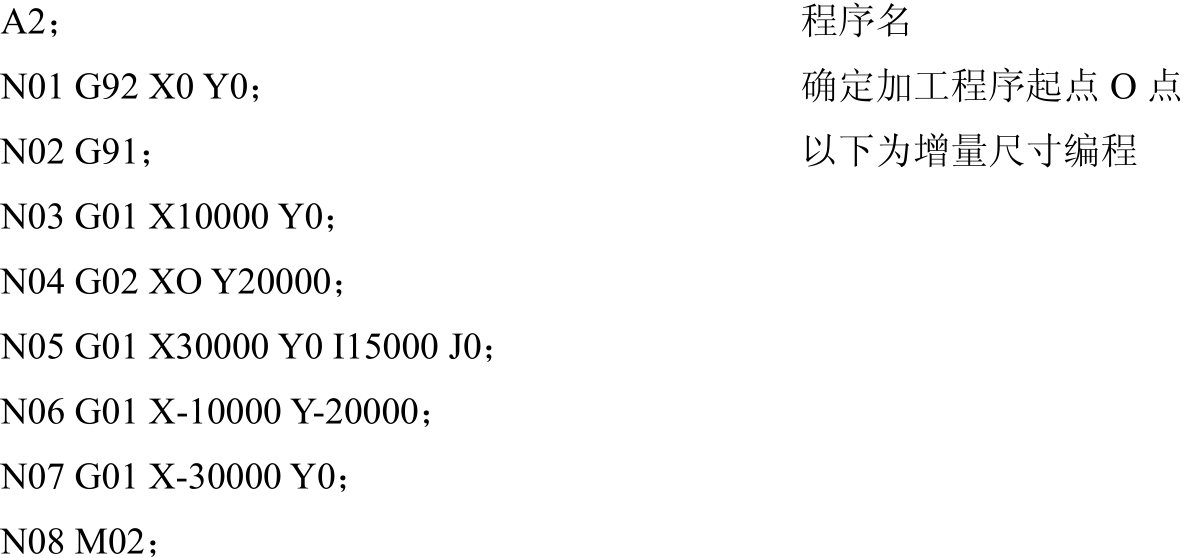
【例8-5】加工图8-15中的零件,按图样尺寸编程。
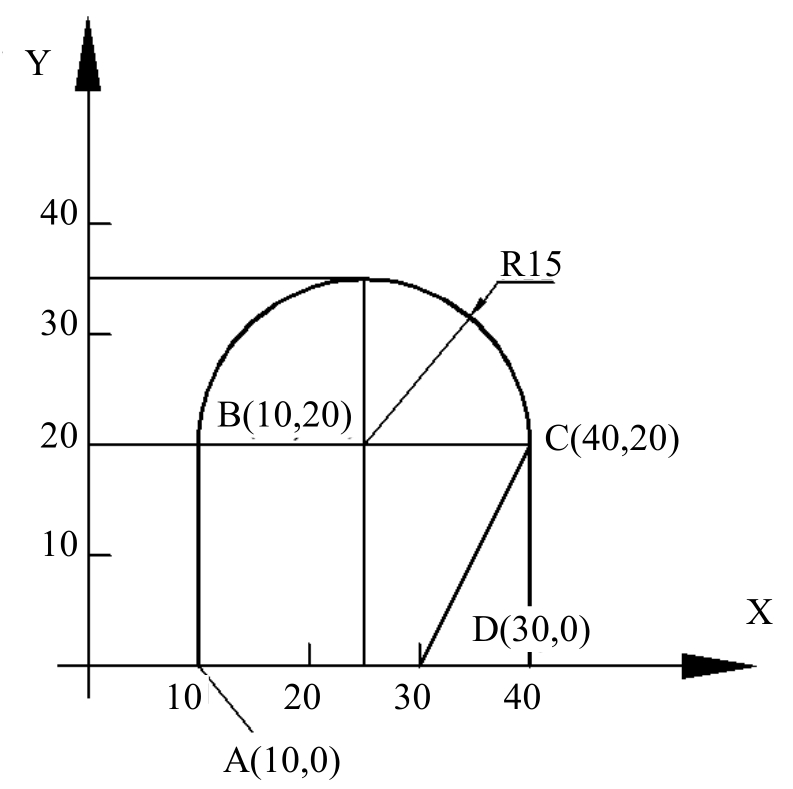
图8-15 插补
用G90指令编程:
用G91指令编程:
(5)镜像及交换指令G05、G06、G07、G08、G10、G11、G12
G05为X轴镜像,函数关系式:X= −X
G06为Y轴镜像,函数关系式:Y= −Y
在图8-16中,直线OA对X轴镜像为OA'',对Y轴镜像为OA'。在加工模具零件时,常遇到所加工零件的图形是对称的(如多孔凹模)。例如,编制图8-17中的ABC和A'B'C'的加工程序时,可以先编制其中一个,然后通过镜像交换指令即可加工。
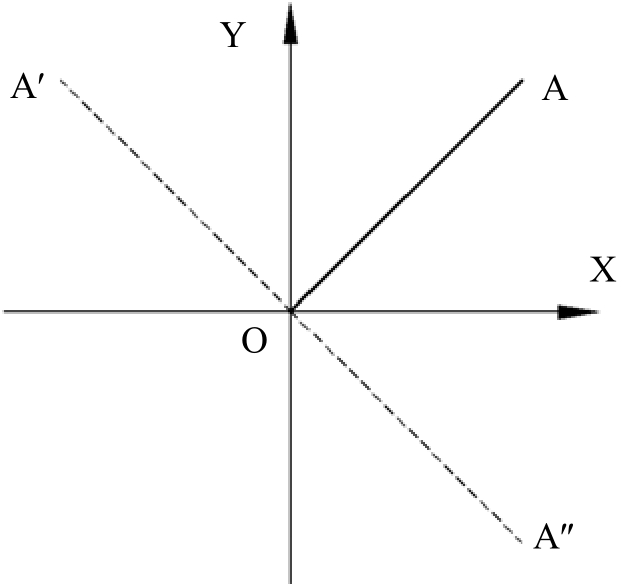
图8-16 X轴、Y轴镜像
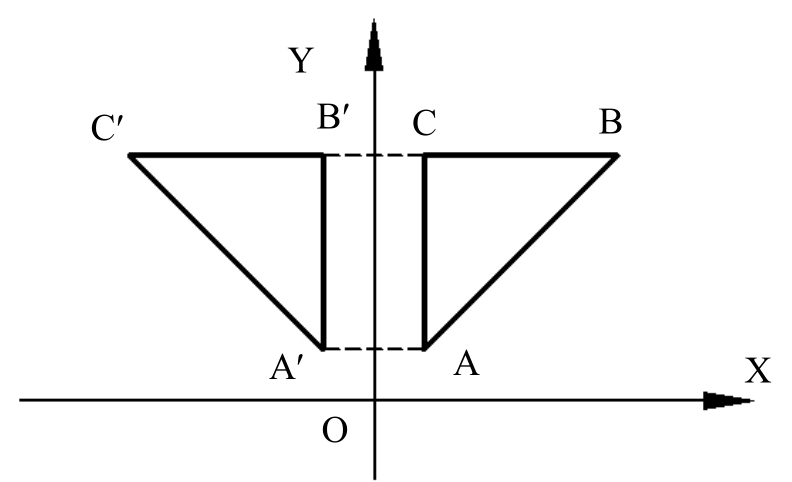
图8-17 G05指令
G12为消除镜像指令。凡有镜像交换指令的程序,都需用G12作为该程序的消除指令。
(6)间隙补偿指令G40、G41、G42
G41为左偏补偿指令,其程序段格式为:G41 D
G42为右偏补偿指令,其程序段格式为:G42 D
程序段中的D表示间隙补偿量,其计算方法与前面的方法相同。
注意:左偏、右偏是沿加工方向看,电极丝在加工图形左边为左偏;电极丝在右边为右偏,如图8-18所示。
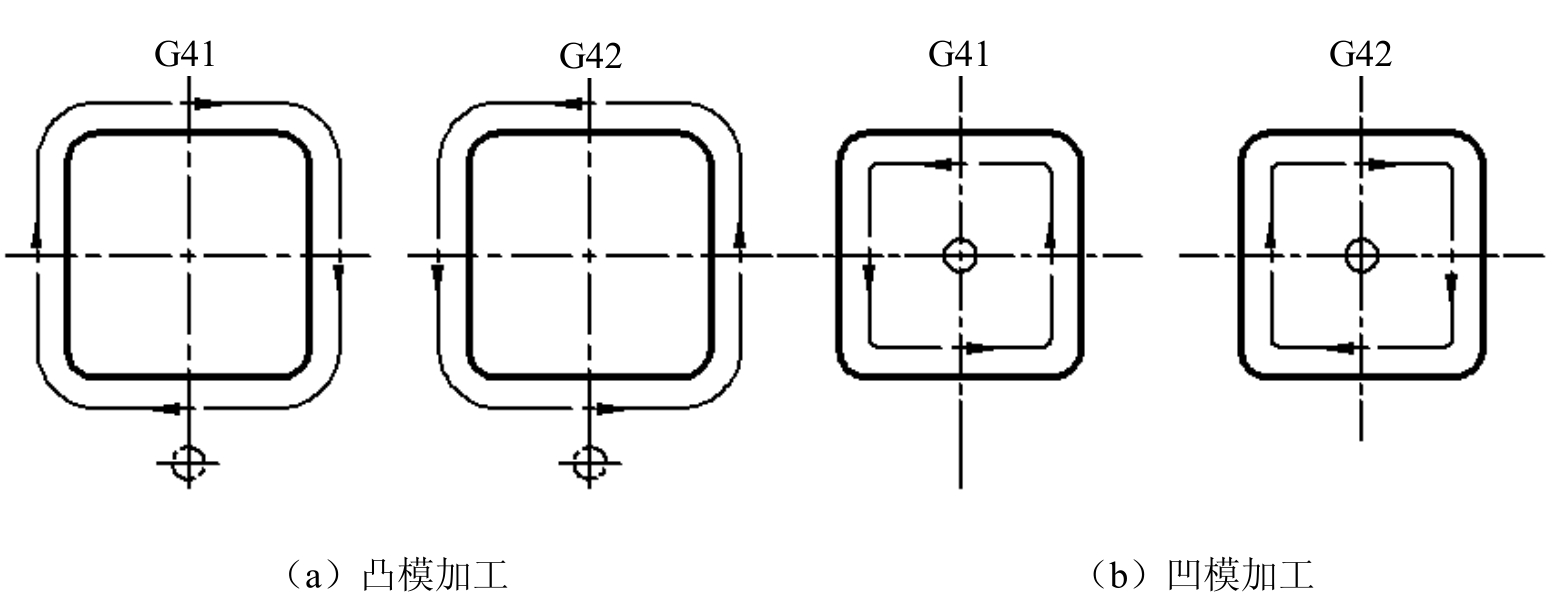
图8-18 间隙补偿指令
(7)锥度加工指令G50、G51、G52
在目前的一些电火花线切割数控机床上,锥度加工都是通过装载上导轮部位的U、V附加轴工作台实现的。加工时,控制系统驱动U、V附加轴工作台,使上导轮相对于X、Y坐标轴工作台移动,以获得所要求的锥角。用此方法可以解决凹模的漏料问题。
G51为锥度左偏指令,即沿走丝方向看,电极丝向左偏离。顺时针加工,锥度左偏加工的工件为上大下小;逆时针加工,左偏时工件上小下大。锥度左偏指令的程序格式为:
G51 A
G52为锥度右偏指令,用此指令顺时针加工,工件为上小下大;逆时针加工,工件上大下小。锥度右偏指令的程序格式为:
G52 A
程序段中:A表示锥度值;G50为取消锥度指令。
例如,图8-19中的凹模锥度加工指令的程序格式为“G51 A0.5”。加工前还需输入工件及工作台参数指令W、H、S。
3.编程实例
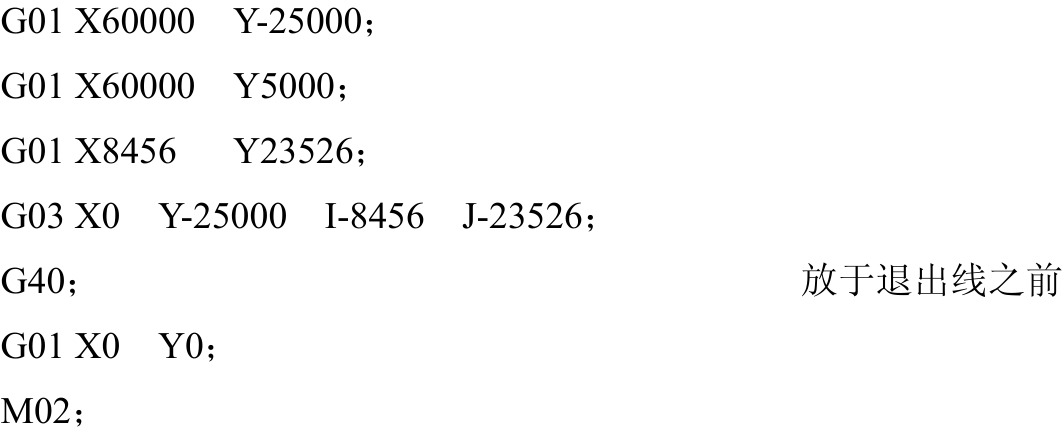
【例8-6】如图8-20的落料凹模的加工中,电极丝直径为0.18mm,单边放电间隙为0.01mm,图中的凹模尺度为计算后平均尺寸。试编制其加工程序。
建立坐标系并按图样平均尺寸计算轮廓交点坐标及圆心坐标。间隙补偿量为:
f=r+δ=(0.18/2+0.01)mm=0.lmm
经计算为(8.456,23.526)。选O点为加工起点,其加工顺序为:
O→A→B→C→D→A→O
加工程序如下:
![]()
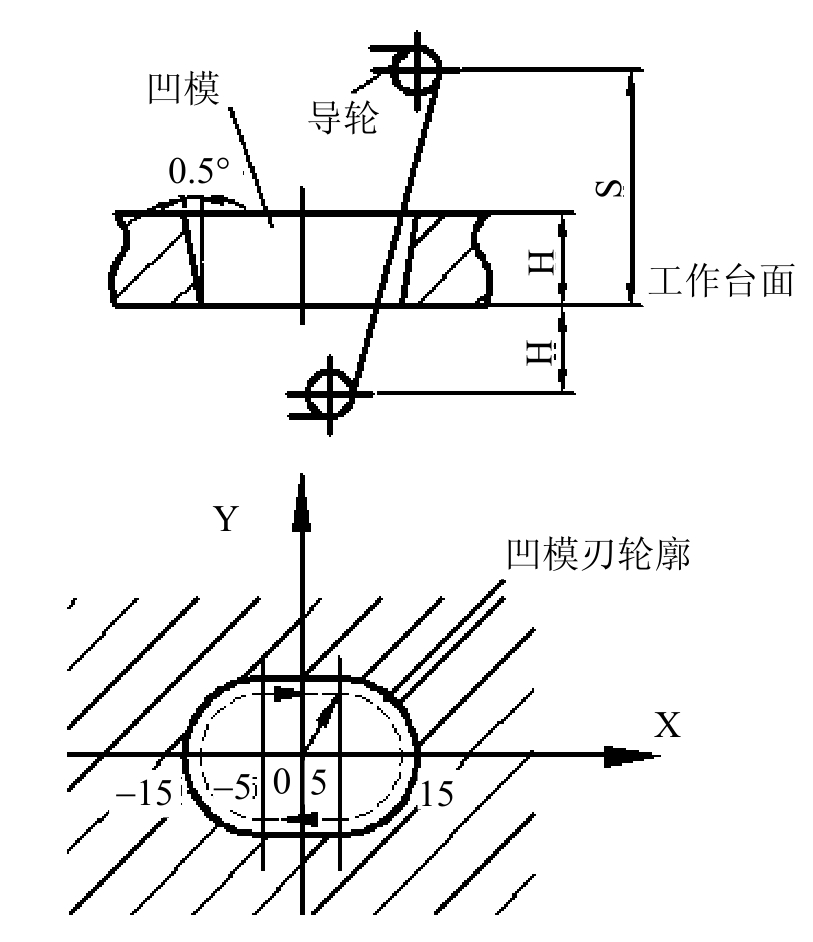
图8-19 凹模锥度加工

图8-20 凹模加工
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











