



二、G代码编程(一)程序格式
1.字
某个程序中安排字符的集合称为字,程序段是由各种字组成的。
一个字由一个地址(用字母表示)和一组数字组合而成。如G01总称为字,G为地址,01为数字组合,如图5-21所示。
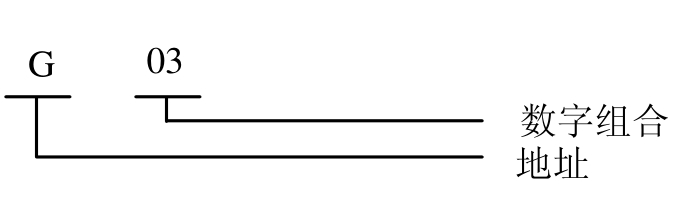
图5-21
2.程序号
每一个程序必须指定一个程序号,并编在整个程序的开始。程序号的地址为英文字母(通常设为O,P,%等),紧接着为4位数字,可编的范围为0001~9999。
3.程序段
能够作为一个单位来处理的一组连续的字,称为程序段。一个程序由多个程序段组成,一个程序段就是一个完整的数控信息。程序段由程序段号及各种字组成,如:
N0010 G92 X0.000 Y60.000
程序段编号范围为N0001~N9999,程序段号通常以每次递增1以上的方式编号,如N0010,N0020,N0030…每次递增10。其目的是留有插入新程序的余地,即如果在N0010与N0020之间遗漏了某一段程序,可在N0011~N0019之间用任何一个程序段号插入。
4.G功能
G功能是设立机床工作方式或控制系统工作方式的一种命令,其后续数字一般为2位数(00~99),如G54,G01,G02。
5.尺寸坐标字
尺寸坐标字主要用于指定坐标移动的数据。其地址符为:X,Y,Z,U,V,W,P,Q,A等,例如:X,Y,Z指定到达点的直线坐标尺寸;I,J,K指定圆弧中心坐标的数据;A指定锥面加工角度的数据。
6.T
用于指定有关机械控制的事项,如:T80表示送丝,T81表示停止送丝。
7.D、H
用于指定补偿量,如D0001或者H001表示取1号补偿值。
8.L
用于指定于程序的循环执行次数,可以在0~9999之间指定一个循环次数,如:L5表示做5次循环。
9.M(辅助功能)
用于控制数控机床中辅助装置的开关动作或状态,其后续数字一般为2位数(00~99)。如:M00表示暂停程序运行。
(二)准备功能(G功能)
1.G90(绝对坐标指令)
格式:G90
采用本指令后,后续程序段的坐标值都应按绝对方式编程,即所有点的表示数值都是在编程坐标系中的点坐标值,直到执行G91为止。
如图5-22所示,若采用绝对坐标指令(G90),则:
从A→B的尺寸坐标值为X100,Y50;
从B→C的尺寸坐标值为X100,Y100;
从C→D的尺寸坐标值为X50,Y100;
从D→A的尺寸坐标值为X50,Y50。
2.G91(相对坐标指令)
格式:G91
采用本指令后,后面的程序段的坐标值都应按增量方式编程,即所有点的表示数值均以前一个坐标位置作为起点来计算运动终点的位置矢量,直至执行G90指令为止。
如图5-22所示,若采用相对坐标指令(G91),则:
从A→B的尺寸坐标值为X50,Y0;
从B→D的尺寸坐标值为X0,Y50;
从C→D的尺寸坐标值为X-50,Y0;
从D→A的尺寸坐标值为X0,Y-50。
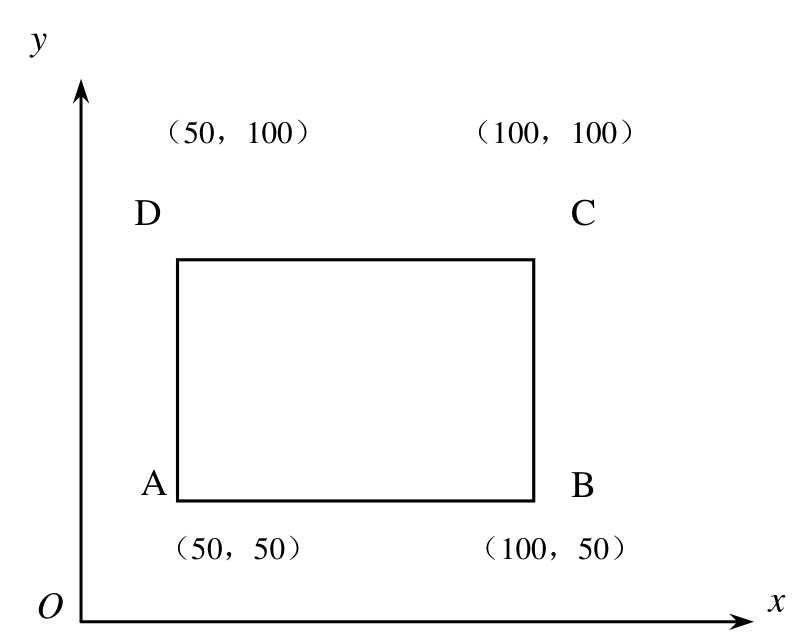
图5-22 矩形轮廓图
3.G54(坐标设定)
格式:G54
G54是程序坐标系设置指令。一般以零件原点作为程序的坐标原点。程序零点坐标存储在机床的控制参数区。程序中不通过给定X、Y、Z值来设置此坐标系,而是通过G54指令调用。
4.G92(设置当前点坐标)
格式:G92
G92是设置当前电极丝位置的坐标值。G92后面跟的X、Y坐标值即为当前点的坐标值。
5.G00(快速定位)
格式:G00 X+/-5.3 Y+/-5.3
注意:+/-5.3表示小数点前5位,小数点后3位。
快速移动指令G00是使电极丝按机床最快速度沿直线或折线移动到目标位置。其速度取决于机床。
例5.3 如图2-23所示,电极丝从A点快速移动到B点,试分别用绝对方式和增量方式编程。
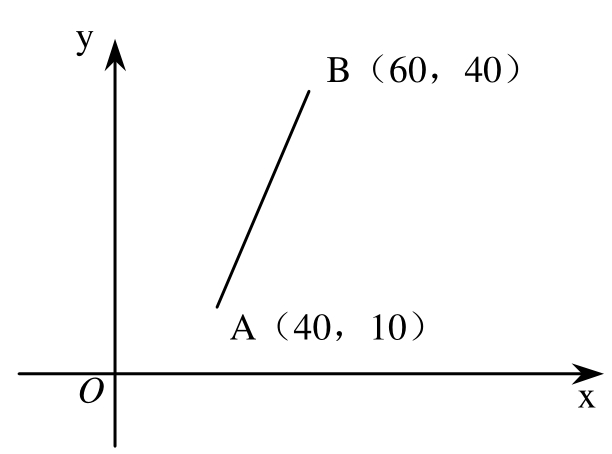
图5-23 直线AB在坐标系中的位置
已知:起点A的坐标为X40,Y10,终点B的坐标为X60,Y40。
按绝对方式编程:
N0010 G90;
N0020 G00 X60 Y40;
按增量方式编程:
N0010 G91
N0020 G00 X20 Y30;
注意:1.不运动的坐标可省略不写。
2.目标点的坐标可以用绝对值,也可以用增量值,正号应省略。
6.G01(直线插补)
格式:G01 X+/-5.3 Y+/-5.3
直线插补(G01)是电极丝从当前位置以进给速度移动到目标位置。
例5.4 如图5-24所示,电极丝从A点以进给速度移动到B点,试分别用绝对坐标和增量坐标方式编程。
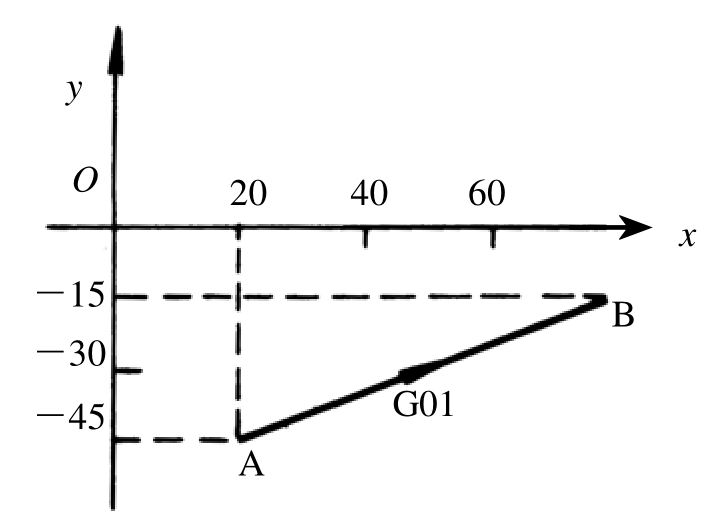
图5-24 直线AB在坐标系中的位置
已知:起点A的坐标为X20,Y-45,终点B的坐标为X80,Y-15。
按绝对坐标方式编程:
N0020 G90;
N0030 G01 X80 Y-15;
按增量坐标方式编程:
N0020 G91;
N0030 G01 X60 Y30;
7.G02、G03(圆弧插补)
格式:G02/G03 X+/-5.3 Y+/-5.3 I +/-5.3 J+/-5.3
或:G02/G03 X+/-5.3 Y+/-5.3 R +/-5.3
说明:
1)G02和G03指令用于切割圆或圆弧,其中G02为顺时针切割,G03为逆时针切割(如图5-25所示)。
2)X、Y的坐标值为圆弧终点的坐标值。用绝对方式编程时,其值为圆弧终点的绝对坐标;用增量方式编程时,其值为圆弧终点相对于起点的坐标。
3)I和J是圆心坐标,用绝对方式或增量方式编程时,I和J的值分别是X方向和Y方向上,圆心相对于圆弧起点的距离。
例5.5 切割如图5-26所示的圆弧A→B。
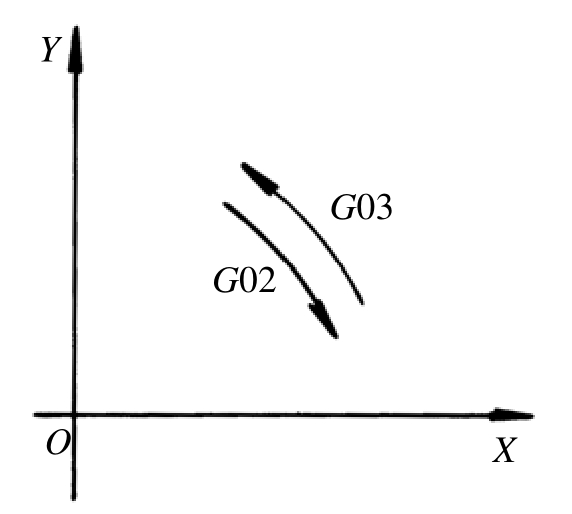
图5-25 圆弧方向示意图
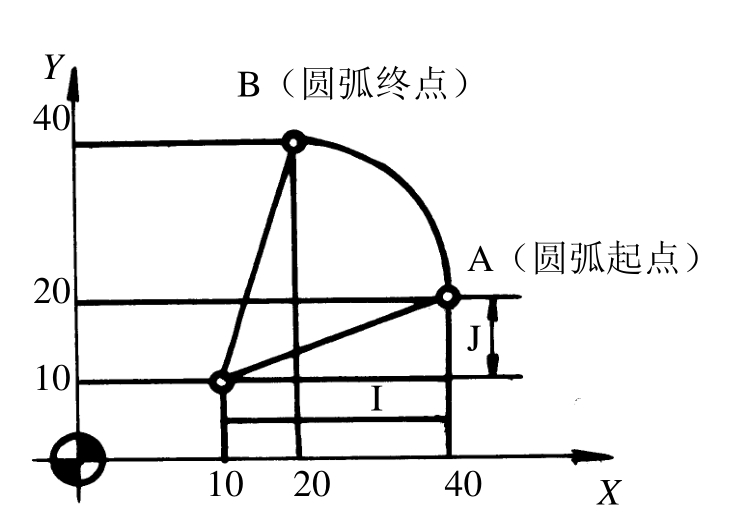
图5-26 圆弧AB在坐标系中的位置
按绝对方式编程:
N0010 G90;
N0020 G03 X20.0 Y40.0 I-30.0 J-10.0;
按增量方式编程:
N0010 G91;
N0020 G03 X-20.0 Y20.0 I-30.0 J-10.0;
注意:I、J的值在绝对编程方式和增量编程方式下,其取值是相同的。
4)在圆弧编程中,也可以直接给出圆弧的半径R,而无需计算I和J值。但在圆弧圆心角大于180°时,R的值应加负号(-)。
例5.6 切割如图5-27所示的圆弧A→B(圆心角<180°)。
按绝对方式编程:
N0010 G90;
N0020 G02 X70.0 Y20.0 R50.0;
按增量方式编程:
N0010 G91;
N0020 G02 X50.0 Y-50.0 R50.0;
例5.7 切割如图5-28所示的圆弧A→B(圆心角>180°)。
按绝对方式编程:
N0010 G90;
N0020 G02 X70.0 Y20.0 R-50.0;
按增量方式编程:
N0010 G91;
N0020 G02 X50.0 Y-50.0 R-50.0
5)对于整圆,要用I和J方式编程,不能用R方式编程。
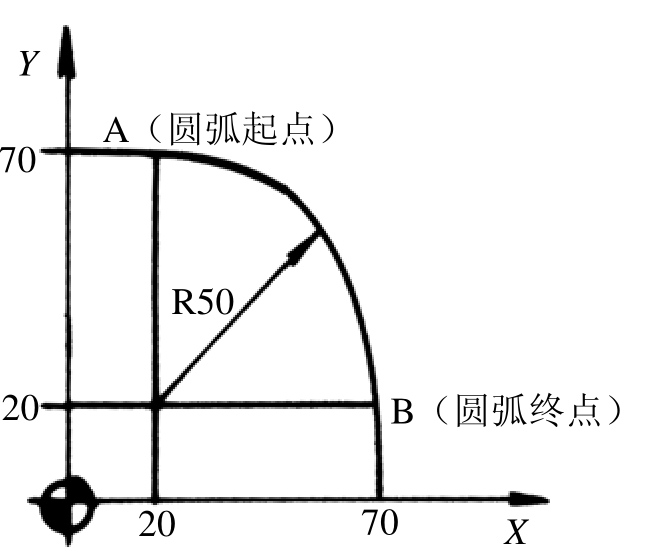
图5-27 圆弧AB在坐标系中的位置
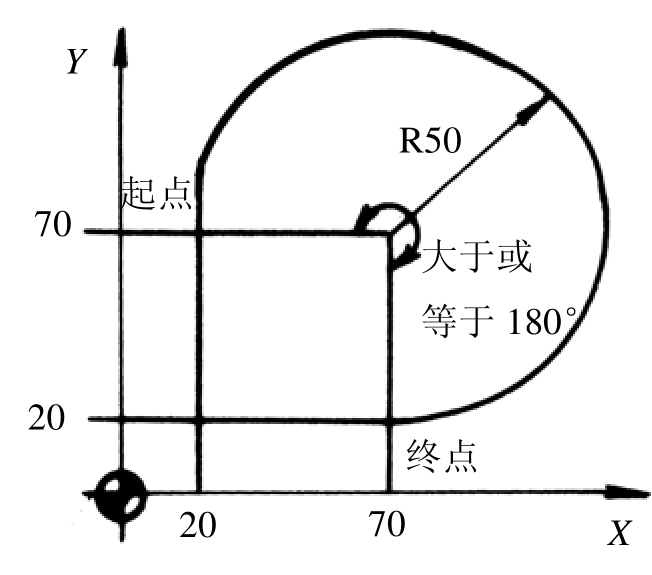
图5-28 切割大角度圆弧
例5.8 切割如图5-29所示的整圆。
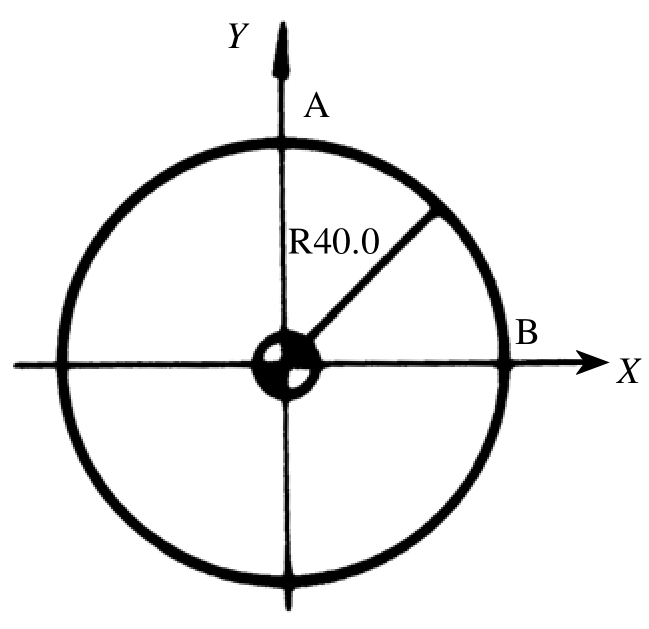
图5-29 切割整图
1)以A点为起点顺时针加工圆周按绝对方式编程:
N0010 G90;
N0020 G02 X0 Y40.0 J-40.0;
按增量方式编程:
N0010 G91;
N0020 G02 J-40.0;
2)从B点出发顺时针加工圆周按绝对方式编程:
N0010 G90;
N0020 G02 X40 Y0 I-40.0;
按增量方式编程:
N0010 G91;
N0020 G02 I-40.0;
注意:X、Y省略的场合,将意味着始点与终点相同,即表示切割一个360°的整圆。
8.G40,G41,G42(电极丝半径补偿)
格式:G40(取消电极丝补偿)
G41(电极丝左补偿)
G42(电极丝右补偿)
说明:
①G41(左补偿)是指加工轨迹以进给的方向为正方向,如图5-30所示,沿轮廓左侧(在图中显示为上侧)让出一个给定的偏移量。
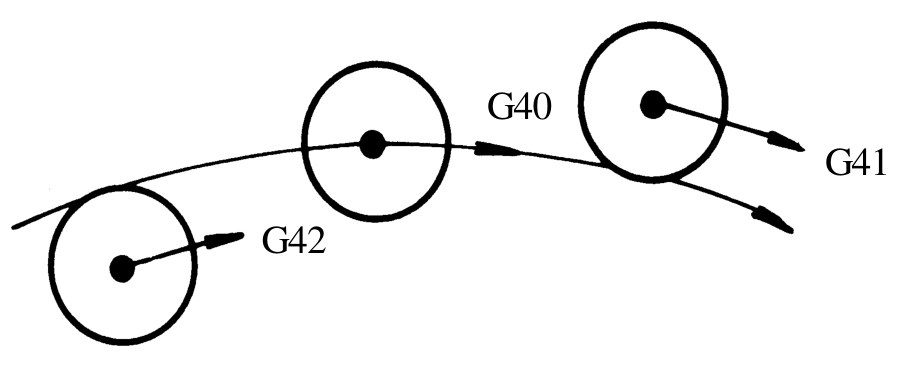
图5-30 电极丝补偿方向示意
②G42(右补偿)是指加工轨迹以进给的方向为正方向,沿轮廓右侧(在图5-30中显示为下侧)让出一个给定的偏移量。
③G40(取消补偿)是指关闭左右补偿方式(见图5-30)。另外,也可以通过开启一个补偿指令代码来关闭另一个补偿指令代码。
(三)指定有关机械控制(T功能)
开走丝(T86):T86指令是控制机床走丝的开启。
关走丝(T87):T87指令是控制机床走丝的结束。
冷却液开(T84):T84指令是控制打开冷却液阀门开关,开始开放冷却液。冷却液关(T85):T85指令是控制关闭冷却液阀门开关,停止开放冷却液。
(四)辅助功能(M功能)
1.暂停指令(M00)
程序暂停指令M00是暂停程序的运行,等待机床操作者的干预,如检验、调整、测量等。待干预完毕后,按机床上的启动按钮,即可继续执行暂停指令后面的加工程序。
2.程序停止(M02)
程序停止指令M02是结束整个程序的运行,停止所有的G功能及与程序有关的一些运行开关,如冷却液开关、走丝开关、机械手开关等,机床处于原始禁止状态,电极丝处于当前位置。如果要使电极丝停在机床零点位置,则必须操作机床使之回零。
(五)G代码程序编制举例
例5.9 线切割如图5-31所示的五角星,试用G代码编程序(暂不考虑电极丝直径及放电间隙)。
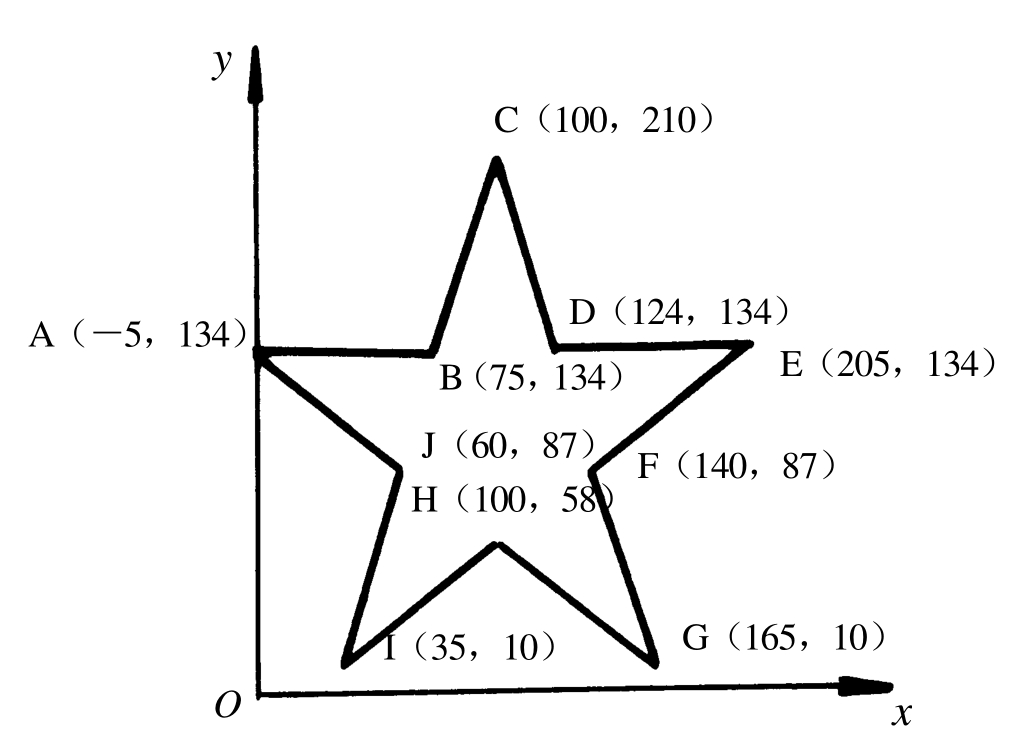
图5-31 五角星编程示意图
N0010 G90; 采用绝对方式编程
N0020 T84 T86; 开启冷却液,开启走丝
N0030 G92 X0 Y0; 设定当前电极丝位置为0,0
N0040 G00 X- 5 Y134; 电极丝快速移至A点
N0050 G01 X75 Y134 A→B
N0060 X100 Y210 B→C
N0070 X125 Y134 C→D
N0080 X205 Y134 D→E
N0090 X140 Y87 E→F
N0100 X165 Y11 F→G
N0110 X100 Y58 G→H
N0120 X35 Y11 H→I
N0130 X60 Y87 I→J
N0140 X-5 Y134 J→A
N0150 G00 X0 Y0; 电极丝快速回到原点
N0160 T85 T87; 关闭冷却液,关闭走丝
N0170 M02; 程序结束
例5.10 试编写如图5-32所示冷冲模的G代码程序,凸、凹模的单边间隙为0.03mm,采用φ0.18mm的电极丝,放电间隙为单边0.015mm,从A点起切,切割方向为箭头所示的方向(暂不考虑引线部分的程序)。
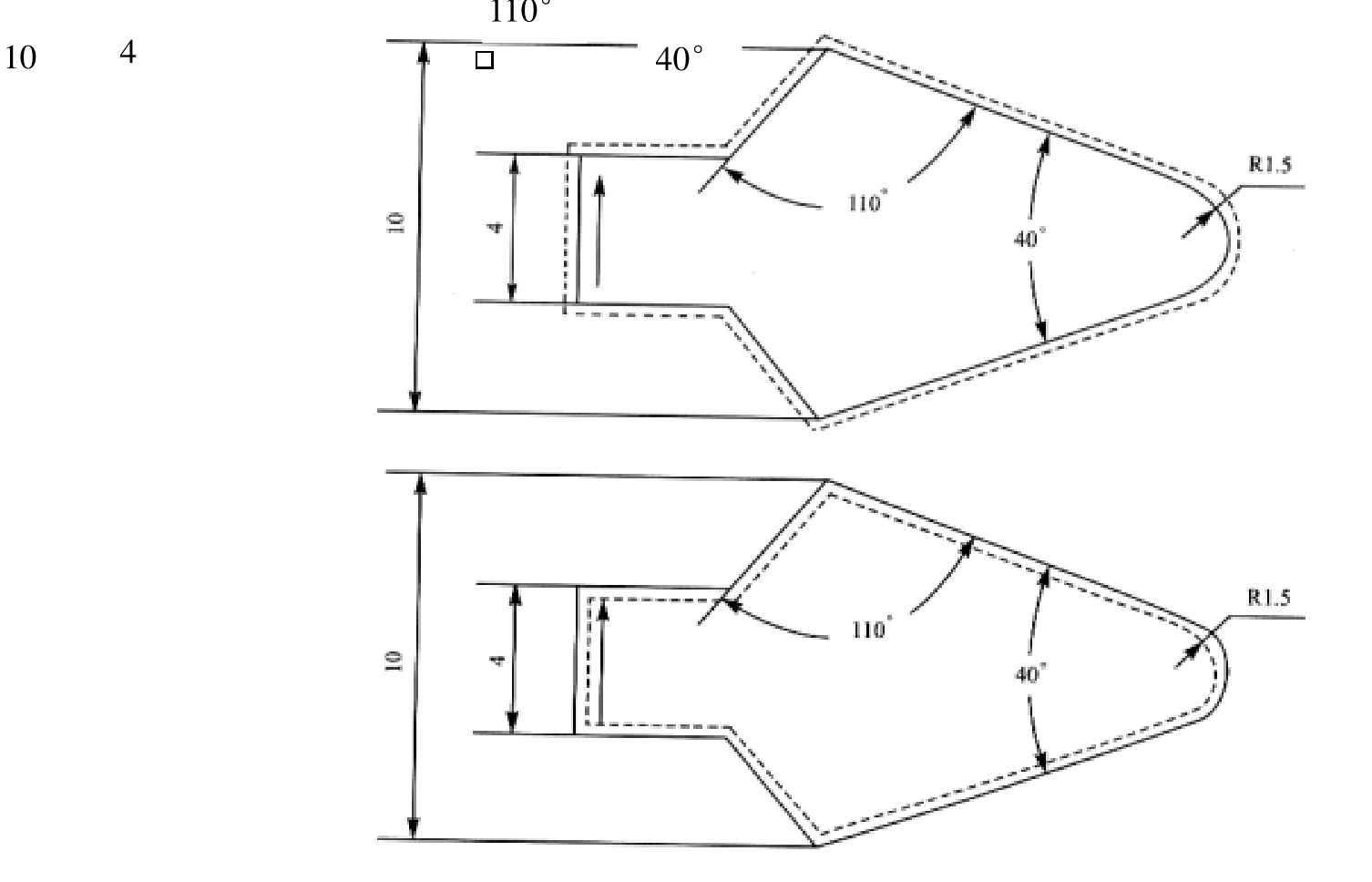
图5-32 凹凸模轮廓示意图
线切割凸模的程序:
N0010 T84 T86 G90 G92 X0.00 Y0.000;
N0020 G01 X0.000 Y4.240;
N0030 G01 X4.064 Y4.240;
N0040 G01 X6.599 Y7.262;
N0050 G01 X16.543 Y3.642;
N0060 G02 X16.543 Y0.598 I-0.554 J-1.522;
N0070 G01 X6.599 Y-3.022;
N0080 G01 X4.064 Y0.000;
N0090 G01 X0.000 Y0.00;
N0100 T85 T87 M02;
线切割凹模的程序:
N0010 T84 T86 G90 G92 X0.000 Y0.00;
N0020 G01 X0.000 Y3.760;
N0030 G01 X3.936 Y3.760;
N0040 G01 X6.435 Y6.738;
N0050 G01 X16.221 Y3.177;
N0060 G02 X16.221 Y0.583 I-0.472 J-1.297;
N0070 G01 X6.435 Y-2.978;
N0080 G01 X3.936 Y0.000;
N0090 G01 X0.000 Y0.000;
N0100 T85 T87 M02;
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











