



3.1.2 立式铣床的操作练习
X5032型立式铣床是一种常见的立式升降台铣床。其规格、操纵机构、传动变速情况均与XA6132铣床相同。主要不同点是:X5032型铣床的主轴位置与工作台面垂直,安装在左右可以回转的铣头体内。X5032型铣床设有回转盘,工作台不能调转角度。
一、X5032型立式铣床的纵、横垂直方向各手柄的操作
工作台纵向手动进给手柄(有两个),一个在工作台丝杠的左端,一个在工作台的右前方,这样可在不同的位置上对机床进行操作。将各手柄分别接通其手动进给离合器,摇动各手柄,带动工作台做各进给运动。顺时针方向摇动各手柄,工作台前进(或上升);逆时针方向摇动各手柄,工作台后退(或下降)。摇动各手柄,工作台做手动进给时,进给速度应均匀适当。
注意:纵向、横向刻度盘,圆周刻线120格,每摇一转,工作台移动6mm;每摇一格,工作台移动0.05mm。垂直方向刻度盘,圆周刻线40格,每摇一转,工作台上升(或下降)2mm;每摇一格上升(或下降)0.05mm。摇动各手柄,通过刻度盘控制工作台在各进给方向的移动距离。
二、主轴变速操作(如图3-3所示)
(1)变速时,手握变速手柄球部并下按,使其定位的榫块从固定环的槽1内脱出;
(2)将变速手柄快速向左转动90°左右,使其定位的榫块送入固定环的槽2内,使变速手柄处于脱开位置Ⅰ;
(3)转动转速盘,使需要的转速对准转速盘上的箭头;
(4)下压手柄,并快速推至位置Ⅱ,此时微动开关瞬时接通,使主电动机瞬时转动(但立即又被切断),以利于变速齿轮啮合;
(5)将变速手柄由位置Ⅱ推到位置Ⅲ,并将其定位的榫块送入固定环的槽1内,变速完毕;
(6)用手按“启动”按钮,主轴就获得要求的转速;
(7)变速操作时,一是要快速,二是连续变换的次数不宜超过三次,必要时隔5min后再进行变速,以免因启动电流过大,导致电动机超负荷,使电动机线路烧坏;
(8)变速时必须先停车。
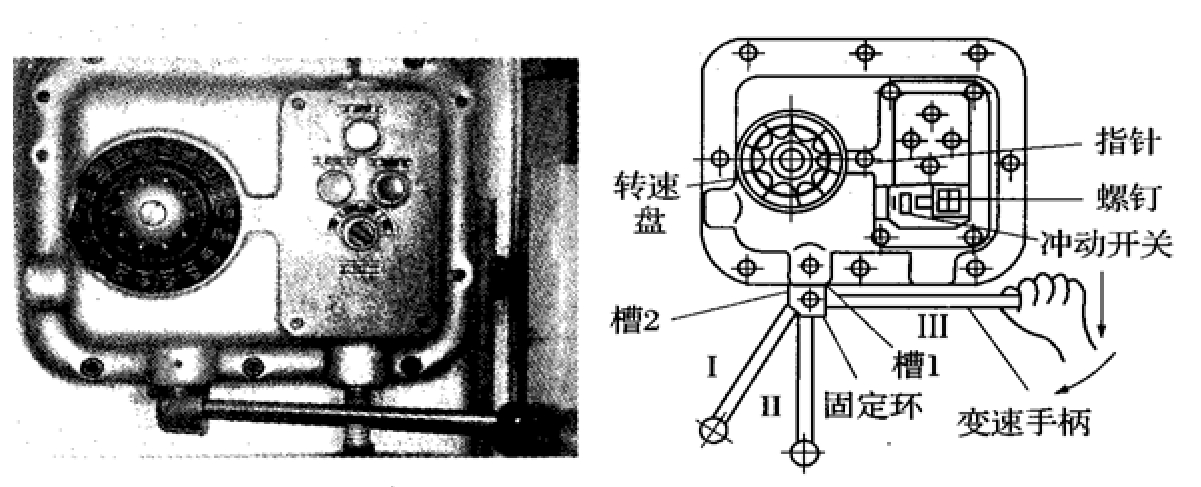
图3-3 主轴变速操作
三、进给变速操作(如图3-4所示)
(1)把菌形变速手柄拉出;
(2)转动菌形手柄带动进给速度盘旋转,使需要的进给速度与指针位置对准;
(3)将菌形手柄推回原位,变速完毕;
(4)按“启动”按扭使主轴旋转,再扳动自动进给操纵手柄,工作台就按要求的进给速度做自动进给运动。

图3-4 进给变速操作
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











