



一、3B指令编程
3B指令用于不具备间隙补偿功能和锥度补偿功能的数控线切割机床的程序编制。程序描述的是钼丝中心的运动轨迹,它与钼丝切割轨迹(即所得工件的轮廓线)之间差一个偏移量f,这一点在轨迹计算时必须特别注意。
(一)程序编制的基本规则
1.程序编制必须符合一定的格式
3B指令是一种使用分隔符的程序段格式,见表5-1。
表5-1 3B程序格式
![]()
表中B为分隔符号,用来分隔X、Y、J三个数码。每个程序段使用三次分隔B,故称为3B程序段格式,或3B加工指令。
2.坐标值(X,Y)
一般规定只输入坐标的绝对值,其单位为μm,μm应四舍五入。
对于圆弧,坐标原点移至圆心,X、Y为圆弧起点的坐标值。
对于直线(斜线),坐标原点移至直线起点,X、Y为斜线终点的坐标值。允许将X和Y的值按相同的比例放大或缩小。
对于平行X轴或Y轴的直线,即当X或Y为零时,X或Y均可不写,但分隔符必须保留。
3.计数方向G
选取X方向进给总长度进行计数,称为计X,用Gx表示;选取Y方向进给总长度进行计数,称为计Y,用Gy表示。
(1)加工直线时,可按图5-13选取;
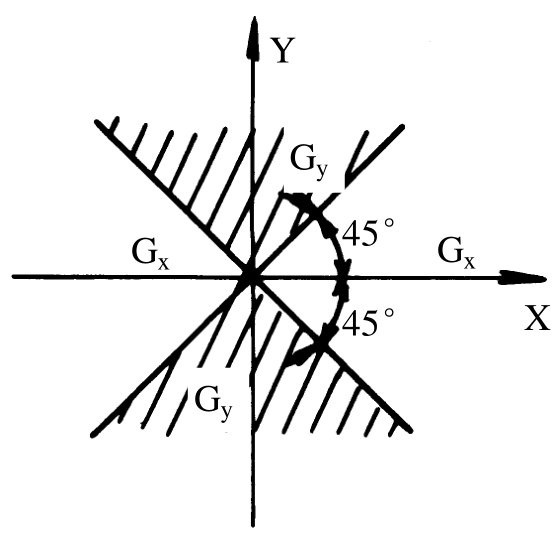
图5-13 斜线的计数方向
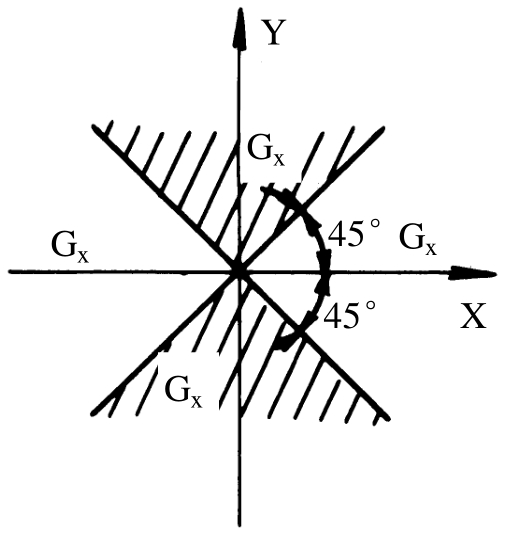
图5-14 圆弧的计数方向
当|Ye|>|Xe|时,取Gy;
当|Xe|>|Ye|时,取Gx;
当|Xe|=|Yx|时,取Gx或Gy均可。
(2)对于圆弧,当圆弧终点坐标在如图5-14所示的各个区域时,若:
当|Ye|>|Xe|时,取Gx;
当|Xe|>|Ye|时,取Gy;
当|Xe|=|Yx|时,取Gx或Gy均可。
4.计数长度J
表示某一个加工轨迹从起点到终点在计数方向上拖板移动的总距离,称为计数长度。换句话说,计数长度就是被加工圆弧(或直线)在计数方向上投影长度的总和。图5-15说明了计数长度的计算。
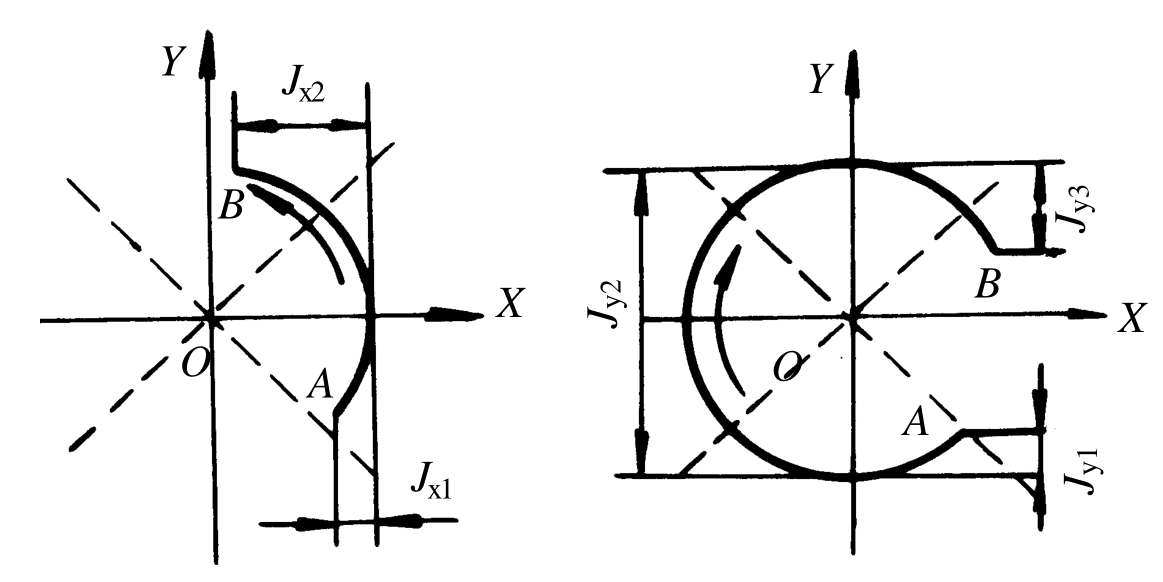
图5-15 圆弧计数长度的计算
(a)取Gx,计数长度J=Jx1+Jx2 (b)取Gy,计数长度J=Jy1+Jy2+Jy3
5.加工指令Z
加工指令Z是用来表达被加工图形的形状所在象限和加工方向等信息的。加工指令共有16种,如图5-16所示。
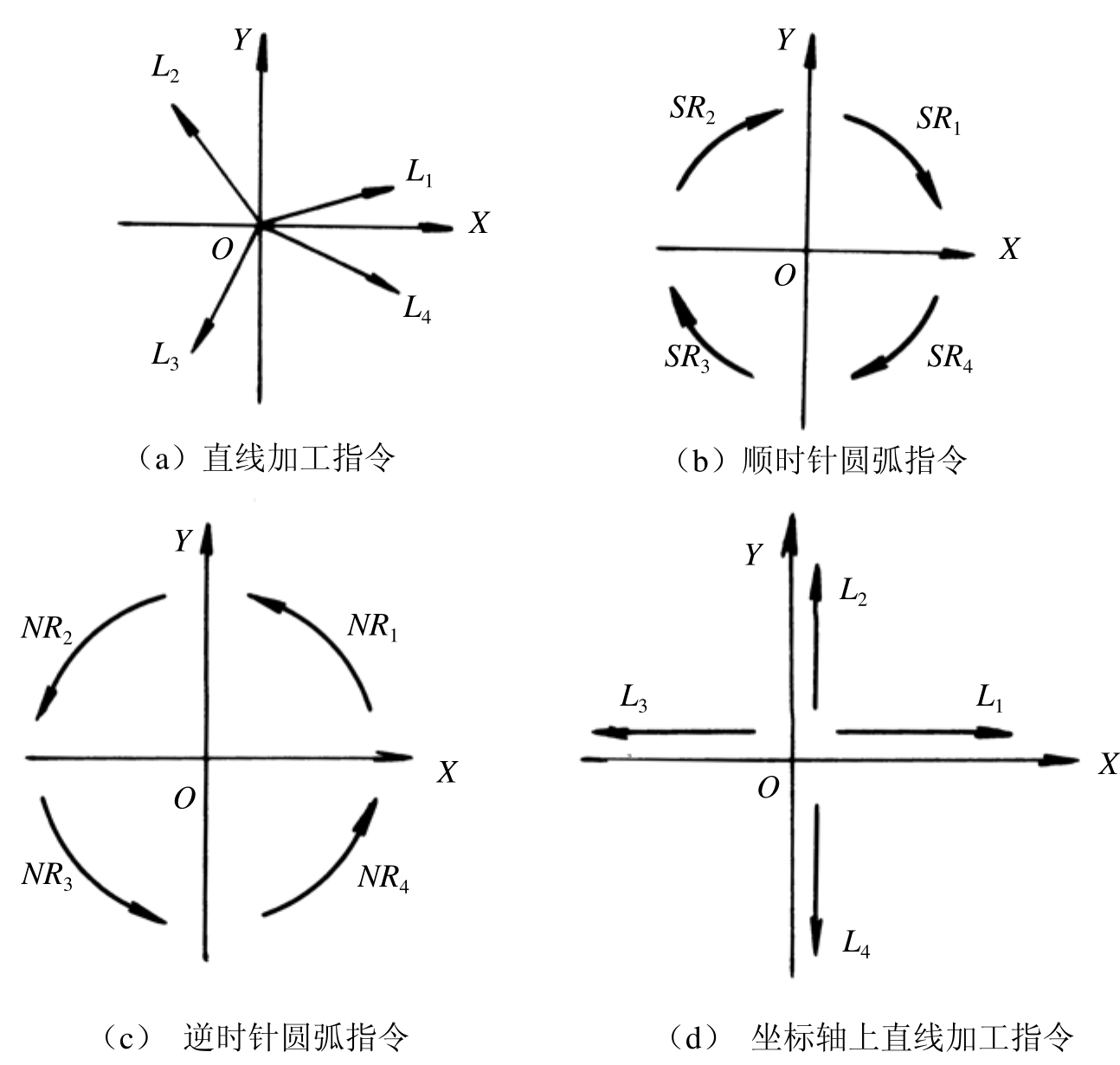
图5-16 加工指令
位于四个象限中的直线段称为斜线。加工斜线的加工指令分别用L1,L2,L3,L4表示,如图5-16(a)所示。与坐标轴相重合的直线,根据进给方向,其加工指令可按图5-16(d)选取。
加工圆弧时,若被加工圆弧的加工起点分别在坐标系的四个象限中,并按顺时针插补,如图5-16(b)所示,加工指令分别用SR1,SR2,SR3,SR4表示;按逆时针方向插补,分别用NR1,NR2,NR3,NR4表示,如图5-16(c)所示。如加工起点刚好在坐标轴上,其指令可选相邻两象限中的任何一个。
例如:起点为(2,3),终点为(7,10)的直线的3B指令是:B5000 B7000 B7000 GyL1;半径为9.22,圆心坐标为(0,0),起点坐标为(-2,9),终点坐标为(9,-2)的圆弧3B指令是:B2000 B9000 B25440 GyNR2。
例5.1 试用3B格式编写如图5-17所示轨迹的程序,切割路线为:A→B→C→D→E,不考虑切入路线的程序。
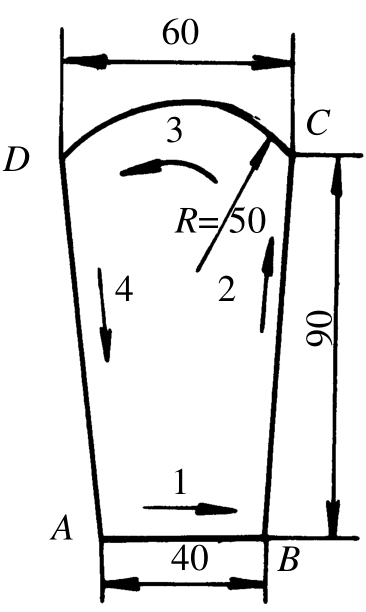
图5-17 编程图形
编制程序如下:
BBB40000GxL1 (A→B)
B1B9B90000 GxL1 (B→C)
B30000B40000B60000GxNR1(C→D)
B1B9B90000GyL4 (D→K)
D (停机)
例5.2 编制加工如图5-18所示的零件的凹模和凸模线切割程序。已知该模具为落料模,r丝=0.065,δ电=0.01,δ配=0.01。
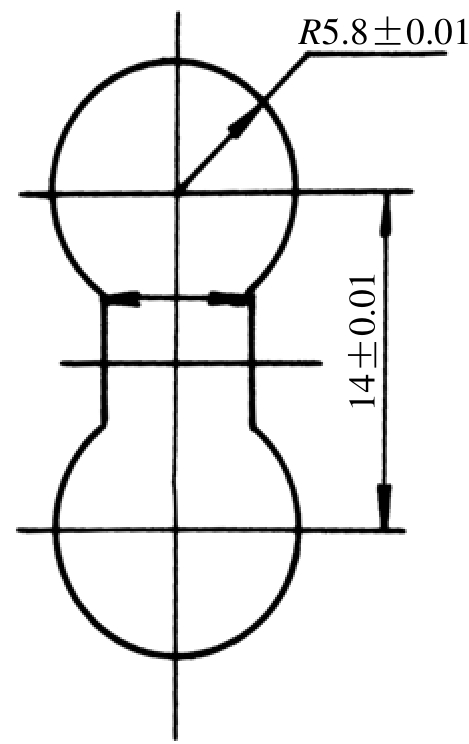
图5-18 冲裁加工零件图
1.编制凹模程序
因该模具为落料模,冲下的零件尺寸由凹模决定,模具配合间隙在凸模上扣除,故凹模的间隙补偿量为f凹=r丝+δ电=(0.065+0.01)mm=0.075mm,图5-19中点画线表示电极丝的中心轨迹,此图对x轴上下对称,对y轴左右对称。因此,只要计算一个点,其余三个点均可又对称得到,通过计算可得到各点的坐标为:
O1(0,7);O2(0,-7);a(2.925,2.079);b(-2.925,2.079);c(-2.925,-2.079);d(2.925,-2.079)。
若将穿丝孔钻在O处,切割路线为:O→a→b→c→d→a→O,编制程序如下:
B2925B2079B2925GxL1 (O→a)
B2925B4921B17050GxNR4 (a→b)
BBB4158GyL4 (b→c)
B2925B4921B17050GXNR2 (c→d)
BBB4158GyL2 (d→a)
B2925B2079B2925Gx13 (a→O)
D
2.编制凸模程序
见图5-20凸模的间隙补偿量f凸=r丝+δ电-δ配=(0.065+0.01-0.01)mm=0.065mm,计算可得到各点的坐标为:
O1(0,7);02(0,-7);O3(3.065,2);6(-3.065,2);c(-3.065,-2);d(3.065,-2)。
切割路线为:加工时先沿L1切入5 mm至b点。沿凸模按逆时针方向切割回b点,再沿L3退回5 mm至起始点。程序如下:
BBB5000GxL1 (沿L4切入5mm至b点)
BBB4000GyL4 (b→c)
B306585000B17330GxNR2 (c→d)
BBB4000GYL2 (d→a)
B3065B5000817330GxNR4 (a→b)
BBB5000GxL3 (L3退回5 mm至起始点)
D
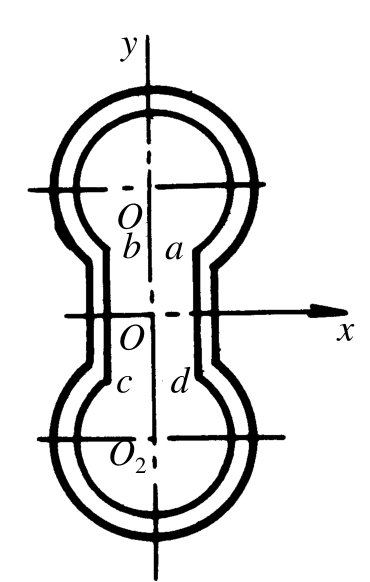
图5-19 凹模电极丝中心轨迹
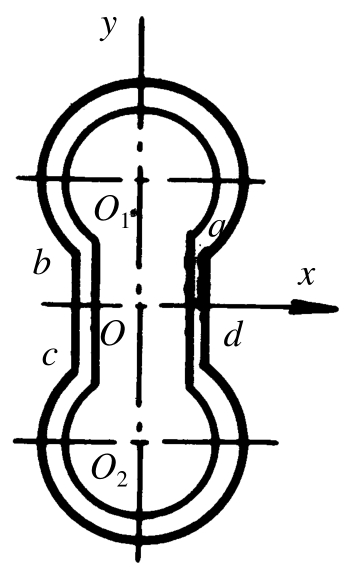
图5-20 凸模电极丝中心轨迹
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










