



二、极坐标插补(G12.1、G13.1)
将在直角坐标系编制程序的指令,转换成直线轴的移动(刀具的移动)和旋转轴的旋转(工件的旋转),而进行轮廓控制的机能,称为极坐标插补。
进行极坐标插补,可使用下列G代码(25组)。
G12.1:极坐标插补模式(进行极坐标插补)。
G13.1:极坐标插补取消模式(不进行极坐标插补)。
这些G代码单独在一个程序段内。
当开机或复位时,极坐标插补(G13.1)取消有效。
进行极坐标插补的直线轴和旋转轴,事先设定于参数(No.5460、5461)。
以G12.1指令为极坐标模式,以特定坐标系的原点(未指令G52特定坐标系时,以工件坐标系的原点)为坐标系的原点,以直线轴为平面第1轴,直交于直线轴的假想轴为平面第2轴,构成平面(以下称为极坐标插补平面)。极坐标插补在此平面上进行。
极坐标插补模式的程序指令,以极坐标插补平面的直角坐标值指令,平面第2轴(假想轴)的指令的轴地址,使用旋转轴(参数No.5461)的轴地址。但指令单位非度,而是和平面第1轴(以直线轴的轴地址指令)一样,以相同单位(mm或inch)指令。但是直径指定或半径指定,则和平面第1轴无关,和旋转轴相同指定。
极坐标插补模式中,可用直线插补(G01)及圆弧插补(G02、G03)指令。也可用绝对值(G90)和增量值(G91)。
对程序指令也可使用刀具半径补偿,对刀具半径补偿后的路径进行极坐标插补。但在刀具半径补偿模式(G41、G42)中,不可进行极坐标插补模式(G12.1、G13.1)的切换。G12.1及G13.1必须在G40模式(刀具半径补偿取消模式)状态执行。
进给速度以极坐标插补平面(直交坐标系)的切线速度(工件和刀具的相对速度)F指令(F的单位为mm/min或inch/min)。
指令G12.1时,假想轴的坐标值为0,即指令G12.1的位置的角度0,开始极坐标插补。
说明:
(1)指令G12.1以前,必须先设定特定坐标系(或工件坐标系),使旋转轴的中心成为坐标原点。又G12.1模式中,不可进行坐标系变更(G92、G52、G53,相对坐标的重设G54~G59)。
(2)G12.1指令前的平面(由G17、G18、G19选择的平面)一旦取消,而遇G13.1(极坐标插补取消)指令时复活。又复位时,极坐标插补模式也取消,成为G17、G18、G19所选平面。
(3)在极坐标插补平面进行圆弧插补(G02、G03)时,圆弧半径的指定方法(使用I、J、K中哪两个),由平面第1轴(直线轴)为基本坐标系的那一轴(参数No.1022)而决定。
1)直线轴为X轴或其平行轴,当作Xp—Yp平面,以I、J指令。
2)直线轴为y轴或其平行轴,当作Yp—Zp平面,以J、K指令。
3)直线轴为Z轴或其平行轴,当作Zp—Xp平面,以K、I指令。
4)也可用R指令圆弧半径。
(4)G12.1中可指定的G码为G01、G65、G66、G67、G02、G03、G90、G94、G95、G40、G41、G42;
(5)G12.1模式中,平面其他轴的移动指令和极坐标无关。
(6)刀具长度补偿在G12.1指令前(极坐标插补取消模式)执行,不可在极坐标插补模式中有效时执行。极坐标插补模式中,不可变更补偿量。
(7)G12.1模式中的现在位置显示实际坐标值,但“剩余移动量”的显示,以在极坐标插补平面(直交坐标)的程序段的剩余移动量显示。
(8)对G12.1模式中的程序段,不可进行程序再开始。
(9)极坐标插补是将直角坐标系下程序的轨迹,变换成旋转轴(C轴)和直线轴(X轴)的移动,越近工件中心,即C轴的成分越大。如图3-85所示,考虑直线L1、L2、L3,直角坐标系的进给F,使某单位时间的移动量为XΔ,若L1→L2→L3接近中心,C轴的移动量1θ→2θ→3θ越来越大,单位时间C轴的移动量变大。意味着在工件中心附近,C轴的速度成分越大。
由直角坐标系变换成C轴和X轴的结果,C轴速度成分若超过C轴的最大切削进给速度(参数No.1422),则可能出现报警。因此,必须将地址F指令的进给速度变小,或程序轨迹勿近工件中心(刀具半径补偿时,刀具中心勿近工件中心),使C轴速度成分不超过C轴最大切削进给速度。
L:刀具中心距工件中心最近时,刀具中心和工件中心的距离。
R:C轴的最大切削进给速度((°)/min),在极坐标插补时,F指令速度可由下式得到,并在此范围内执行指令。下式为理论式,实际上有计算误差,必须在比理论值小的范围内执行才较安全。
F<L×R×π/180(mm/min)
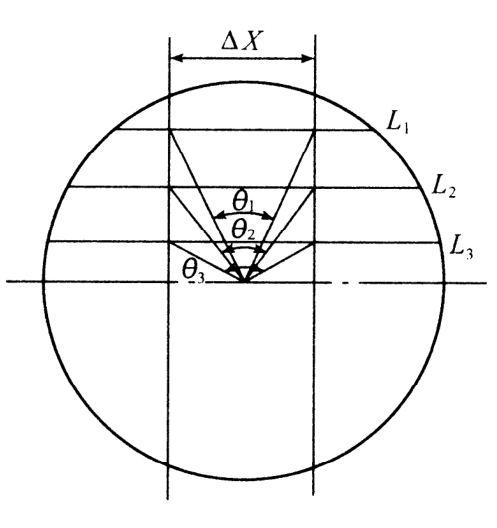
图3-85 C轴的速度
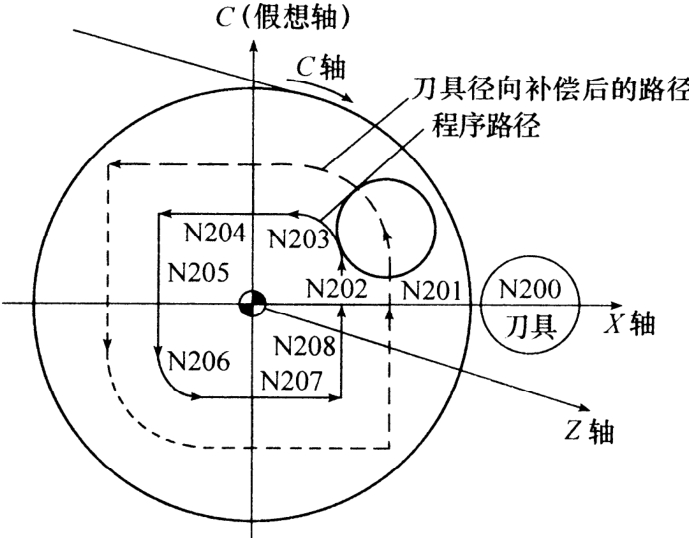
图3-86 极坐标插补
例3.11 如图3-86所示的X轴(直线轴)和C轴(旋转轴)的极坐标插补程序如下:
O0001
N010 T0101;
N0100 G90 G00 X60.0 C0 F ;
N0200 G12.1;
N0201 G42 G01 X20.0 F ;
N0202 C10.0;
N0203 G03 X10.0 C20.0 R10.0;
N0204 G01 X-20.0;
N0205 C-10.0;
N0206 G03 X-10.0 C-20.0 I10.0 J0;
N0207 G01 X20.0;
N0208 C0;
N0209 G40 X60.0;
N0210 G13.1;
N0300 Z ;
N0400 X_ C_;
M30;
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










