



【摘要】:对于加工轮廓为中心对称分布的零件,采用极坐标进行数控编程十分方便。但极坐标编程功能不是数控系统的标准功能,因此不同的数控系统所用的极坐标编程代码和格式均不相同。极坐标系设定要用G17、G18、G19选择极坐标系所在平面。在选定平面的第一轴上确定极径,第二轴上确定角度。X地址ΔX表示极径,Y地址ΔY表示极角。极径与极角可用绝对值或增量值确定。极坐标的中心为工件坐标系的原点。
一、极坐标编程
对于加工轮廓为中心对称分布的零件,采用极坐标进行数控编程十分方便。正因为如此,现代数控系统一般都具备极坐标编程功能。但极坐标编程功能不是数控系统的标准功能,因此不同的数控系统所用的极坐标编程代码和格式均不相同。下面介绍FANUC数控系统的极坐标编程。
极坐标指令是选择性机能,它用极径及极角表示。
G15:极坐标系取消指令。
G16:极坐标系设定指令。
极坐标系设定要用G17、G18、G19选择极坐标系所在平面。在选定平面的第一轴上确定极径,第二轴上确定角度。如用G17,极坐标系所在平面为X—Y平面。X地址ΔX表示极径,Y地址ΔY表示极角。极径与极角可用绝对值(G90)或增量值(G91)确定。极坐标的中心为工件坐标系的原点。
如图3-84所示为用G16指令的钻孔循环加工示意图,其程序如下:
N1 G17 G90 G16;
N2 G81 X100.0 Y30.0 Z-20.0 R-5.0 F200.0;
N3 X100.0 Y150.0;
N4 X100.0 Y270.0;
N5 G15 G80;
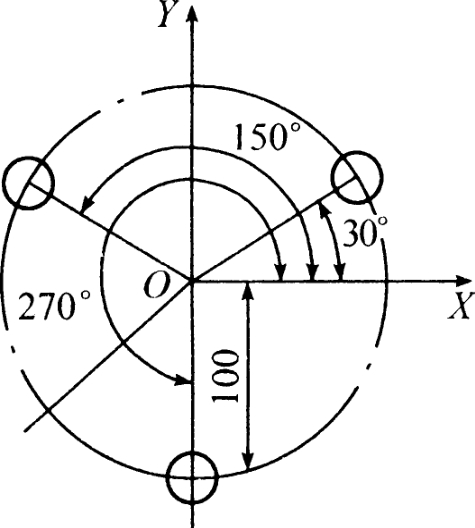
图3-84 钻孔循环加工
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











