



三、柱面坐标编程(G07.1(G07))
柱面插补模式是将以角度指定的旋转轴移动量,先变换成内部的圆周上的直线轴距离和其他直线轴间进行直线插补、圆弧插补。插补后再逆变换成旋转轴的移动量,又称为柱面坐标编程。
柱面插补功能可在圆柱面侧面展开的形状下编制程序,因此,圆柱面凸轮的沟槽加工程序很容易编制。
G7.1 旋转轴名称 圆柱半径; (1)
G7.1 旋转轴名称O; (2)
以(1)的指令进入柱面插补模式,指令柱面插补的旋转轴名称;以(2)的指令解除柱面插补模式。如:
O0001
N1 G28 X0 Z0 C0;
N2 ……;
N6 G7.1 C125.0; 进行柱面插补的旋转轴为C轴,圆柱半径为125mm。
N9 G7.1 C0; 柱面插补模式解除。
1.柱面插补模式和其他机能的关系
(1)进给速度指定 柱面插补模式指定的进给速度为柱面展开面上的速度。
(2)圆弧插补(G02、G03)
1)平面选择 柱面插补模式必须指令旋转轴和其他直线轴间进行柱面插补的平面选择(G17、G18、G19)。如:Z轴和C轴进行圆弧插补时,设定参数1022的C轴为第5轴(X轴的平行轴),此时圆弧插补指令成为:
G18 Z_ C_;
G02(G03)Z_ C_ R_;
参数1022的C轴为第6轴,此时圆弧插补指令成为:
G19 C_ Z_;
G02(G03)Z_ C_ R_;
2)半径指定 柱面插补模式不可用地址I、J、K指定圆心,必须以地址R指定圆弧半径。半径不用角度,而用mm(公制时)或inch(英制时)。
(3)刀具半径补偿 柱面插补模式中进行刀具半径补偿,必须和圆弧插补一样进行平面选择。刀具半径补偿必须在柱面插补补偿模式中使用或取消。在刀具半径补偿状态,设定柱面插补模式,无法正确补偿。
(4)定位 柱面插补模式中不可进行快速定位(含G28、G53、G73、G74、G76、G80~G89等有快速进给的循环)。快速定位时,必须解除柱面插补模式。
(5)坐标系设定 柱面插补模式中,不可使用工件坐标系(G92、G54~G59)及特定坐标系(G52)。
2.说明
(1)G7.1必须在单独程序段中。
(2)柱面插补模式中,不可再设定柱面插补模式。再设定时,须先将原设定解除。
(3)柱面插补可设定的旋转轴只有一个。因此,G7.1不可指定两个以上的旋转轴。
(4)快速定位模式(G00)中,不可指定柱面插补。
(5)柱面插补模式中,不可用固定循环(G73、G74、G76、G81~G89)指定钻孔。
(6)刀具长度补偿必须在执行柱面插补模式前写入。柱面插补模式中,不可进行补偿的变更。
(7)分度盘分度机在使用中,不可使用柱面插补指令。
例3.12 加工如图3-87所示的零件,刀具T01为φ8mm的刀具,半径补偿号为D01。
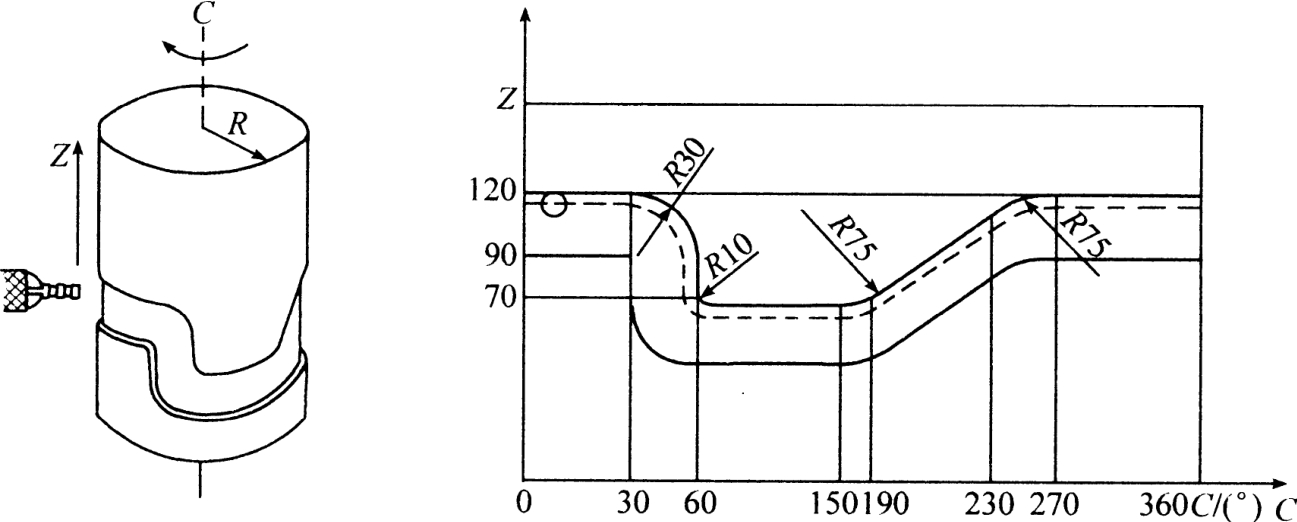
图3-87
程序编写如下:
O0001(CYIJNDRICAL INTERPOLATION)
N01 G00 G90 Z100.0 C0;
N02 G01 G91 G18 Z0 C0;
N03 G07.1 C57.299;
N04 G90 G01 G42 Z120.0 D01 F250;
N05 C30.0;
N06 G02 Z90.0 C60.0 R30.0;
N07 G01 Z70.0;
N08 G03 Z60.0 C70.0 R10.0;
N09 G01 C150.0;
N10 G03 Z70.0 C190.0 R75.0;
N11 G01 Z110.0 C230.0;
N12 G02 Z120.0 C270.0 R75.0;
N13 G01 C360.0;
N14 G40 Z100.0;
N15 G07.1 C0;
N16 M30;
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










