



四、G功能
1.加工坐标系设定
加工坐标系有三种设定方法。一种是以G50方式,另一种是以G54~G59的方式,最后一种是T功能方式。车削中常用T功能的方式。
例如,T0101既是调用1号刀具和1号刀补,又是设定了加工坐标系。
2.基本G指令
(1)快速进给指令(G00)
指令格式:G00 X(U)_ Z(W)_
指令功能:G00指令表示刀具以机床给定的快速进给速度移动到目标点,又称为点定位指令。
指令注意:该指令在执行时,首先两个坐标都是以最大速度运动,当某一个坐标到达目标时,便停止运动,故该指令在联动时轨迹不是直线,在使用时要防止碰撞工件。
(2)直线插补指令(G01)
指令格式:G01 X(U)_ Z(W)_ F
指令功能:G01指令使刀具以设定的进给速度从所在点出发,直线插补至目标点。
例2.1 如图2-2所示,设零件各表面已完成粗加工,则编程如下:
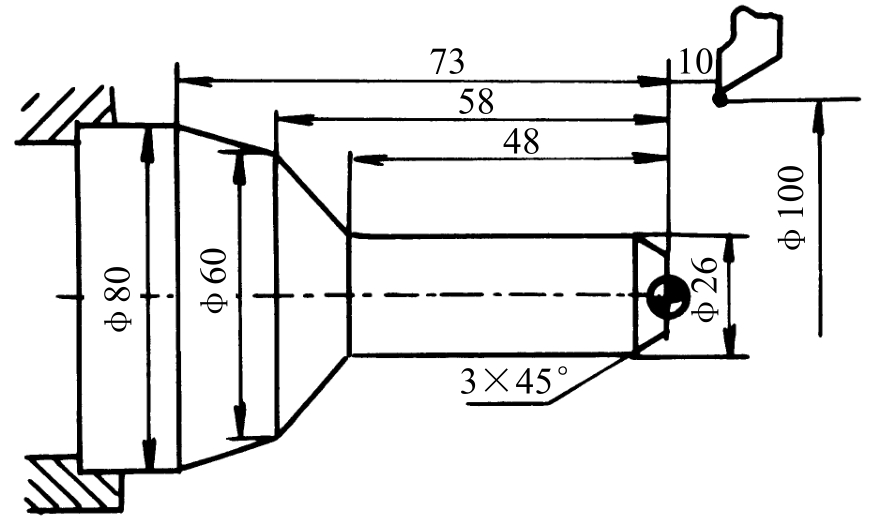
图2-2
O21
G50 X100 Z10 (设立坐标系,定义对刀点的位置)
M03 S600
G00 X16 Z2 (移到倒角延长线,Z 轴2mm 处)
G01 U10 W-5 F1.0 (倒3×45°角)
Z-48 (加工Φ26 外圆)
U34 W-10 (切第一段锥)
U20 Z-73 (切第二段锥)
X90 (退刀)
G00 X100 Z10 (回对刀点)
M05 (主轴停)
M30 (主程序结束并复位)
(3)圆弧插补指令(G02、G03)
指令格式:G02(G03) X(U)_ Z(W)_ I_ K_ F_ 或
G02(G03) X(U)_ Z(W)_ R_ F_
指令功能:G02、G03指令表示刀具以F进给速度从圆弧起点向圆弧终点进行圆弧插补。
指令说明:①G02/G03 指令刀具按顺时针/逆时针进行圆弧加工。圆弧插补G02/G03 的判断,是在加工平面内,根据其插补时的旋转方向为顺时针/逆时针来区分的。加工平面为观察者迎着Y 轴的指向,所面对的平面。顺时针或逆时针是从垂直于圆弧所在平面的坐标轴的正方向看到的回转方向。如图2-3所示。
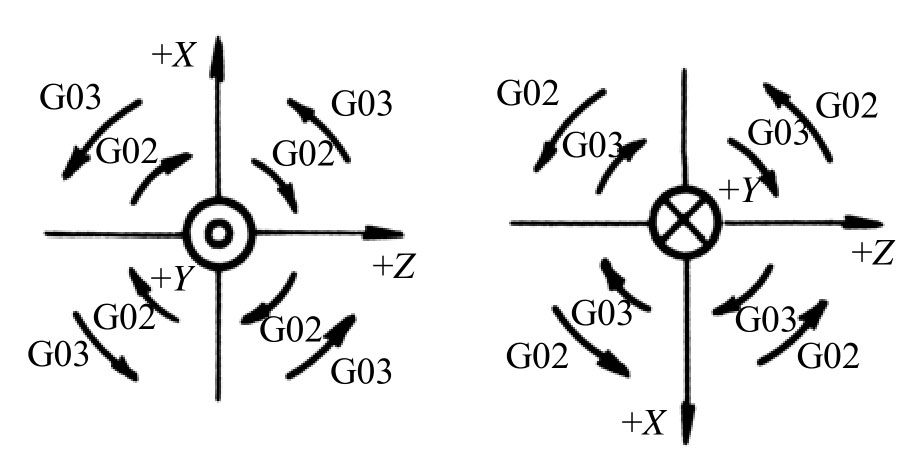
图2-3
②采用绝对坐标编程,X、Z为圆弧终点坐标值;采用增量坐标编程,U、W为圆弧终点相对圆弧起点的坐标增量,R是圆弧半径,当圆弧所对圆心角为0o ~180o 时,R取正值;当圆心角为180o ~360o 时,R取负值。I、K为圆心在X、Z轴方向上相对圆弧起点的坐标增量(用半径值表示),I、K为零时可以省略。
例2.2 如图2-4所示,设零件各表面已完成粗加工,则编程如下:
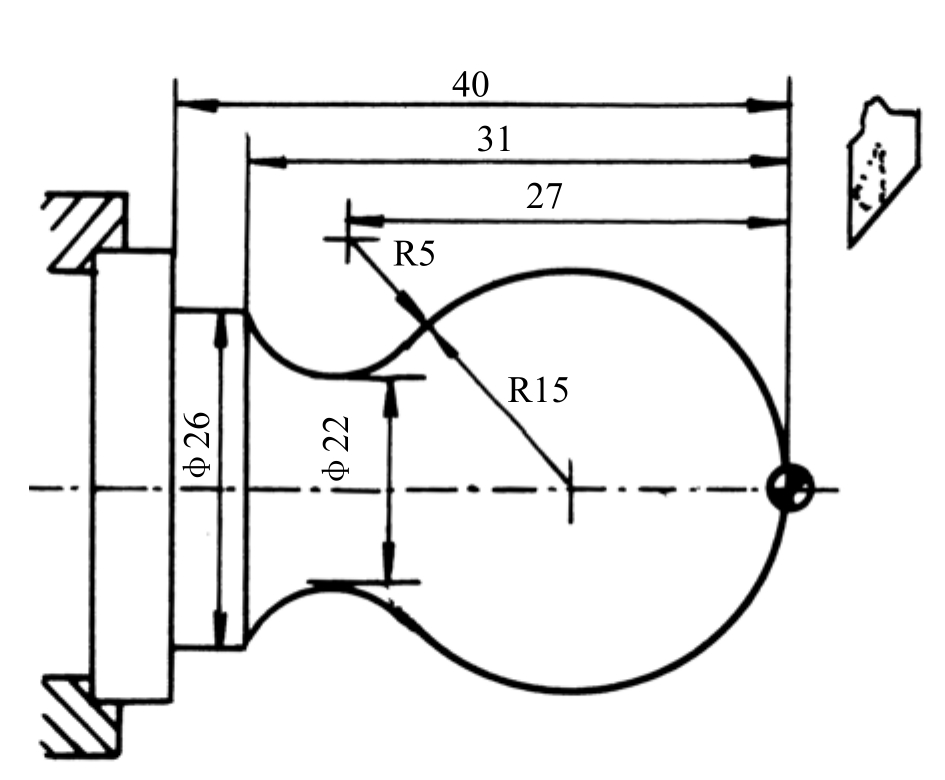
图2-4
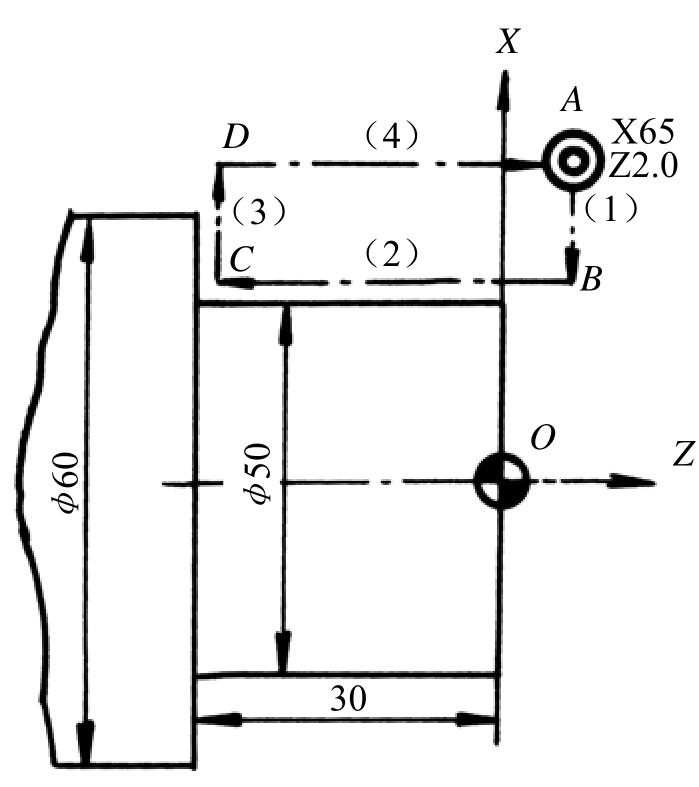
图2-5
O22
G50 X40 Z5 (设立坐标系,定义对刀点的位置)
M03 S400 (主轴以400r/min 旋转)
G00 X0 (到达工件中心)
G01 Z0 F1.0 (工进接触工件毛坯)
G03 U24 W-24 R15 (加工R15 圆弧段)
G02 X26 Z-31 R5 (加工R5 圆弧段)
G01 Z-40 (加工Φ26 外圆)
G00 X40 Z5 (回对刀点)
M05
M30 (主轴停、主程序结束并复位)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










