



【摘要】:刀具强度、耐用度 数控车床能兼作粗精车削,为使粗车时能大切深、大走刀,要求粗车刀具强度高、耐用度好;精车则保证加工精度,所以要求刀具锋利、精度高、耐用度好。数控车床所采用的可转位车刀,与通用车床相比一般无本质的区别,其基本结构、功能特点是相同的。但数控车床的加工工序是自动完成的,因此对可转位车刀的要求又有别于通用车床所使用的刀具,具体要求和特点如表2-1所示。
工艺装备特点
1.对刀具的要求
(1)刀具结构 数控车床尽可能使用机夹刀,以减少换刀时间和方便对刀,机夹刀具的刀体制造精度较高。由于机夹刀在数控车床上安装时,一般不采用垫片调整刀尖高度,所以刀尖高的精度在制造时就应得到保证。对于长径比例较大的内径刀杆,应具有良好的抗振结构。
(2)刀具强度、耐用度 数控车床能兼作粗精车削,为使粗车时能大切深、大走刀,要求粗车刀具强度高、耐用度好;精车则保证加工精度,所以要求刀具锋利、精度高、耐用度好。对刀片,多数情况下应采用涂层硬质台金刀片。刀片涂层增加成本不到一倍,在较高切削速度时(大于100m/min)可以使刀片耐用度提高两倍以上。
(3)刀片断屑槽 数控车床切削一般在封闭环境中进行,要求刀具具有良好的断屑性能,断屑范围要宽,一般采用三维断屑槽,其形式很多,选择时应根据零件的材料特点及精度要求来确定。
2.对刀座的要求
刀具很少直接装在数控车床刀架上,它们一般通过刀座作过渡。刀座的结构应根据刀具的形状、刀架的外形和刀架对主轴的配置形式来决定。现在刀座的种类繁多,标准化程度低,用户选型时应尽量减少种类、型式,以利管理。
3.数控车床可转位刀具特点
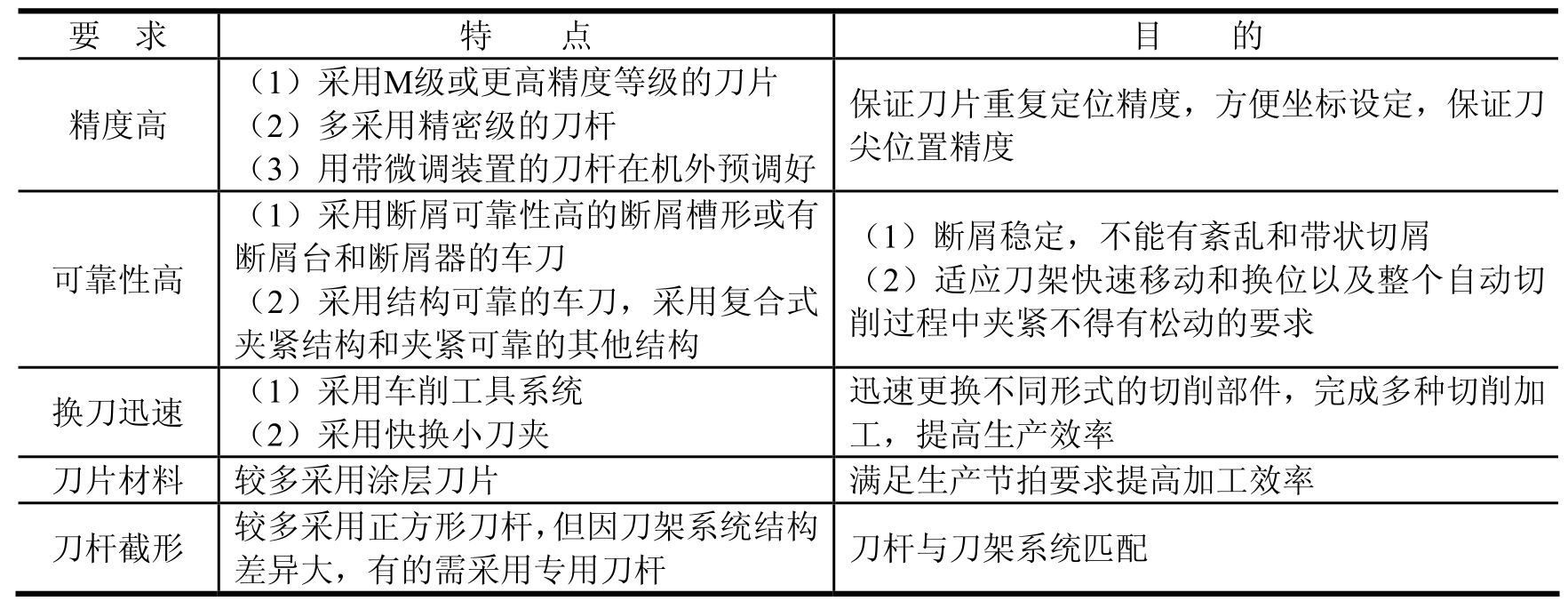
数控车床所采用的可转位车刀,与通用车床相比一般无本质的区别,其基本结构、功能特点是相同的。但数控车床的加工工序是自动完成的,因此对可转位车刀的要求又有别于通用车床所使用的刀具,具体要求和特点如表2-1所示。
表2-1 可转位车刀特点
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











