



二、粗车梯形螺纹
1.梯形螺纹的一般技术要求
(1)梯形螺纹的中径必须与基准轴颈同轴,其大径尺寸应小于基本尺寸。
(2)梯形螺纹的配合以中径定心,因此,车削梯形螺纹时必须保证中径的尺寸公差。
(3)梯形螺纹的牙型角要正确。
(4)梯形螺纹牙型两侧的表面粗糙度值要小。
2.车削梯形螺纹的方法
车削梯形螺纹与三角形螺纹相比较,螺距大、牙型大、切削余量大、切削抗力大,而且精度要求较高,加之工件一般较长,所以,加工难度大。除与车三角形螺纹类似地按所车螺距大小,在车床进给箱铭牌上找出调整变速手柄所需位置,保证车床所车的螺距符合要求外,尚需考虑梯形螺纹的精度高低和螺距大小来选择不同的加工方法。
通常对于精度要求较高的梯形螺纹采用低速车削的方法,同时,此法对初学者来说较易掌握。
(1)低速车削螺距小于4mm或精度要求不高的梯形螺纹。如图7-24所示,可用一把梯形螺纹车刀,进行粗车和精车。粗车时可采用左右切削法,精车时采用直进法。
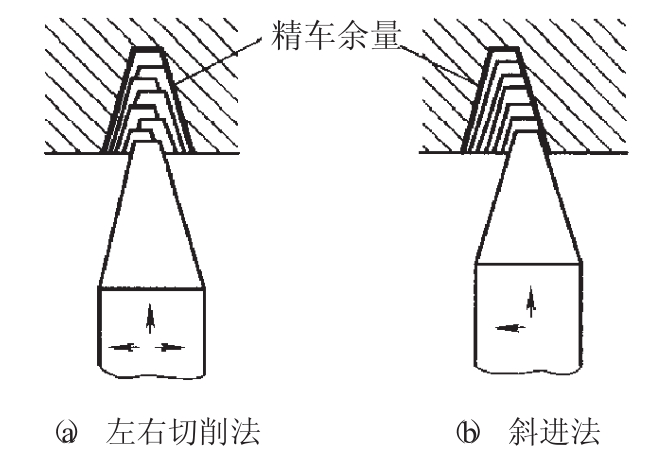
图7-24 螺距小于4mm的进刀方式
(2)低速车削螺距在4~8mm或精度要求较高的梯形外螺纹。如图7-25所示,一般采用左右切削法或车直槽法车削,具体车削步骤如下。
①粗车、半精车螺纹大径,留精车余量0.3mm左右,倒角(与端面成15°)。
②用左右切削法粗、半精车螺纹,每边留精车余量0.1~0.2mm,螺纹小径精车至尺寸。或选用刀头宽度稍小于槽底宽的切槽刀,采用直进法粗车螺纹,槽底直径等于螺纹小径。
③精车螺纹大径至图样要求。
④用两侧切削刃磨有卷屑槽的梯形螺纹精车刀,精车两侧面至图样要求。

图7-25 螺距在4~8mm的进刀方式
(3)低速车削螺距大于8mm的梯形外螺纹。如图7-26所示,一般采用切阶梯槽的方法车削,方法如下。
①粗、半精车螺纹大径,留精车余量0.3mm左右,倒角(与端面成15°)。
②用刀头宽度小于P/2的切槽刀直进法粗车螺纹至接近中径处,再用刀头宽度略小于槽底宽的切槽刀直进法粗车螺纹槽底直径等于螺纹小径,从而形成阶梯状的螺旋槽。
③用梯形螺纹粗车刀,采用左右切削法半精车螺纹槽两侧面,每面留精车余量0.1~0.2mm。
④精车螺纹大径至图样要求。
⑤用梯形螺纹精车刀,精车两侧面,控制中径,完成螺纹加工。

图7-26 螺距大于8mm的进刀方式
(4)梯形螺纹车削方法的选用。
①梯形螺纹无论螺距大小,车削过程都有粗车、半精车、精车这样三个阶段。前节介绍的粗车、半精车、精车的车削方法应该说是主要的车削方法,不是唯一的车削方法,例如直进法可粗车,也可精车。
②在车削梯形螺纹,包括车削蜗杆零件的第一次、第二次进刀,因为刀具切入总面积较小,一般都常用直进法。
③直进法、左右切削法、斜进法在车削中间没有明确划分,在各个加工阶段要视具体切削情况采用。
④采用哪种进刀方法,主要的依据是车削过程反映的表征现象,切削用量的选用也是一样的,书本提供的数据只是参考数值。车削的工艺系统是变化的、动态的、相生相克的整体系统,刀具安装、零件安装、车床刚性、材料性质、操作熟练程度等都影响工艺系统的特性,在某种意义上可以说,没有同样的加工特征,没有同样的工艺系统。因此,车削方法和进刀方法的选用要依据工艺系统反映的表征现象灵活运用。
3.车削梯形螺纹时零件的装夹
(1)车削梯形螺纹时,切削力较大,工件一般采用一夹一顶方式装夹。
(2)粗车螺距较大的梯形螺纹时,可采用四爪单动卡盘一夹一顶,以保证装夹牢固。
(3)常用轴向限位台阶或限位支撑固定工件的轴向位置,以防车削中工件轴向窜动或移位而造成乱牙或撞坏车刀。
(4)一般使用工件的一个阶台靠住卡爪平面或用轴向定位块限制,固定工件的轴向位置,以防止切削过大,使工件轴向位移而车坏螺纹。
(5)精车螺纹时,可以采用两顶尖装夹,以提高定位精度。
4.车削梯形螺纹的刀具选用
低速车削梯形螺纹一般选用高速钢车刀,高速车削梯形螺纹应选用硬质合金车刀。由于梯形螺纹的牙型较深,车削时的切削抗力较大,所以,粗车梯形螺纹时,常采用弹性螺纹车刀,又称弹性刀排。
5.粗车梯形螺纹的方法
(1)梯形螺纹粗车余量的控制。
①刻线法。如图7-27所示,梯形螺纹切好退刀槽,倒角完毕,外圆精车完成。开始粗车前,在螺纹外圆刻下细小的线痕,直观地划分粗车余量的步骤如下。
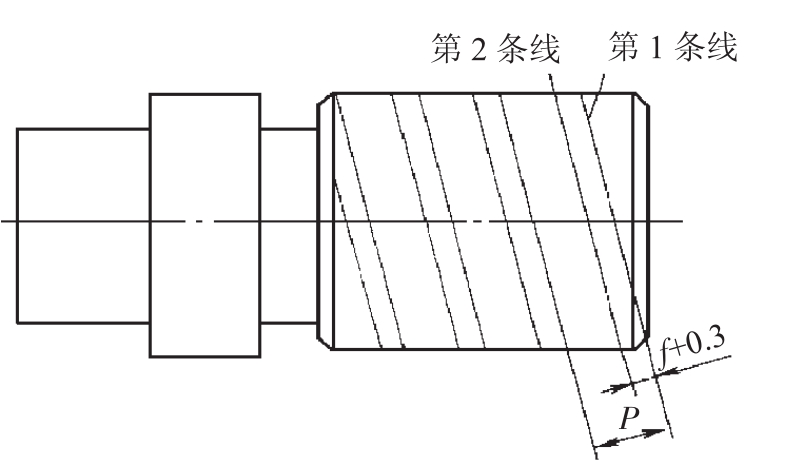
图7-27 刻线法示意图
a.外圆对刀,调整小滑板、中滑板刻度,一般为“0”刻度。
b.中滑板进刀0.1mm,丝杠传动,刻第1条线,检查螺距(导程)是否正确。
c.小滑板移动“f+0.3”,在中滑板原刻度刻第2条线。
②测量法。在练习一个阶段,动作比较熟练后,可通过测量螺纹牙顶宽度来控制粗车余量。
(2)直进法粗车。一般在刀具刃磨合理的情况下,螺距在8mm以下的梯形螺纹可采用以直进法为主的切削法进行粗车。直进法操作简单,可提高粗车的工效。
①转速选择在100r/min左右。
②选用机油进行润滑,便于形成油膜,减少切屑与刀具的摩擦力,利于排屑。
③直进法切削力较大,要注意听切削声音,要平稳。
④要观察排屑状况,判断刀具的切削性能是否下降。
⑤切削深度要随着参与车削刀刃长度的增加而逐步减小,以车削6mm螺距梯形螺纹为例:每次1mm进刀至3mm,每次进刀0.5至5mm;每次进刀0.2至6.5mm,每次进刀0.1至7.1mm。
(3)斜进法粗车。斜进法粗车也是经常采用的粗车方法,双面切削比直进法排屑情况好,要注意进刀量不能太多,否则易导致余量过小。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。












