



【摘要】:在滚花刀开始滚压时,挤压力要大且猛一些,使工作圆周上一开始就形成较深的花纹,这样就不易产生乱纹。为了减少滚花开始时的径向压力,可以使滚轮表面宽度的1/3~1/2与工件接触,使滚花刀容易切入工件表面,如图6-30所示。在停车检查花纹符合要求后,即可纵向机动进给。反复滚压1~3次,直至花纹凸出达到要求为止。由于滚花时出现工件移位现象难以完全避免,所以,车削带有滚花表面的工件时,滚花应安排在粗车之后、精车之前进行。
四、滚花的工作要点
(1)在滚花刀开始滚压时,挤压力要大且猛一些,使工作圆周上一开始就形成较深的花纹,这样就不易产生乱纹。
(2)为了减少滚花开始时的径向压力,可以使滚轮表面宽度的1/3~1/2与工件接触,使滚花刀容易切入工件表面,如图6-30所示。在停车检查花纹符合要求后,即可纵向机动进给。反复滚压1~3次,直至花纹凸出达到要求为止。
(3)滚花时,应选低的切削速度,一般为5~10mm/min。纵向进给选择大些,一般为0.3~0.6mm/r。
(4)滚花时,应充分浇注切削液以润滑滚轮和防止滚轮发热损坏,并经常清除滚压产生的切屑。
(5)滚花时径向力很大,所用设备应刚度较高,工件必须装夹牢靠。由于滚花时出现工件移位现象难以完全避免,所以,车削带有滚花表面的工件时,滚花应安排在粗车之后、精车之前进行。
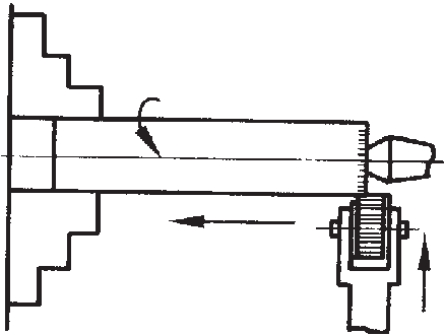
图6-30 滚花的要点
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











