



第六节 套类零件操作实例
实例一:车调整垫圈
1.加工要求
调整垫圈的尺寸如图4-33所示。其加工要求如下。
毛坯为热轧圆钢,毛坯长度可根据实际加工件数而定。每次车削数量为30~50件。
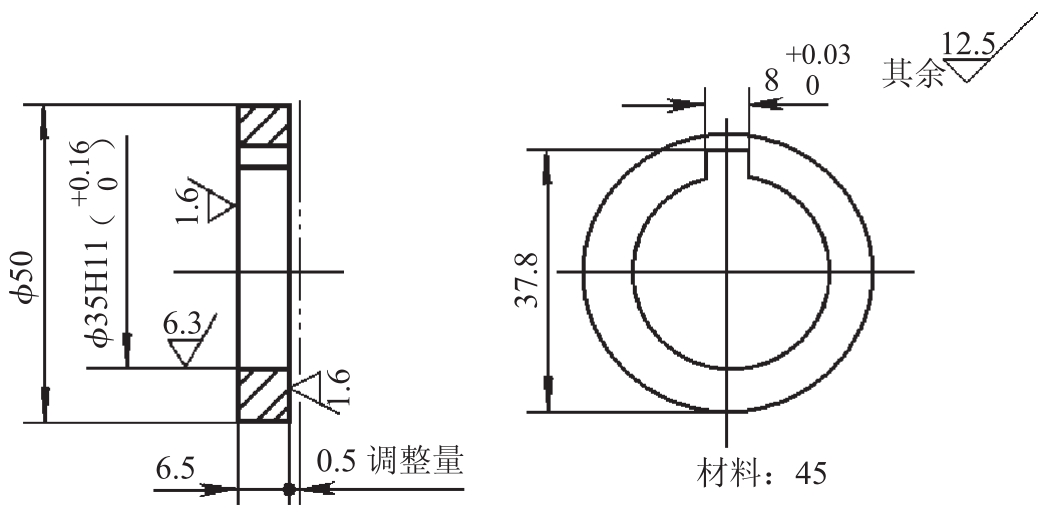
图4-33 车调整垫圈的尺寸
2.加工方法
确定调整垫圈的车削加工方法如下。
(1)两平面表面粗糙度为Ra1.6μm,需要经过磨削加工,所以,车加工时每面应放磨削余量为0.05~0.1mm。
(2)图样上标注0.5mm的调整量是在装配时用作调整修磨用的,所以,车削加工时的实际厚度尺寸为7.1~7.2mm(包含每面的留磨量)。
(3)由于两平面需要磨削,可以直接用切断刀切断。但应防止切断后工件的端面产生凹凸而影响平面磨削工序。
(4)切断刀宽度可用经验公式计算,即:
a=(0.5~0.6)

=(0.5~0.6)

≈3.5~4.2(mm)
因垫圈的内孔较大,使刀头长度缩短,所以取宽度为3.5mm。
(5)调整垫圈为套类零件中最简单的零件,但它的加工方法也不是唯一的。可以在一次装夹中车削(方法Ⅰ),也可以在多次装夹中多件车削(方法Ⅱ)。
(6)如果采用在一次装夹中车削方法,车削外圆及内孔时应控制好长度,否则当第二次装夹车削时,会造成与第一次装夹车削时的不同轴,使原材料浪费。
(7)采用多件车削方法,注意车槽后直径尺寸应小于钻孔直径尺寸。
钻孔时,若长度较长,可以搭中心架钻孔。
3.加工步骤
方法Ⅰ。
调整垫圈的车削加工步骤如下(单位:mm)。
三爪自定心卡盘夹住毛坯外圆,如图4-34所示。
①车端面,毛坯车出尺寸。
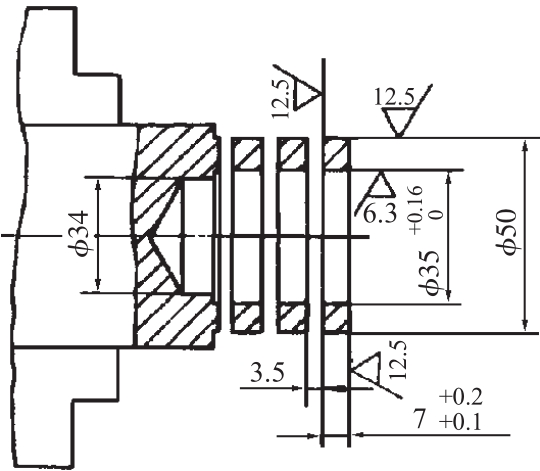
图4-34 三爪自定心卡盘夹住毛坯外圆
②车外圆 50至尺寸。
50至尺寸。
③钻孔 34。
34。
④车孔 至尺寸。
至尺寸。
⑤锐角倒钝。
⑥切断,长度 。
。
方法Ⅱ。
调整垫圈的车削加工步骤如下(单位:mm)。
(1)三爪自定心卡盘夹住毛坯一端外圆,找正,如图4-35所示。
①钻A型中心孔

图4-35 三爪自定心卡盘卡夹住毛坯一端外圆
 3。
3。
②顶住。
③车端面至顶尖根部,留出凸圆不大于 32。
32。
④车外圆 50至尺寸。
50至尺寸。
⑤按简图车槽至 32,长度
32,长度 。
。
(2)工件不拆卸,搭中心架,去除尾座顶尖钻孔准34成单件,如图4-36所示。
(3)软卡爪夹外圆准50,如图4-37所示。
①车孔 至尺寸。
至尺寸。
②两端孔口锐角倒角。
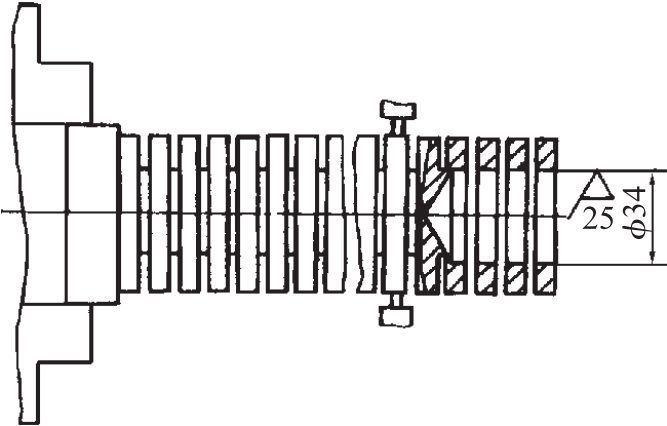
图4-36 钻孔准34
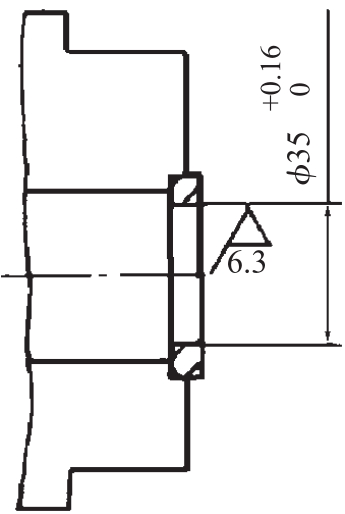
图4-37 软卡爪夹外圆准50
实例二:车圆柱齿轮坯
1.加工要求
车圆柱齿轮坯的尺寸如图4-38所示。其加工要求如下。
(1)每次车削数量为3~5件。

图4-38 车圆柱齿轮坯的尺寸
(2)精度等级:7。
(3)模数:5。
(4)齿数:30。
(5)齿形角:20°。
(6)公法线平均长度: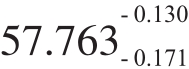 。
。
(7)跨齿数:4。
2.加工方法
①由于圆柱齿轮坯直径较大,所以,毛坯一般为锻件。
锻造后就直接进行调质处理的目的是为了减少工序,但对车削增加难度,所以,粗车时可选用硬质合金可转位车刀,或选用YT5牌号硬质合金车刀。
②车削准160h9外圆时,为了不使外圆接刀,可用三爪自定心卡盘夹住毛坯外圆5~7mm长度,一端用带有中心孔的辅助工具支顶工件端面(图4-39)。
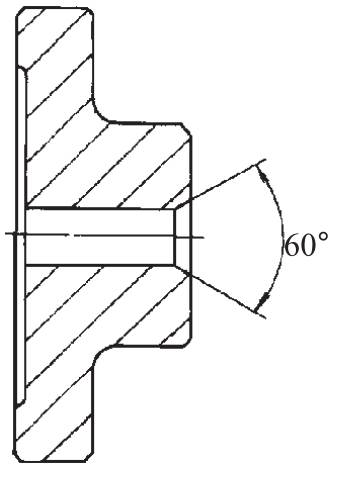
图4-39 支顶工件端面用辅助工具
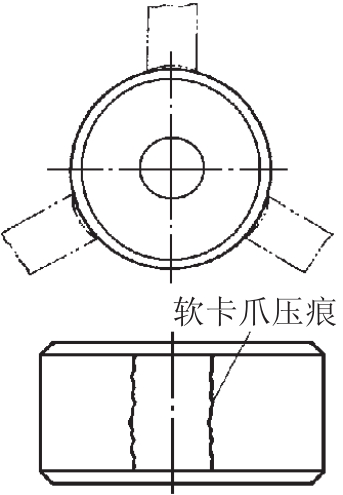
图4-40 软卡爪圆弧直径过小对装夹工件的影响
③由于准160h9外圆表面对准75H7孔轴心线径向圆跳动为0.07mm,所以,用软卡爪装夹车削比较合理,因软卡爪装夹工件一般可以保持径向圆跳动在0.05mm之内。
保证软卡爪的装夹精度,在车制卡爪的内圆弧直径时,应符合被夹住工件外圆准160h9的尺寸,允差比实测尺寸大0~0.2mm。若卡爪圆弧直径过大或过小,会改变卡盘平面螺纹的移动量,而影响装夹后的定位精度。并且圆弧直径过小,使卡爪两边缘接触工件,造成夹伤工件表面,如图4-40所示。
3.加工步骤
圆柱齿轮坯的车削加工步骤如下(单位mm)。
(1)锻:锻造并退火。
(2)热处理:调质235HBS。
(3)车:三爪自定心卡盘夹住毛坯外侧,长度5~7,一端用辅助工具由活顶尖顶牢。如图4-41所示。车端面至辅助工具刹根处;粗、精车外圆准160h9至尺寸;倒角。
(4)车:软卡爪夹住准160h9外圆。如图4-42所示,车端面,尺寸50至50+0.7+0.5(留精车余量);车孔准46至尺寸;倒角。
(5)车:调头,按序号(4)装夹方法装夹。如图4-43所示,粗车孔准75H7至准74,长度42.5;精车端面,尺寸50;精车孔准75H7至尺寸,长度42;车台阶孔准90至尺寸,深度10;车内沟槽4×0.5;倒角。

图4-41 活顶尖顶牢
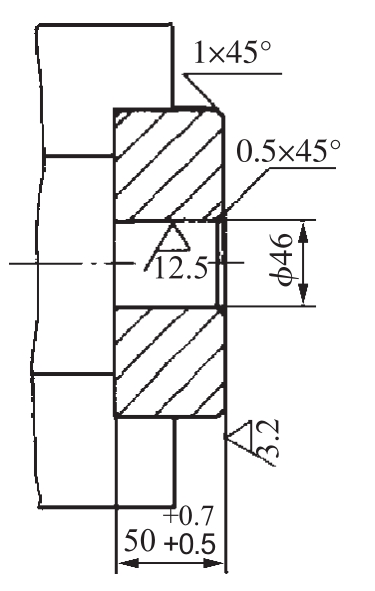
图4-42 软卡爪夹外圆
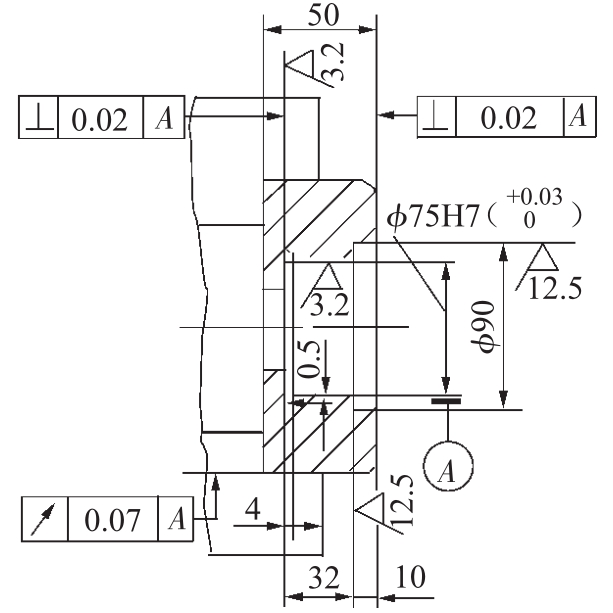
图4-43 调头,装夹
实例三:车丝杠套
1.加工要求
如图4-44所示为车削丝杠套零件图样的尺寸。其技术条件及技术要求如下。

图4-44 丝杠套零件图样的尺寸
(1)图中以 孔轴线为基准,
孔轴线为基准, 36±0.008外圆轴线与基准的同轴度公差为
36±0.008外圆轴线与基准的同轴度公差为 0.02。
0.02。
(2) 80±0.06两端面与基准的垂直度公差为0.03。
80±0.06两端面与基准的垂直度公差为0.03。
(3)未注圆角为R2。
(4)锐角倒钝。
(5)工件材料为HT200。
2.加工方法
(1)批量生产时,该件毛坯采用铸造成形,各处留加工余量。单件或批量较小时,可铸成圆棒料。
(2)铸铁件加工余量较大,内应力较大,粗加工后应进行时效处理,然后再进行粗车。
(3) 孔的精度要求较高,且孔比较深,粗加工应采用铰孔。
孔的精度要求较高,且孔比较深,粗加工应采用铰孔。
3.加工步骤
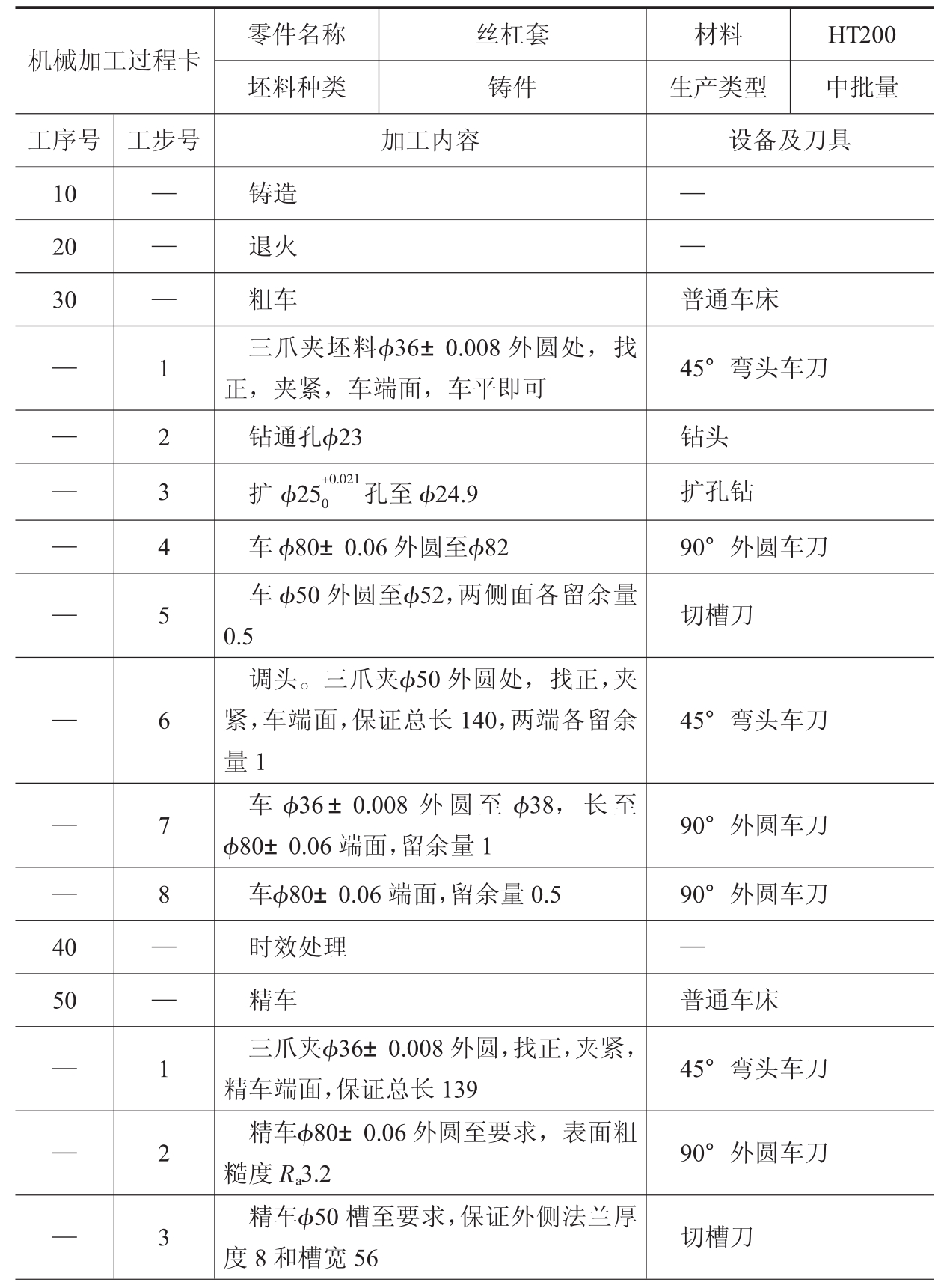
丝杠套机械加工步骤见表4-6。
表4-6 丝杠套机械加工工艺步骤卡
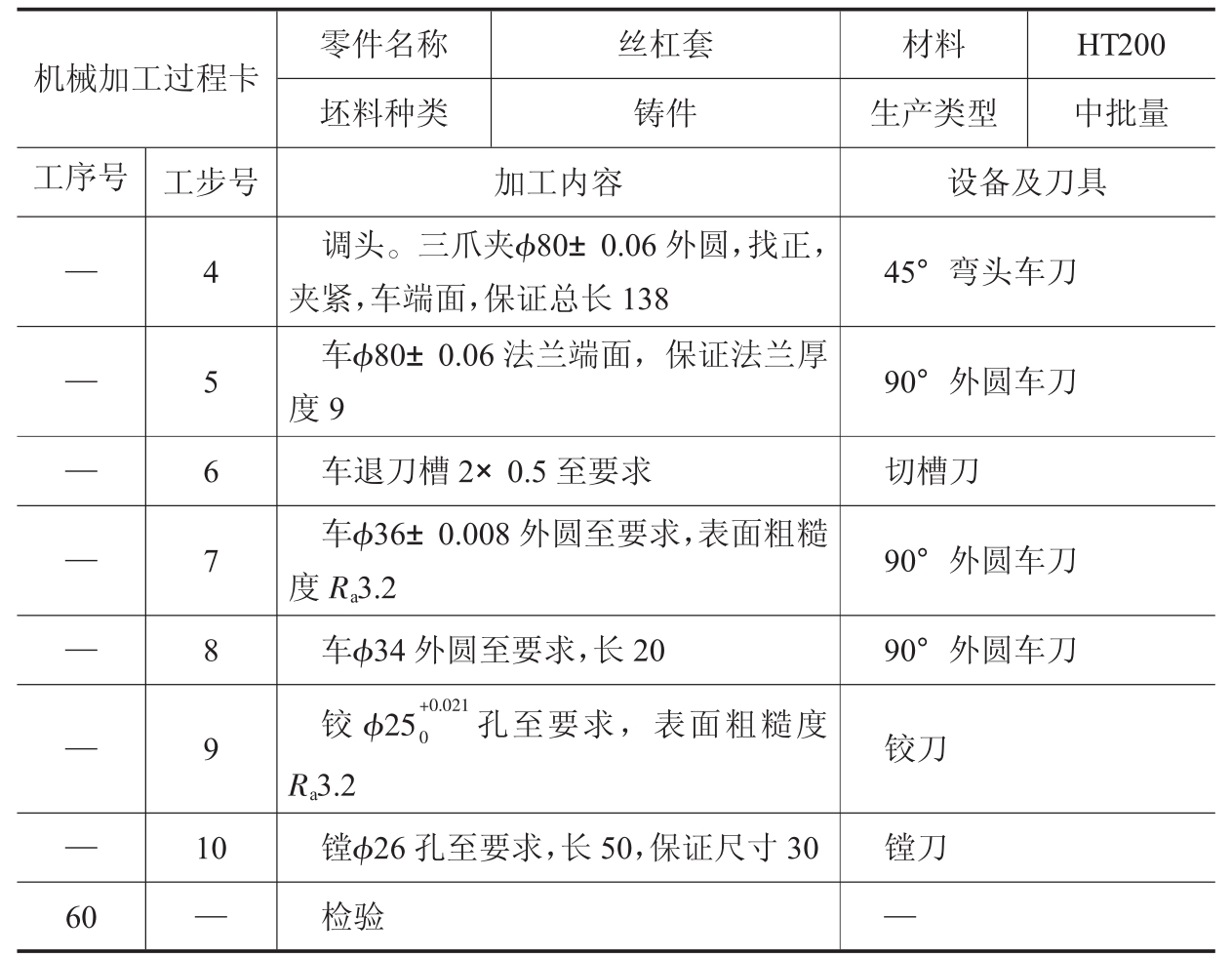
续表
实例四:车液压套
1.加工要求
如图4-45所示为车削液压套零件图样的尺寸。其技术条件及技术要求如下。
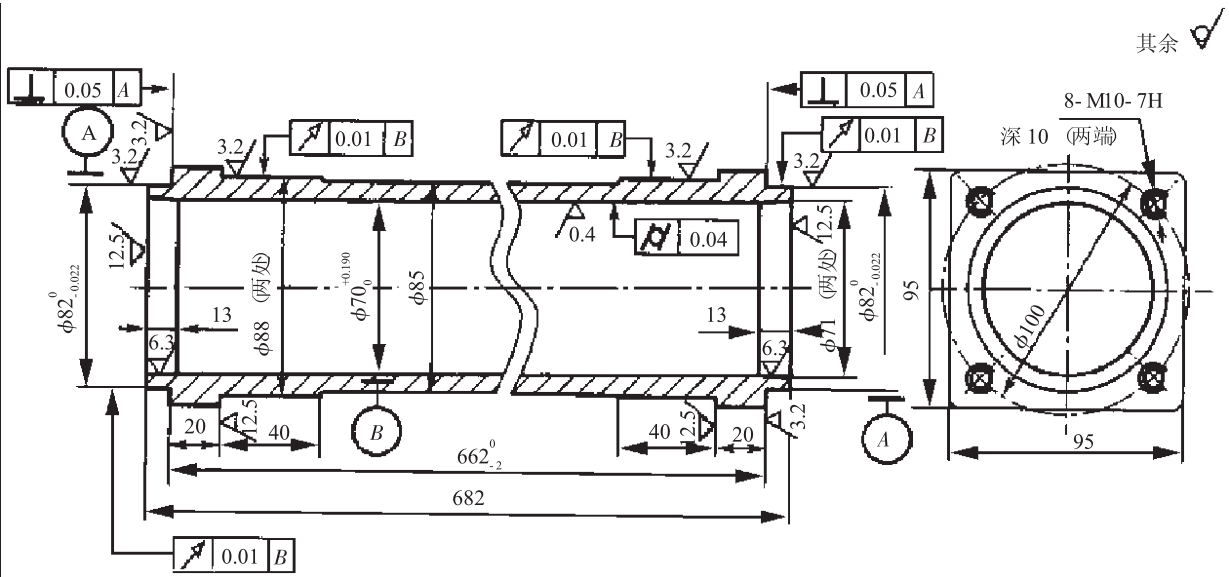
图4-45 液压套零件图样的尺寸
(1)图中以 孔轴线为基准B,
孔轴线为基准B, 、
、 88外圆对基准B的径向圆跳动公差为0.01。
88外圆对基准B的径向圆跳动公差为0.01。
(2)以 两外圆轴线为基准A,方95的端面与基准A的垂直度公差为0.05。
两外圆轴线为基准A,方95的端面与基准A的垂直度公差为0.05。
(3) 孔的圆柱度公差为0.04。
孔的圆柱度公差为0.04。
(4)未注圆角为R2。
(5)两处 88外圆尺寸要一致,其偏差不大于0.04。
88外圆尺寸要一致,其偏差不大于0.04。
(6)工件材料为HT200。
2.加工方法
(1)毛坯为铸件,铸造后应退火处理。
(2)该液压筒的精度要求较高,加工工艺过程分为粗加工、半精加工和精加工三个阶段。
(3)由于该件为铸铁件,硬度和组织结构不均匀,孔的精加工方法不宜采用滚压。孔的加工顺序为:粗精镗、铰、粗精珩磨。
3.加工步骤
液压筒机械加工步骤见表4-7。
表4-7 液压筒机械加工工艺步骤卡
续表

续表

实例五:车杠杆套
1.加工要求
杠杆套的加工尺寸如图4-46所示。杠杆套的加工要求:毛坯为铸件,每次车削数量为5~10件。

图4-46 杠杆套尺寸
2.加工方法
(1)毛坯外圆上有2×准20的凸台,为简单的外形不规则零件,如在C616型卧式车床上加工,仍可用三爪自定心卡盘夹住毛坯外圆,找正后即可车削端面、内孔,不需要用特殊装夹方法。
(2)根据图样分析,由于准18H7上端面至准10H7孔轴心线尺寸为10,为了保证准10H7孔与凸台外圆同轴,加工时,首先应车削上端面,在以后工序的加工中,该端面可以用作定位及测量基准面,以便于控制尺寸精度。
(3)车削时,孔准18H7及一端面可在一次装夹中加工。但是,调头车削另一端面及外沟槽时,由于外形是毛坯,不能用作第二次装夹的基准面,所以,必须用心轴装夹加工。
心轴应采用胀力心轴,因胀力心轴是依靠材料弹性变形所产生的力来固定工件的,它不影响车削工件的端面,而且胀力心轴装卸方便,精度较高,同轴度0.05mm的要求是可以得到保证的。
(4)由于内孔无特殊形状公差要求,加工时,可采用钻、扩、铰方法。
3.加工步骤
(1)三爪自定心卡盘夹住毛坯外形,找正:车端面,尺寸10;钻孔 17;扩孔
17;扩孔 17.8;孔口倒角1×45°;铰孔
17.8;孔口倒角1×45°;铰孔 18H7至尺寸。如图4-47所示。
18H7至尺寸。如图4-47所示。
(2)工件以孔定位胀力心轴,心轴装夹在主轴锥孔内:车端面,尺寸 ;孔口倒角。如图4-48所示。
;孔口倒角。如图4-48所示。
(3)按序号(2)装夹方法:粗、精车外沟槽宽 至尺寸
至尺寸 ;保证尺寸32±0.1。如图4-49所示。
;保证尺寸32±0.1。如图4-49所示。

图4-47 三爪自定心卡盘装夹
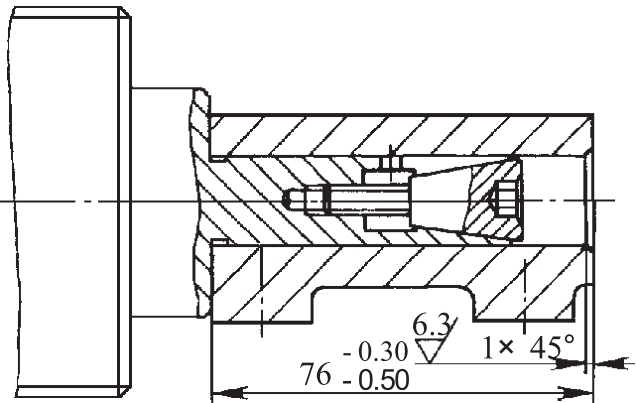
图4-48 心轴装夹

图4-49 外沟槽尺寸
实例六:车定位套
1.加工要求
定位套的加工尺寸如图4-50所示。定位套的加工要求:毛坯为铸件,每次车削数量为5~8件。
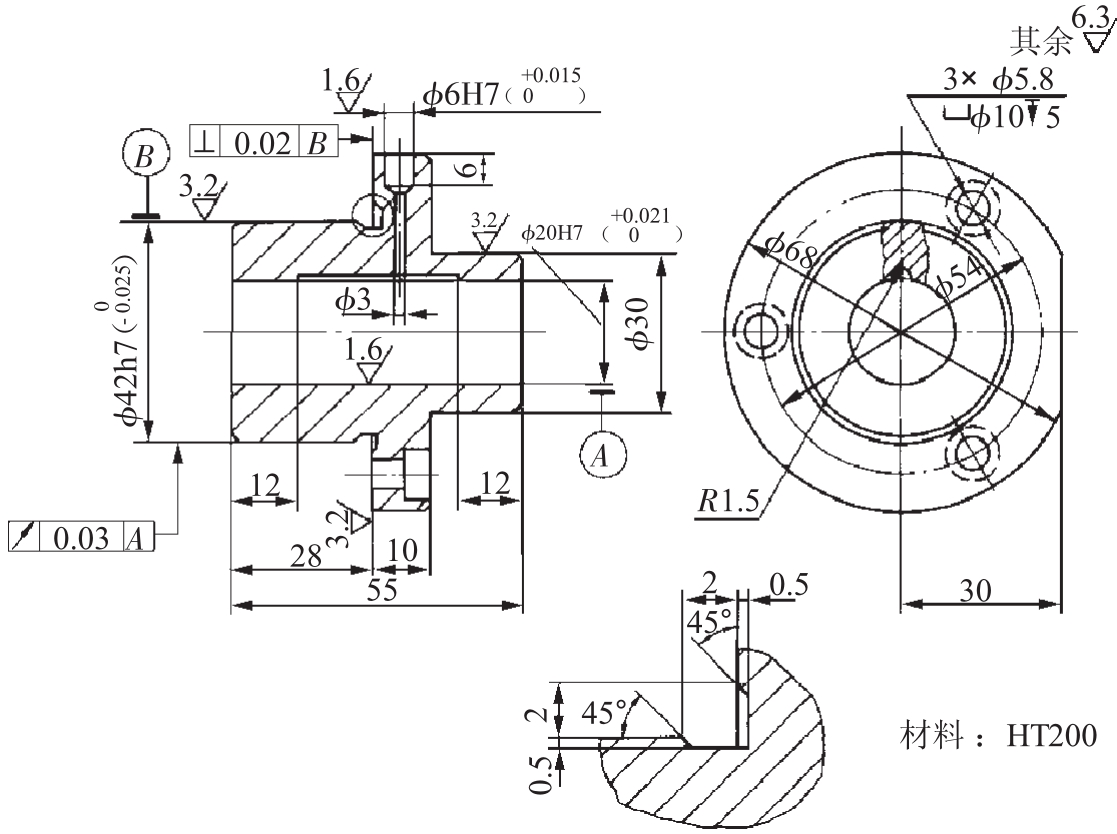
图4-50 定位套的零件尺寸
2.加工方法
(1)准42h7外圆表面对准20H7孔轴心线的径向圆跳动为0.03mm,用软卡爪装夹很难保证。如果是单件加工,可以在一次装夹中车削准42h7外圆、准20H7内孔,来达到精度要求。如果不是单件加工,用一次装夹方法车削,尺寸精度不易控制,并且加工效率较低。若采用心轴,工件以内孔作定位基准,装夹在两顶尖间车削外圆,工件的位置精度是可以得到保证的。
(2)可采用台阶心轴,这类心轴制造简单,必要时可以自行设计制造。心轴的定位外圆尺寸精度应为IT6,以减小工件轴心线和心轴轴心线之间的位移量,保证不使位置精度超差。
(3)铰刀可用YG类硬质合金铰刀,铰孔余量为0.15~0.2mm。孔的表面粗糙度为Ra1.6μm,切削液选用黏度较小的煤油较适合。
(4)车拉R1.5内油槽的方法是:工件不作旋转运动,把油槽车刀(图4-51(a))装在车刀排上,车刀排装夹于方刀架上。车拉方法如图4-51(b)所示,用手摇动床鞍手轮,使车刀作纵向进给(只能作一个方向进给)。车刀的背吃刀量用中滑板作强行进给,两端长度12,可用床鞍上刻度盘的刻度值控制。
(5)准42h7外圆表面对准20H7孔轴心线的径向圆跳动0.03mm的测量方法。先把定位套定位在精度很高的小锥度心轴上,心轴装夹在测量架的两顶尖间,把杠杆式百分表的圆测头与要测量的外圆表面接触,转动心轴,测得百分表的读数差,就是外圆表面圆跳动误差。
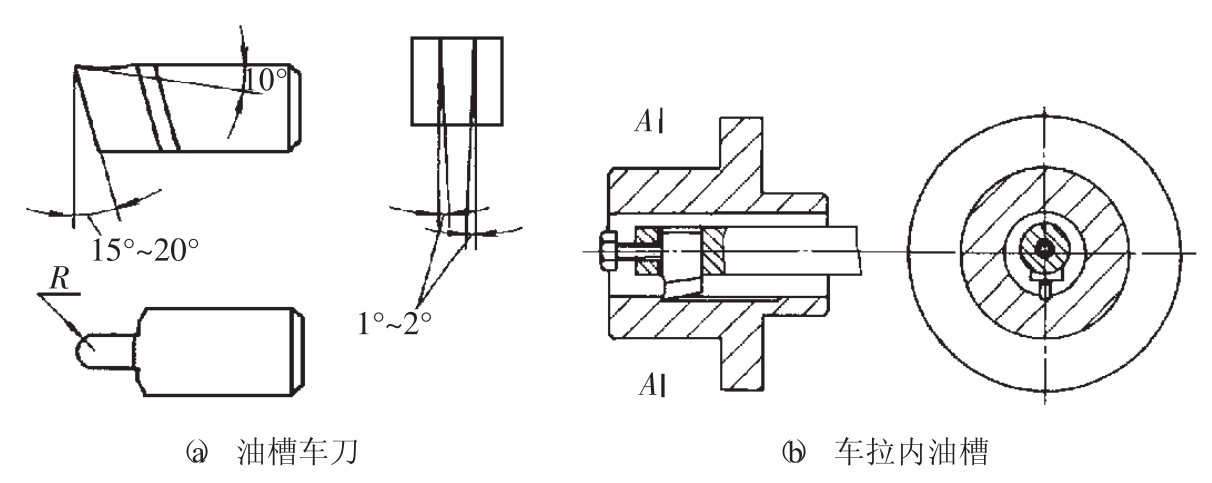
图4-51 车拉内油槽的方法
3.加工步骤
(1)三爪自定心卡盘夹住 30毛坯外圆:车端面;车外圆
30毛坯外圆:车端面;车外圆 68至尺寸;粗车
68至尺寸;粗车 42h7外圆至
42h7外圆至 43,长度28至
43,长度28至 (备精车台阶面);倒角。如图4-52所示。
(备精车台阶面);倒角。如图4-52所示。
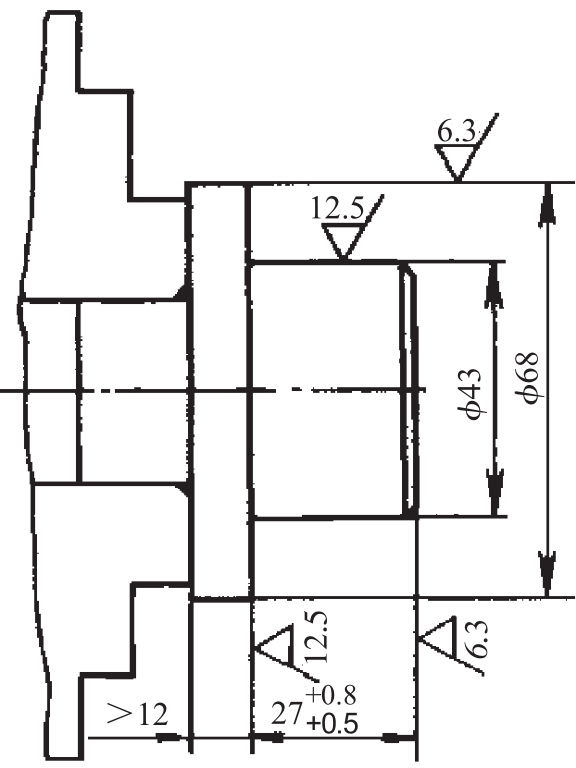
图4-52 步骤1
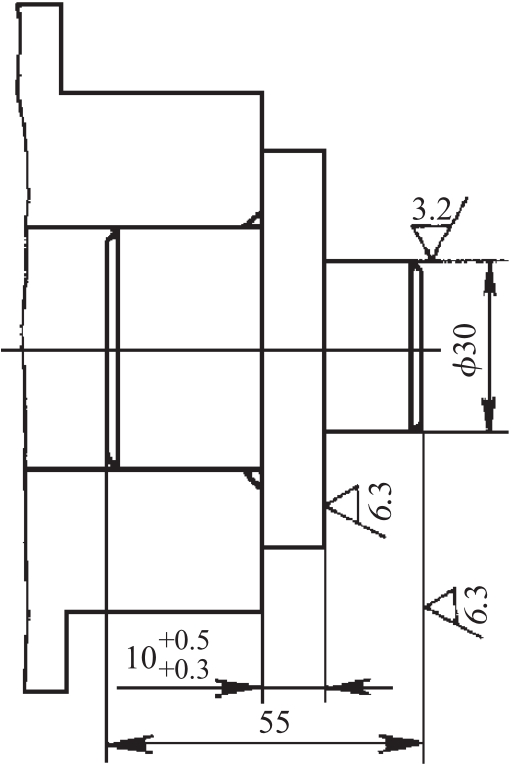
图4-53 步骤2
(2)软卡爪夹住 43外圆:车端面,长度55;车外圆
43外圆:车端面,长度55;车外圆 30至尺寸,长度10至
30至尺寸,长度10至 ;倒角。如图4-53所示。
;倒角。如图4-53所示。
(3)按序号(2)装夹方法:钻孔 18;车孔至
18;车孔至 19.8;孔口倒角;铰孔
19.8;孔口倒角;铰孔 20H7至尺寸。如图4-54所示。
20H7至尺寸。如图4-54所示。
(4)按序号(2)装夹方法:车拉R1.5内油槽至尺寸;用砂布修毛刺。如图5-55所示。
(5)工件以孔定位心轴,装夹在两顶尖间:车外圆 42h7至尺寸,并车出台阶面,长度28、10;车外圆端面沟槽至尺寸;倒角。如图4-56所示。
42h7至尺寸,并车出台阶面,长度28、10;车外圆端面沟槽至尺寸;倒角。如图4-56所示。
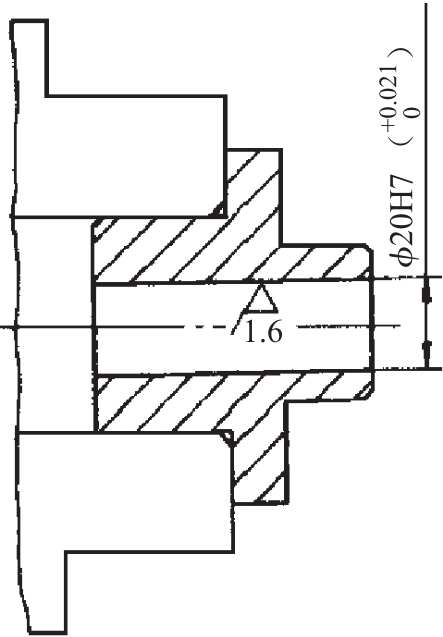
图4-54 步骤3

图4-55 步骤4
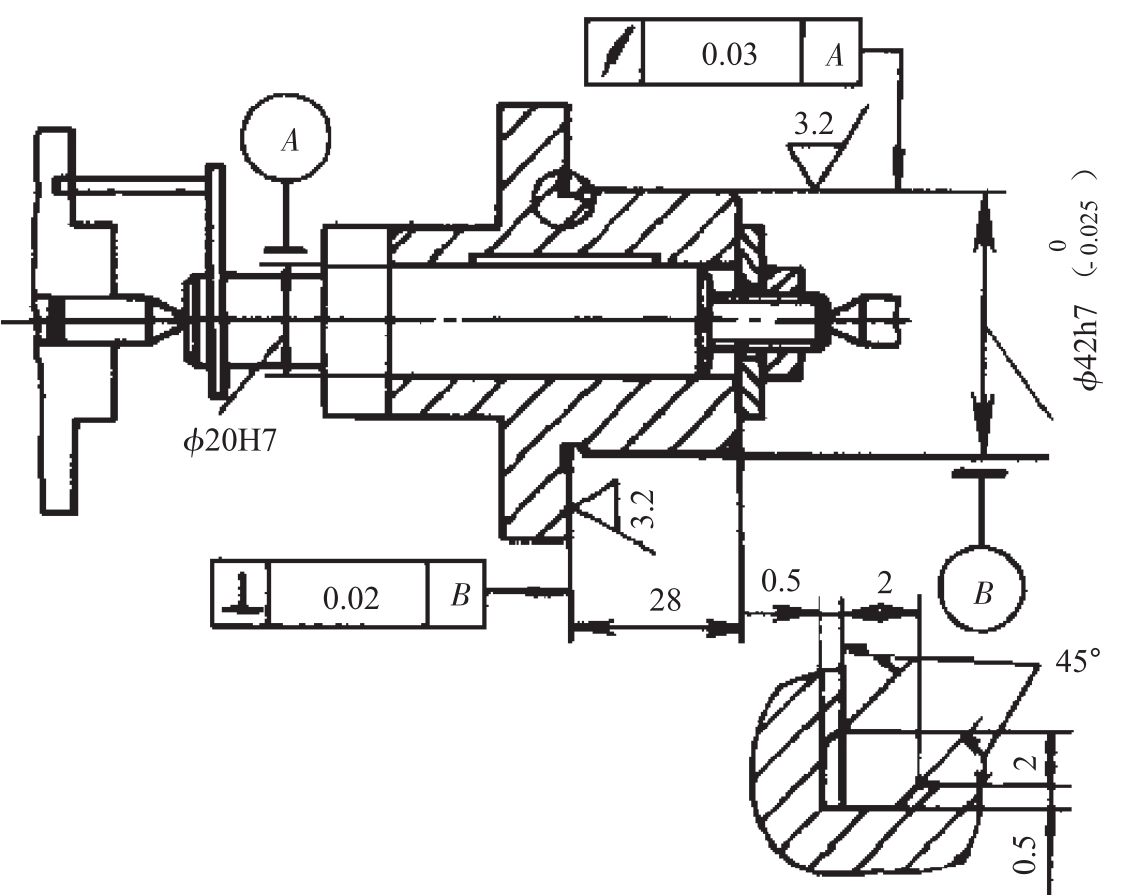
图4-56 步骤5
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。












