



一、极限与配合的基本知识
1.基本术语(表1-13)
表1-13 基本术语(GB/T1800.1—1997)

续表


图1-4 基本尺寸

图1-5 间隙配合
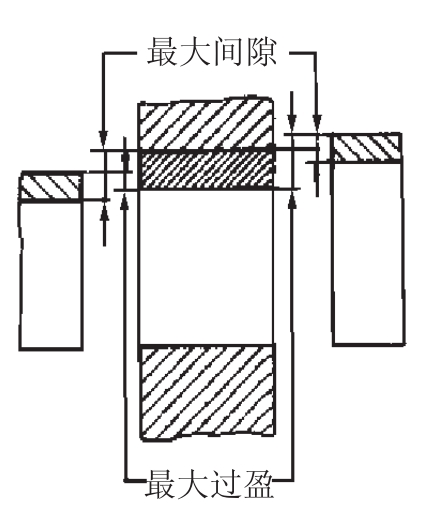
图1-7 过渡配合
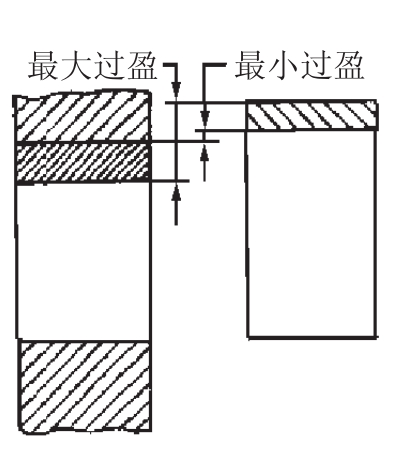
图1-6 过盈配合
2.一般公差
(1)线性尺寸的未注公差,见表1-14。
表1-14 线性尺寸的极限偏差数值(GB/T1840—1992)

注:适于金属切削加工和一般冲压加工的尺寸。一般冲压件以选取m、c级为宜。
(2)倒角半径与倒角高度尺寸偏差见表1-15。
表1-15 倒角半径与倒角高度尺寸的极限偏差数值

采用本标准规定的一般公差,在图样和技术文件或标准中用本标准号和公差等级符号表示,如GB/T1804-m。
3.未注公差角度的极限偏差
未注公差角度的极限偏差数值是按角度短边长度确定的。对圆锥角按圆锥素线长度确定。见表1-16。
表1-16 未注公差角度的极限偏差(GB/T11335—1989)

采用本标准规定的偏差,在图样和技术文件中均可用标准号和公差等级符合表示,如GB11335-m。
4.标准公差和公差等级
标准公差:用以确定公差带大小的任一公差。
公差等级:确定尺寸精确程度的等级。
标准公差用IT表示,分20级,即IT01、IT0、IT1、…、IT18。
公差等级的代号用阿拉伯数字表示,从IT01到IT18等级依次降低。
IT01至IT18级标准公差数值见表1-17
5.极限与配合的示意图及公差带图
极限与配合的示意图见图1-8,公差带图见图1-9。

图1-8 极限与配合的示意图

图1-9 公差带图
表1-17 值数差公准标

注:基本尺寸小于1mm时,无IT14至IT18。
6.基本偏差
基本偏差是用以确定公差相对于零线位置的上偏差或下偏差,一般为靠近零线的那个偏差。
基本偏差代号用拉丁字母表示,大写的为孔,小写的为轴,各28个,见表1-18。
表1-18 孔、轴基本偏差的代号

偏差代号:孔的上偏差,ES;孔的下偏差,EI;轴的上偏差,es;轴的下偏差,ei,见图1-9。
(1)轴的极限偏差。
轴的基本偏差:从a至h为上偏差;从j到zc为下偏差;js为上偏差(+IT/2)或下偏差(-IT/2)。
轴的另一个偏差(上偏差或下偏差)根据轴的基本偏差和标准公差计算:
ei=es-IT或es=ei+IT
(2)孔的极限偏差。
孔的基本偏差:从A到H为下偏差;从J到ZC为上偏差;JS为上偏差(+IT/2)或下偏差(-IT/2)。
孔的另一个偏差(上偏差或下偏差)根据孔的基本偏差和标准公差计算:
ES=EI+IT或EI=ES-IT
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。












