



一、钢的淬火工艺
钢的淬火工艺,首先是要保证其在加热和保温过程中获得合格的奥氏体;并在随后的冷却过程中获得尽可能多的马氏体;还要保证尽可能的降低淬火应力,有效地防止变形和开裂。所以淬火工艺的关键是淬火时的加热温度和保温后的冷却方法。
(一)淬火加热温度的选择
钢的淬火加热温度选择应以获得均匀细小的奥氏体晶粒为前提,以保证淬火冷却后获得细小的马氏体。碳钢的淬火加热温度可根据铁碳相图来选择,如图6-23所示。

图6-23 钢淬火加热温度的选择
亚共析碳钢:T=Ac3+30~50℃
![]()
亚共析碳钢的原始组织为F+P,淬火时要求采用完全加热(Ac3以上),使其原始组织全部转变为A。但若加热温度过高,将会使奥氏体晶粒粗化而导致淬火后马氏体组织也粗大,不仅使钢严重脆化,同时增加淬火应力,使钢件变形和开裂倾向增大。反之,若加热温度偏低(在Ac3~Ac1之间),则淬火组织中除马氏体外,还会保留一部分未溶的先共析铁素体,这将使钢中出现软点,淬火后的硬度和强度都达不到要求。
对于过共析钢,将其淬火温度限定在Ac1~Acm之间,采用不完全加热是为了得到细小的奥氏体晶粒,同时又能保留少量的粒状渗碳体,淬火后得到细小的隐晶马氏体和粒状渗碳体的混合组织,这样不但可使钢具有更高的强度、硬度和耐磨性,而且也具有较好的韧性。如果过共析钢淬火时被加热至Accm以上温度,则渗碳体将全部溶入奥氏体中,导致奥氏体的碳含量增高,引起钢的Ms点下降,钢淬火后残余奥氏体量增多,反而会降低钢的硬度与耐磨性;不仅如此,加热温度过高还会引起奥氏体晶粒粗大,淬火后形成粗大的片状马氏体,使钢的脆性增大;此外,高温淬火应力大,钢件氧化脱碳严重,变形开裂倾向增大。
(二)淬火加热时间
钢的淬火加热时间包括升温和保温时间。加热时间与工件的形状尺寸、装炉量、装炉方式、加热炉类型、炉温和加热介质等诸多因素有关,很难准确计算。一般常根据工具的有效厚度,用经验公式t=αD确定加热时间。式中t为加热时间(min);α为加热系数(min/mm);D为工件有效厚度(mm)。
加热系数α表示工件单位有效厚度所需的加热时间,其值大小主要与钢的化学成分、工件尺寸和加热介质有关。α的数值可查阅有关资料。
(三)淬火冷却介质
淬火冷却时首先要保证奥氏体的冷却速度大于钢的临界冷速vl,要实现这样的快速冷却往往需要借助于淬火介质。介质的冷却能力越强,钢的冷却速度越快,则工件越容易淬硬。但是,冷却速度越大工件内部的淬火应力越大,过快的冷却速度往往会引起工件变形甚至开裂。所以,淬火冷却的质量是工艺成败的关键。
怎样才能在保证得到马氏体的同时而又尽可能地减小淬火变形和防止开裂,这一直是一个热处理的工艺难题。解决这个问题,实践中主要从两方面着手:其一是寻找一种理想的淬火冷却介质;其二是改进淬火的冷却方法。
根据碳钢过冷奥氏体等温转变曲线,淬火得到马氏体,其实并不需要全程快速冷却。问题的关键是在C曲线鼻尖附近,即在650~550℃温度区间必须快冷,因为此时过冷奥氏体最不稳定,孕育期最短,冷却速度若小于临界冷却速度,过冷奥氏体在冷却中途就可能部分转变为索氏体或托氏体;而在650℃以上和400℃以下时过冷奥氏体比较稳定,孕育期较长,减慢冷却速度就可以减小热应力,防止变形和开裂;特别是在Ms点以下冷却速度更应缓慢,因为马氏体转变往往伴随着体积膨胀,此区间快速冷却易产生较大的组织应力。理想冷却介质如图6-24中的冷却曲线所示。但到目前为止,人们还没有找到这样的冷却介质。生产中常用的淬火冷却介质有水、盐水、碱水和各种矿物油等,其冷却特性如表6-5所列。
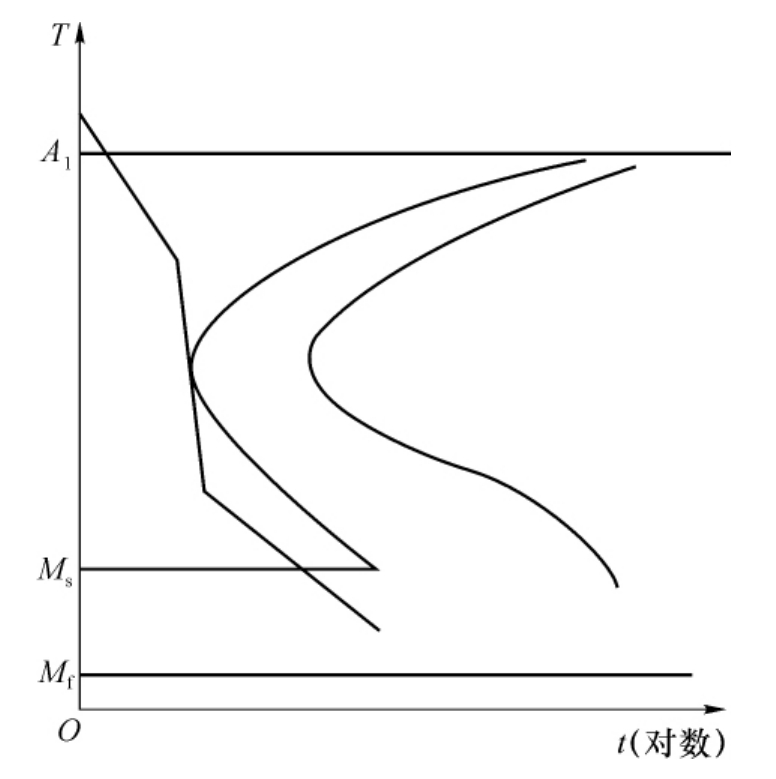
图6-24 钢淬火的理想冷却方式
表6-5 常用淬火介质及其冷却特性
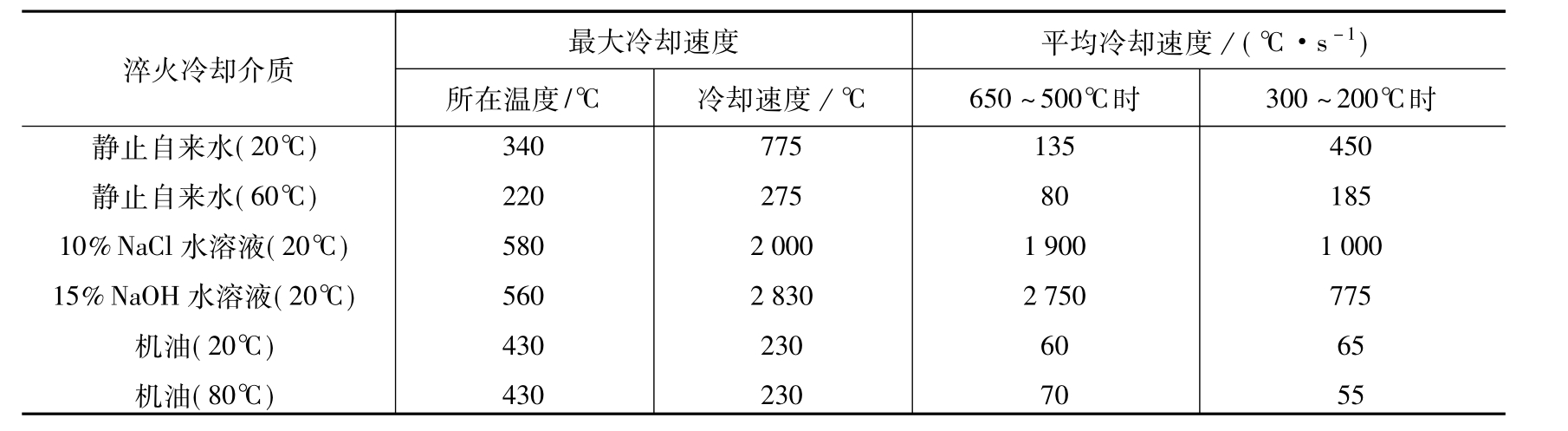
注:表中各种冷却介质的特性数值,均根据有关冷却特性曲线推算,冷却特性曲线是用导热率很高的银球试样(Φ20mm),加热后淬入冷却介质中,利用热电偶测出试样心部温度随冷却时间的变化曲线,并用此换算得到冷却速度与温度的关系曲线。
水及水溶液是最常用的冷却介质。水的冷却能力虽然很强但冷却特性并不理想,在需要快速冷却的650~400℃温度区间内,其冷却速度较小,不超过200℃/s;但在需要缓冷的马氏体转变温度区间,冷却速度又太大,在340℃最大冷却速度高达775℃/s,很易引起淬火变形。但因水价廉安全,性能稳定,故水常用于尺寸不大、形状简单的碳钢工件淬火。淬火时随着水温升高,水在高温区的冷却能力会显著下降,因此淬火时的水温要控制在30℃以下。加强水循环和工件在水中搅动有利于加快水在高温区的冷却速度。水中加入某些物质如NaCl,NaOH,Na2CO3和聚乙烯醇等,能改变其冷却能力以适应某些淬火用途的要求。
油也是一种常用的淬火介质,具有较好的冷却特性。目前生产中淬火用油主要采用的是各种矿物油,如机油、变压器油、柴油等。油的优点是在300~200℃温度区间内的冷却速度比水小得多,从而大大降低了淬火工件的组织应力,减少了变形开裂倾向。油的主要缺点是在650~550℃高温区间冷却能力较差,不利于碳钢的淬硬。但是油用于过冷奥氏体比较稳定的合金钢工件,是一种比较理想的淬火介质。提高油温可以降低油的黏度,使其流动性增大,可提高油在高温区的冷却能力。但油温过高容易着火,故淬火油温一般控制在60~80℃。油长期使用会老化,应注意防护和更换。
生产中常采用盐浴、碱浴、硝盐浴作为淬火介质。这些介质的特点是沸点高,冷却能力介于水和油之间,工件的冷却比较均匀,可减少变形和开裂的倾向。盐浴、碱浴等介质主要用于分级淬火和等温淬火,处理一些形状复杂、尺寸较小和变形要求严格的零件。常用的碱浴、硝盐浴的成分、熔点及使用温度如表6-6所列。
表6-6 常用碱浴、硝盐浴的成分、熔点及使用温度

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










