



任务7 钢的表面淬火
许多零件(如齿轮、凸轮、曲轴、活塞等)是在弯曲、扭转、冲击载荷及摩擦条件下工作的。表面要求高的强度、硬度、耐磨性及疲劳强度,而心部在保持一定的强度、硬度条件下,应具有足够好的塑性和韧性。要满足上述性能要求,从选材和普通热处理上已无法解决,而表面淬火则是强化钢表面的一种有效方法。
钢的表面淬火是通过快速加热使表面奥氏体化,然后淬火至马氏体组织,而心部组织无变化,仍保持原来的塑性与韧性的热处理工艺。表面淬火方法较多,根据加热方式的不同,可分为感应加热表面淬火、火焰加热表面淬火、电接触加热表面淬火、电解加热表面淬火等。
一、感应加热表面淬火
感应加热表面淬火原理如图5-37所示。工件在交变磁场中,会产生频率相同、方向相反的感应电流即涡流,由于集肤效应,涡流集中在表面,从而能使工件表面加热至淬火温度。
工件感应加热的深度δ与电流频率f之间的关系如下
![]()
式中:频率f的单位是Hz,深度δ的单位是mm。
可以看出,电流频率越高,工件感应加热深度δ就越薄。根据电流频率的不同,感应加热可分为三种。
1)高频感应加热
电流频率范围为100~500kHz,常用的为250~300kHz。淬硬层深度为0.5~2mm。高频感应加热适用于要求淬硬层较薄的中、小型零件,如小模数齿轮、小型轴等。
2)中频感应加热
电流频率范围为500~10 000Hz,常用的为2 500~8 000Hz。淬硬层深度为3~5mm。中频感应加热适用于要求淬硬层较深的零件,如直径较大的轴类和模数较大的齿轮类等。
3)工频感应加热
电流频率为50Hz,即工业频率,淬硬层深度可达10~15mm。工频感应加热适用于穿透加热和要求淬硬层较深的大直径零件,如轧棍、火车车轮等。
目前使用的还有在中频和高频之间的超音频,频率一般为20~70kHz,淬硬层深度为0.05~0.5mm。
感应加热依靠工件内部的感应电流直接加热,热效应很高,且工件表面电流强度也非常大,故加热速度极快,可在几秒或几十秒内将工件表层加热到淬火温度。其与普通淬火相比具有以下特点。
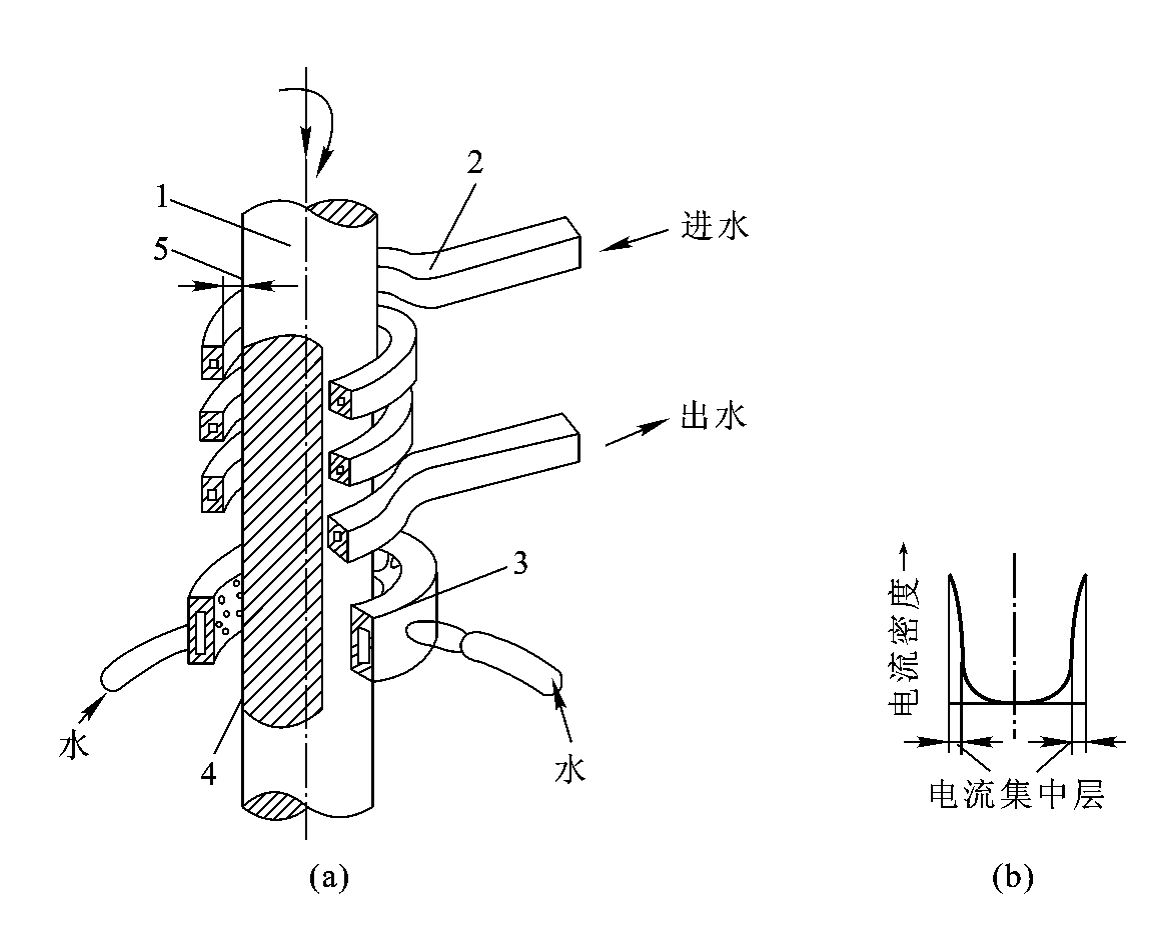
图5-37 感应加热表面淬火原理示意图
1—工件;2—加热感应圈;3—淬火喷水套:4—加热淬硬层:5—间隙
(1)因加热速度极快,奥氏体转变要在更高的温度进行。一般淬火温度在Ac3以上80~150℃,并得到细化的马氏体组织,硬度比一般淬火高2~3HRC,且脆性较低。
(2)表面淬火形成马氏体后体积膨胀,会造成残余压应力,可显著提高疲劳强度。
(3)加热速度快,心部未被加热,故氧化脱碳少,淬火变形小。
(4)加热温度及淬硬层厚度易控制,容易实现机械化和自动化。
由于感应加热生产效率高,产品质量好,在热处理中得到了广泛应用。但设备较贵,维修技术要求较高,零件形状复杂时,处理起来较困难。
工件淬火后,一般在180~200℃进行回火,目的是降低淬火内应力,减小脆性,保留其高硬度和耐磨性。感应加热淬火的一般工艺路线:锻造↑退火或正火↑粗加工↑正火或调质↑精加工↑感应加热表面淬火↑低温回火↑磨削加工。
感应加热淬火前的正火或调质是为了有利于奥氏体的均匀化和合金化,以获得均匀一致的硬度,可以改善心部的强度和韧性,以及切削加工性和粗糙度,并减少加热淬火时的变形。
为了使工件表面获得较高的硬度,心部获得良好的韧性,表面淬火最适宜的钢种是中碳钢或中碳合金钢,如40钢、45钢、40Cr钢及40MnB钢等。为了提高工件表面硬度和耐磨性,高碳工具钢、低合金工具钢及铸铁等也可采用表面淬火。
二、火焰加热表面淬火
用乙炔、氧或煤气、氧混合气体燃烧的火焰,其温度可达到3 100℃,在这种情况下,可将工件表面迅速加热至淬火温度,然后通过喷水或使用乳液冷却就可进行表面淬火,如图5-38所示。
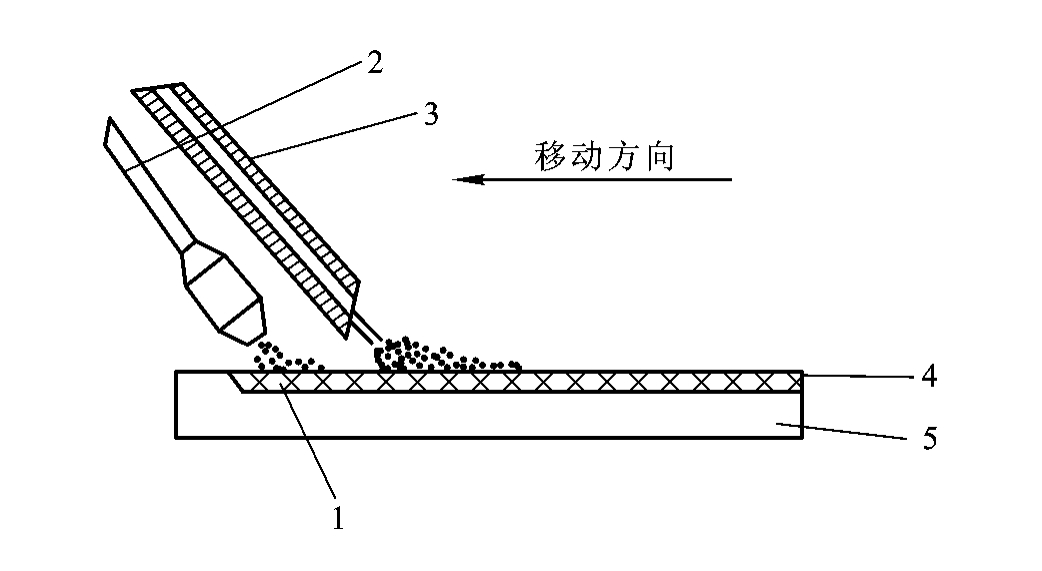
图5-38 火焰加热表面淬火示意图
1—加热层;2—烧嘴;3—喷水管;4—淬硬层;5—工件
火焰加热表面淬火一般的淬硬层为2~6mm,表面淬硬层过深容易导致过热,容易产生淬火裂纹。
火焰加热表面淬火的方法比较简单,无须特殊设备,不受工件大小限制,可灵活移动,淬火后无氧化脱碳,表面清洁,但加热温度不易控制。其缺点是容易过热,效果不稳定,主要用于大型零件(如大齿轮、轴、轧棍等)或单件小批量生产零件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











