



4.3.2 常用功能代码
1.准备功能(G)代码
准备功能又称为“G功能”,是由地址字G和后面两位整数来表示的(G××),用来规定刀具和工件的相对运动轨迹、机床坐标系、坐标平面、刀具补偿、坐标偏置等多种加工操作。常用的准备功能指令如表4-2所示。
表4-2 FANUC-0i系统常用准备功能G指令及功能
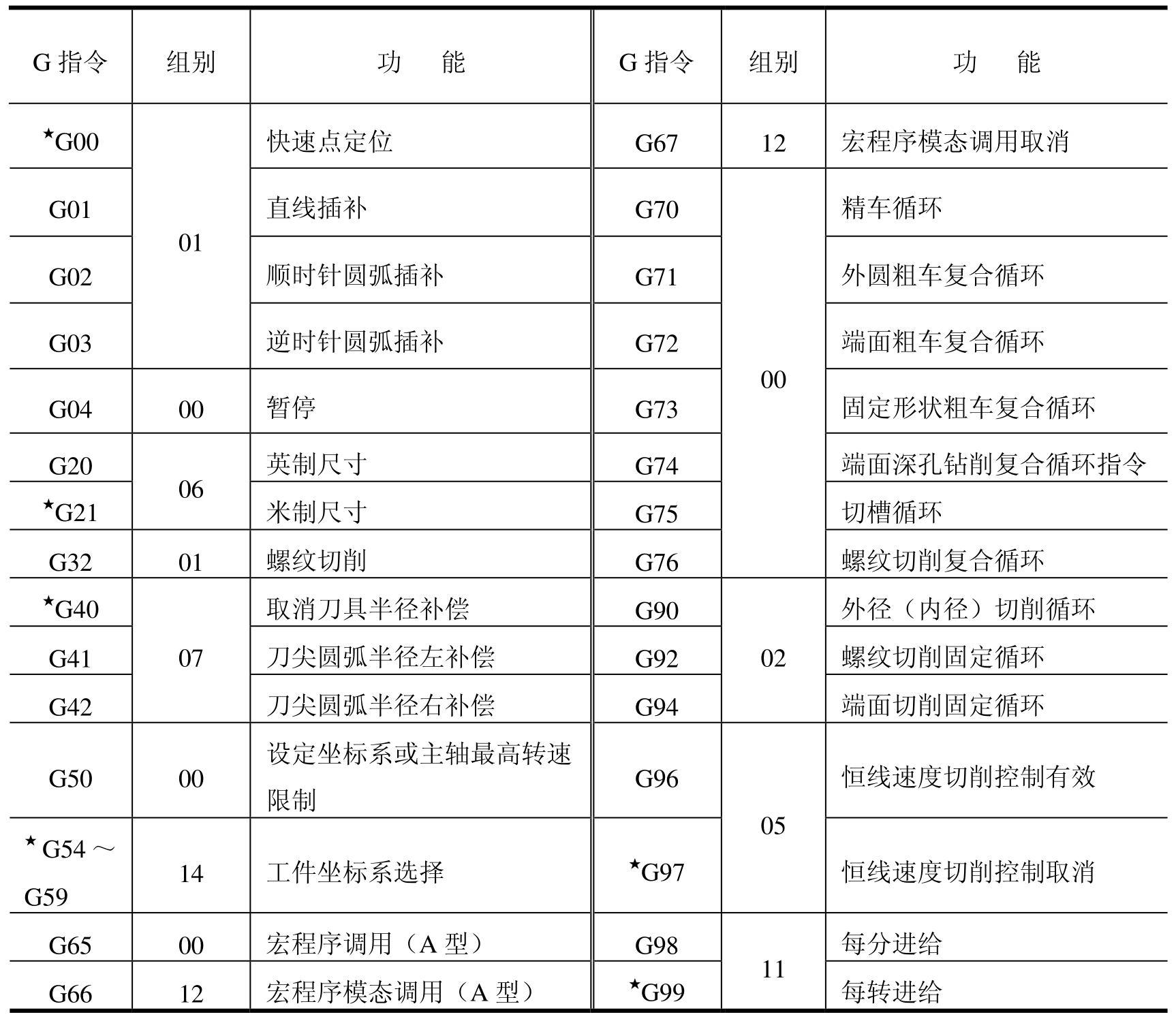
注:1.带★G指令表示机床默认状态。
2.00组的G指令为非模态指令,其他均为模态指令。
G代码根据不同功能分为若干组,在同一程序段中可以指定不同组的几个G代码且与顺序无关;在同一程序段中不允许同时指定两个或者两个以上同组G代码,若在同一程序段中指定了几个同组G代码,则只有最后一个G代码有效。
G代码根据功能效用长短又可分为模态代码和非模态代码,模态代码是指这些功能一旦被执行,则一直有效,直到被同一组的G代码注销为止;而非模态代码是指该功能只在本程序段中有效,该程序段结束时即被注销(也称一次性代码)。
2.辅助功能(M)代码
辅助功能也称“M功能”,是由地址字M和后面两位整数组成(M××),用来指定机床的工作状态和辅助动作。其常用的辅助功能指令如表4-3所示。
表4-3 FANUC-0i系统常用辅助功能M指令及功能
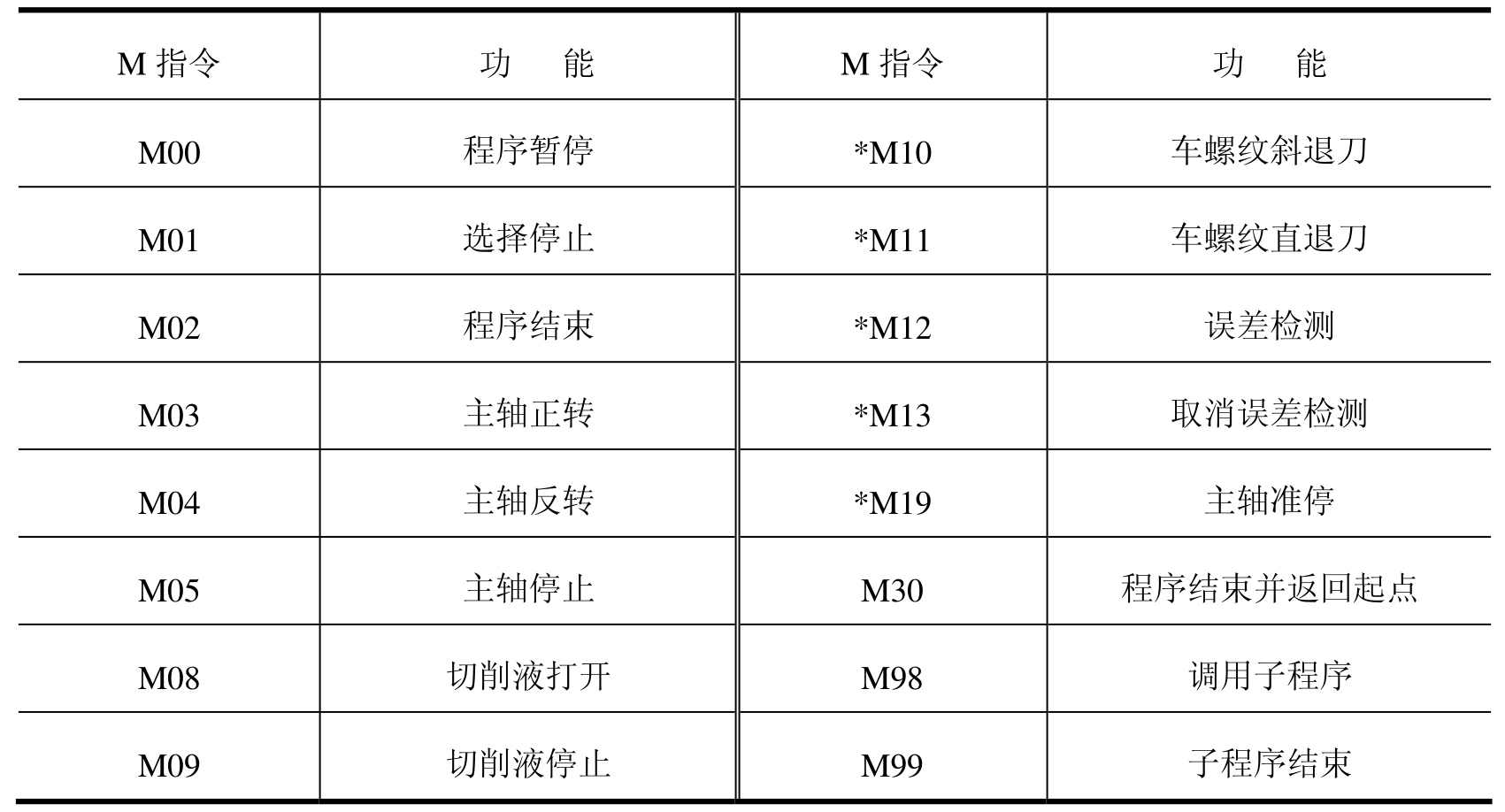
注:带*M指令为非常用指令。
3.其他功能(N、F、T、S)代码
(1)N功能 表示的是程序段号,由地址字N和后面的数位整数来表示(N×…×),可以不要,但也可以只在需要的地方加顺序号;行号最大为9 999。
(2)F功能 也称进给功能,表示进给速度,由字母F和后面的若干位数字来表示。F指令也是模态指令,F的单位取决于G98或G99指令:
①G98表示每分钟进给量,单位为mm/min;
②G99表示每转进给量,单位为mm/r。
(3)T功能 又称刀具功能,用来选择刀具并转位换刀,由字母T和后面的四位整数组成(T××××)。其中前两位为刀具号,后两位为刀具补偿号。
(4)S功能 又称主轴功能,表示主轴转速或切削线速度,由字母S和后面的数字组成。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











