



3.6 斜面的基本铣削加工
斜面是指零件上与基准面成任意一个倾斜角度的平面。斜面相对基准面倾斜的程度用斜度来衡量。
在铣床上铣斜面的方法可分为工件倾斜、铣刀倾斜铣斜面及角度铣刀铣斜面三种。
1.工件倾斜铣斜面
(1)根据划线装夹工件铣斜面 先在工件上划出斜面的加工线,然后用虎钳装夹工件,用划针盘校正工件上所划的加工线与工作台台面平行,用圆柱铣刀或端铣刀铣出斜面,如图3-37所示,适合于单件生产。
(2)用倾斜的垫铁装夹工件铣斜面 通过倾斜的垫铁使工件基准面倾斜,用虎钳装夹工件,铣出要求的斜面,如图3-38所示,适合于批量生产。

图3-37 按划线装夹工件

1—斜垫铁 2—工件
图3-38 用斜垫铁安装工件
(3)用靠铁安装工件铣斜面 先在工作台面上安装一块倾斜的靠铁,将工件的一侧面靠向靠铁的基准面,用压板夹紧工件,用端铣刀铣出要求的斜面,如图3-39所示,适合于加工外形尺寸较大的工件。

图3-39 用靠铁安装工件铣斜面
(4)调转虎钳钳体角度安装工件铣斜面 安装虎钳,先校正虎钳的固定钳口与卧式铣床主轴轴线垂直或平行后,通过虎钳底座上的刻度线将钳体调整到要求的角度,装夹工件,铣出要求的斜面,如图3-40所示。

图3-40 调转钳身铣斜面
2.铣刀倾斜铣斜面
在主轴可转动角度的立式铣床上,倾斜立铣头主轴一定的角度,可以加工斜面。
(1)工件基准面与工作台面平行 用立铣刀的圆周刃铣削斜面时,立铣头应扳转的角度a=90°−θ,如图3-41所示。用端铣刀或用立铣刀的端面刃铣削时,立铣头应扳转的角度a=θ,如图3-42所示。
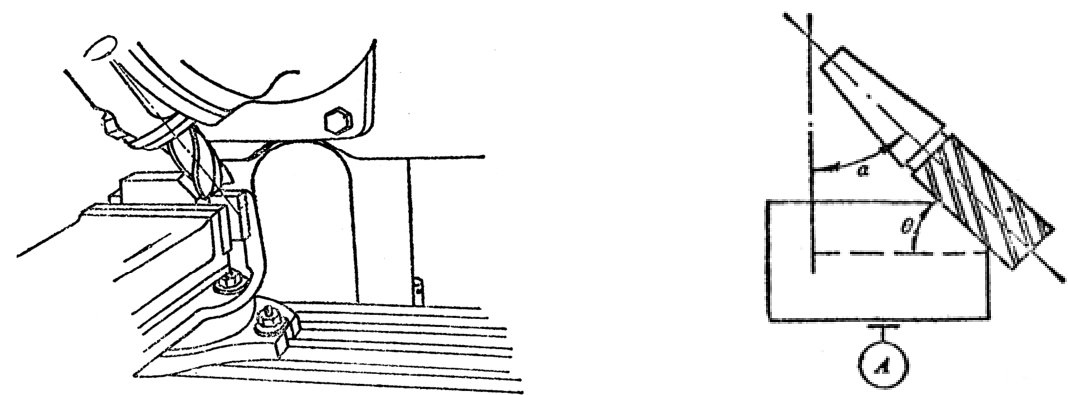
图3-41 基准面与工作台面平行用立铣刀铣斜面

图3-42 基准面与工作台面平行用端铣刀铣斜面
(2)工件的基准面与工作台面垂直 用立铣刀圆周刃铣削时,立铣头应扳转的角度a=θ,如图3-43所示。用端铣刀或用立铣刀的端面刃铣削时,立铣头扳转的角度a=90°−θ如图3-44所示。

图3-43 基准面与工作台面垂直用立铣刀圆周刃铣斜面

图3-44 基准面与工作台面垂直用端铣刀铣斜面
(3)调整万能铣头主轴座体铣斜面 在卧式万能铣床上安装万能铣头铣斜面时,一般情况下逆时针转动铣头壳体,调整万能铣头角度铣斜面。根据加工时的情况,也可以转动万能铣头主轴座体来调整立铣头主轴的角度,完成斜面的铣削加工(如图3-45所示),其调整角度的大小和方向,可根据工件的安装情况来参照前面的内容。
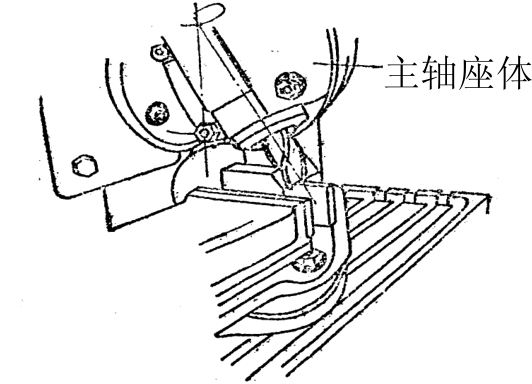
图3-45 调整主轴座体倾斜立铣头主轴铣斜面
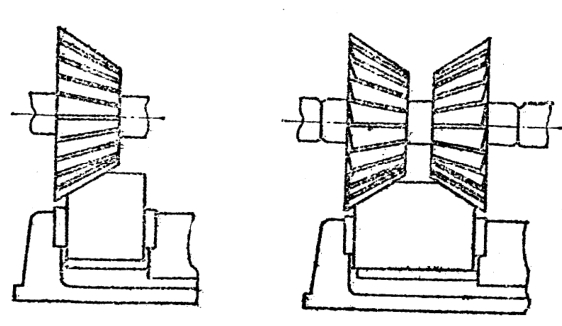
图3-46 用角度铣刀铣斜面
3.用角度铣刀铣斜面
宽度较窄的斜面,可用角度铣刀铣削(如图3-46所示)。选择角度铣刀的角度时应根据工件斜面的角度,所铣斜面的宽度应小于角度铣刀的刀刃宽度。铣削对称的双斜面时,应选择两把直径和角度相同、刃口相反的角度铣刀同时进行铣削,安装铣刀时应将两把铣刀的刃齿错开,以便减少铣削力和振动。由于角度铣刀的刀齿强度较弱,排屑比较困难,使用角度铣刀时,选择的切削用量要比圆柱铣刀低20%左右,尤其是每齿进给量fz更要适当减少。铣削碳素钢等工件时,应施以充足的切削液。铣斜面一般用单角铣刀。
4.斜面的检验
加工斜面时,除了检验斜面的尺寸和表面粗糙度外,主要检验斜面的角度。精度要求较高,角度较小的斜面,用正弦规检验。一般要求的斜面,用万能游标量角器检验。
5.容易产生的问题和注意事项
(1)斜面的角度不对 其原因是立铣头或虎钳调整的角度不正确;划线不准确或铣削时工件产生位移;采用圆周铣时,铣刀有锥度;用角度铣刀铣削时,铣刀角度不准确;工件安装时基准面不正确;虎钳口与工件平面间垫有障碍物,使铣出的斜面角度不正确。
(2)斜面的尺寸不对 进刀时刻度盘摇错;测量时尺寸读错或测量不正确;铣削中工件位置移动,尺寸铣错。
(3)斜面的表面粗糙度不符和要求 铣刀较钝或进给量过大;机床、夹具刚性差,铣削中产生振动;有拖刀现象或深啃现象;铣钢件没有使用切削液等。
(4)操作中注意以下几点:
①铣削时注意铣刀的旋转方向是否正确。
②铣削时切削力应靠向平口钳的固定钳口。
③用端铣刀或立铣刀端面刃铣削时,注意顺、逆铣,注意走刀方向,以免因顺铣或走刀方向搞错损坏铣刀。
④不使用的进给机构应紧固,工作完毕后将其松开。
⑤装夹工件时注意不要夹伤已加工表面。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。












