



8.3 丝印机系统组成及操作面板
8.3.1 系统组成

图8-5 T1200D高精度半自动丝印机组成结构
1.T1200D高精度半自动丝印机
丝印机主要包括中央控制部分、操作面板、手臂钢板座、左右刮刀、印制电路板蜂窝式固定台、变频电动机等。T1200D高精度半自动丝印机组成结构如图8-5所示。
中央控制部分由PLC控制器(FX-1S-14MR001)、继电器、电动机变频器(VF002L21A)、控制保险、电磁阀等组成,是机器的控制核心。
小气缸通过中央控制部分的电磁阀来控制刮刀上下移动。
刮刀架可以向上抬起30°并固定,方便清洗。
刮刀压力表显示刮刀压在丝印网板上的压力大小,其值应该在3.0×105Pa左右,可以通过压力调节阀调到所需的压力大小。
刮刀移动轨道和刮刀左右位置传感器保证刮刀平稳地在设定行程内水平移动,可以通过移动左右位置传感器的位置,调节刮刀的印刷范围。
印制电路板蜂窝式固定台可以固定最大为320mm×240mm的印制电路板,通过顶针圆棒可以方便地固定。
手臂钢板座和紧固旋钮用来固定丝印网板。
手臂钢板座高度调节旋钮是一个形同方向盘的部件,用于调节丝印网板到位后与蜂窝式固定台上印制电路板之间的距离。距离的大小决定了刮上印制电路板的锡膏的多少,要调节合适。旋钮顺时针旋转使距离增大,锡膏刮多;反时针旋转使距离减小,锡膏刮少。
油水分离器将空气压缩机送来的空气进行过滤,滤出气体中的油和水分,使进入气缸的气体洁净,延长气缸的使用寿命。
手动启动按钮有左、右两个。当一切准备就绪,要进行丝印时,左、右手同时按下两个按钮,机器即自动进行丝印工作。左、右手同时按键是保证操作人员人身安全的重要措施。
2.空气压缩机
空气压缩机如图8-6所示,简称空压机。空气压缩机主要包括压缩机、贮气罐、减压阀、压力表、空气过滤器和操作手柄等。

图8-6 空气压缩机
压缩机是机器的核心,将空气压缩到贮气罐,气压最大可达到1.0MPa。两个压力表分别显示贮气罐内和减压阀减压输出的空气压力,正常情况下应在4.5×105Pa左右。
空气过滤器上的空气压缩机启动手柄是压缩机的启动开关,处于垂直方向为关闭状态,置于水平方向为启动状态。每次启动之前需注意观察冷冻油液面指示,检查是否低于最低显示标志。若油位靠近下限位置,则需立即加注冷冻油,冷冻油注入口在压缩机的上盖上。
开启排气阀手柄后,经过过滤的压缩空气即由丝印机中央控制部分的电磁阀控制,将压缩空气分别送到丝印机大气缸和小气缸中。减压阀上有压力调节旋钮,可以调节输出气体的压力。
8.3.2 操作面板
丝印机操作面板如图8-7所示,面板上设有电源键和急停开关、左右刀移动旋钮和触摸式液晶屏。各键钮功能如下。

图8-7 丝印机操作面板
电源键:按下则开启电源,整机通电,触摸式液晶屏开始显示。
急停开关:按下时丝印机紧急停止当前工作状态,并使手臂钢板座上升至上极限位置。要解除紧急停机状态,将急停开关右旋弹起即可。
左右刀移动旋钮:控制左、右刮刀的移动印刷速度。根据焊膏的性状和刮印焊盘的印刷质量,进行适当调节。
触摸式液晶屏:具有功能菜单操作和参数设置的人机界面。设有全自动、实际生产、点动、设定四项命令,可控制刮刀进行手动或自动印刷。
液晶屏的显示信息和菜单操作过程如下。
(1)按下电源键后,液晶屏显示该产品信息。依次触摸“↓”,直至出现主菜单为止。主菜单有全自动、实际生产、点动、设定四项命令,如图8-8所示。

图8-8 主菜单
(2)设定参数。触摸选择主菜单中的“设定”后,可以设置左、右刮刀印刷时间,如图8-9所示。当需要修改时间时,触摸数字即可出现修改页面,如图8-10所示。修改完毕,触摸“ENT”,返回图8-9所示界面。

图8-9 设定界面

图8-10 参数修改
(3)在图8-9所示页面中触摸“↓”即进入图8-11所示页面。该页面用于设定印刷生产计划总数量,并可以选择是否打开计数控制以自动累计实际生产数量。其数量修改方法也是对所需修改数字进行触摸修改。若要打开计数控制,只需触摸“计数控制”的“OFF”,即改为“ON”。参数设置完毕后,选择“↓”返回主菜单(见图8-8)。
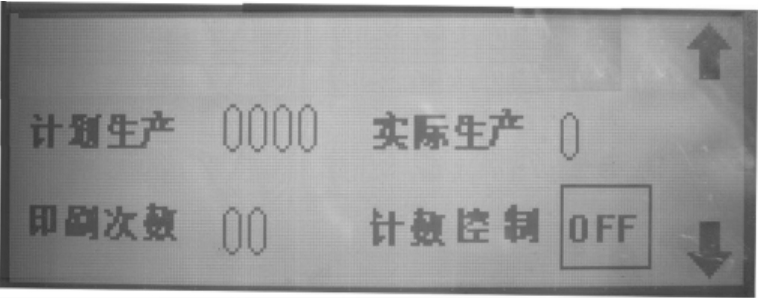
图8-11 设定生产数量
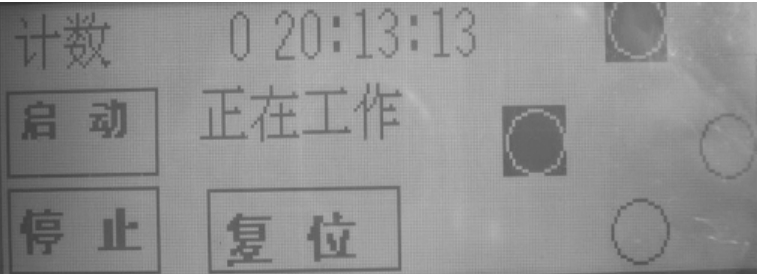
图8-12 全自动生产
(4)全自动工作模式。若选择主菜单中的“全自动”功能,则出现如图8-12所示界面,进入自动印刷状态。页面上显示的四个圆圈分别表示手臂钢板座所处的上、下位置和刮刀的左、右位置。页面的上、左圆圈出现阴影,表示手臂钢板座处于上极限位置,刮刀位于最左端,丝印机准备就绪,可以进行印刷工作;当页面的圆圈阴影不是上、左圆圈时,选择“复位”,丝印机可自行复位到就绪状态。在丝印机准备就绪的情况下,触摸“启动”,丝印机则根据“设定”页面中所设置的参数进行全自动印刷工作。选择“停止”,即可返回主菜单。
全自动工作模式主要用于机器运行的教学演示。
(5)手动印刷模式。若选择主菜单中的“实际生产”,则如图8-13所示,进入手动印刷状态。当页面的圆圈阴影不是上、左圆圈时,选择“复位”,丝印机可自行复位到就绪状态;页面上、左圆圈出现阴影,表示丝印机准备就绪,此时双手同时按下机器上左、右两个手动启动按钮(见图8-14),丝印机开始印刷工作。完成一次印刷后,丝印机自动恢复到准备状态。选择“↑”即可返回主菜单。

图8-13 实际生产

图8-14 手动启动
手动印刷模式是本机采用的主要工作方式。
(6)点动模式。选择主菜单中“点动”后,如图8-15所示,可以点动控制手臂钢板座的上升、下降及刮刀运动方向。选择“↑”即可返回主菜单。
触摸“左刀”或“右刀”,可使左刀或右刀上升一次或下降一次。手臂钢板座处于上方时,触摸“下降”,或手臂钢板座处于下方时,触摸“上升”,则使手臂钢板座下降或上升一次。触摸“印→刷”,则使刮刀右行一步,触摸“印←刷”,则使刮刀左行一步;持续按住“印→刷”或“印←刷”,则可使刮刀连续向右或向左行走到达左、右极限位置。

图8-15 点动界面
点动模式主要用于机器工作面上、下、左、右位置的调整。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











