



一、眼镜片制造工艺
(一)玻璃镜片的研磨
玻璃球面眼镜片可用散粒磨料和结合磨料两种工艺加工,分为粗磨、细磨、抛光三个工序。散粒磨料加工采用松香和沥青胶(比例为10∶1)单片上盘。一般先加工基准面凸面,由粗磨至抛光一次连续完成,然后磨第二面(凹面),在加工第二面时要控制镜片厚度,研磨时用厚度片钳测量镜片边缘厚度,使其达到标准要求。
研磨程序简述如下。
1.粘盘 也称上盘,用松香(或沥青)将毛坯粘在胶盘上,通常把多片胶贴在同一较大的胶盘上,以便一次磨制多片,胶盘的主要目的是在研磨过程中起毛坯的坚固和支持作用,像是一种夹子。
2.粗磨 使用所需曲率的磨具和粗砂将毛坯表面磨到大致曲率。常用的粗砂平均粒径为0.3mm,磨料是碳化硅与水和成的糊状物。
3.细磨 使用较细的金刚砂(氧化铝砂),其粒径为0.075mm,将透镜表面磨到正确曲率,磨削速度比粗磨时低。
4.精磨 精磨的目的是将透镜磨到只比最后厚度略厚0.1mm的极细磨粉,磨出曲率。它的曲率应达到所需要的正确值。每一道研磨工序后,应将透镜表面擦洗干净,不容许留有任何研磨时的磨料残物。
5.抛光 这是磨片的最后一道工序,将一块软质垫片附于磨盘上,使用抛光剂,用氧化铁(红粉)或氧化铈(白粉)为磨料,操作者可以随时检验光洁度,检验时将镜片边擦边转动,光洁度不合适时继续抛光,直至自检合格为止。
6.拆胶 也称下盘,当透镜抛光检验满意后,将胶盘或金属盘整个浸入冷水中,用木锤轻敲镜片脱离胶盘。完全磨好透镜的一个面后,重复各道工序再研磨透镜的另一面。
注意:柱镜的研磨工作步骤和前面所叙述的相同,只是毛坯和研磨工具不能像研磨球面那样自由旋转,毛坯的运动应限于两个主要方向内。
(二)光学树脂眼镜片的注射成型
光学树脂片采用注塑成型,其工艺流程如下:准备,注塑成型,退火处理,表面硬化(图3-5)。
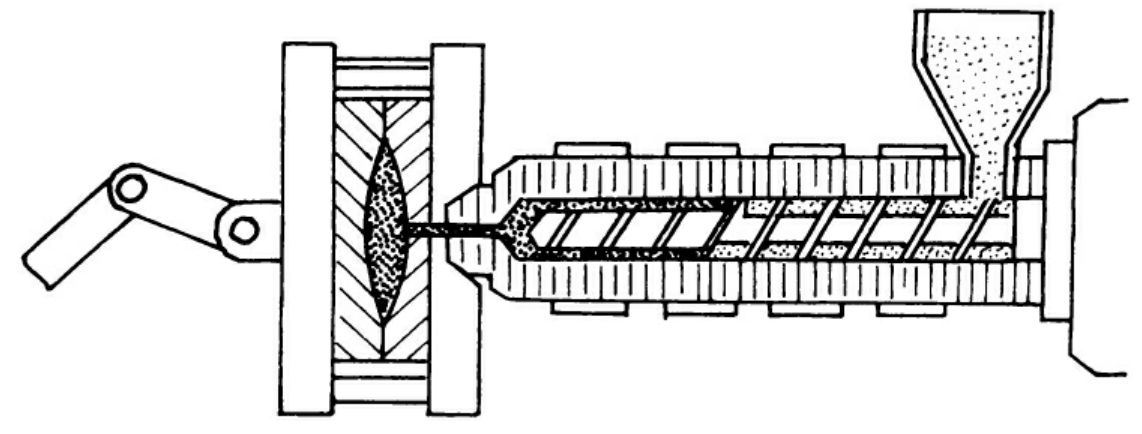
图3-5 注塑成型
1.准备
(1)磨具 采用玻璃或金属材料,其模腔即为所要求的光学零件的尺寸,腔壁要很光滑,直浇口易于注满模腔。
(2)材料 常用光学塑料有聚甲丙烯酸甲酯(PMMA)、聚苯乙烯(PS)、聚碳酸酯(PC)、烯丙基二甘醇碳酸酯(CR-39)等,在使用前需经过干燥处理,以免注射成型时起气泡,影响镜片质量。
2.注射成型 在塑料注射机上将加热溶化的塑料注射到模腔中,或用手工注射器将液体注射到模腔中。注射成型要控制好温度、压力、时间,自注射后,液体塑料在模腔内逐步凝固成固体,硬化后再进行脱模,去掉浇口,再作后处理。
3.退火处理 为了消除光学塑料在注射成型过程中存在的残余应力,工件须进行退火处理,退火温度及退火时间按光学镜片材料及尺寸情况而定。
4.表面硬化 为了提高光学树脂镜片的表面硬度,需涂覆耐磨层。某些有机硅涂料,可以提高眼镜的表面硬度。
5.镀膜
(1)真空镀膜 眼镜片的镀膜工艺设备为真空镀膜机,利用真空条件下,加热金属或介质(如金、银、铝、氧化镁、硫化锌等)达到一定温度时,被加热的金属或介质分子从本体溢出而成蒸汽,蒸发的分子均匀的射向四面八方,凝聚在被镀的零件上,就形成了所需的膜层。
(2)化学镀膜 用化学反应方法,在光学镜片表面获得膜层。如用酸蚀法镀增透膜,用还原法镀反射膜。
硅酸乙酯镀增透膜,把光学镜片固定在主轴上,转动,然后滴上硅酸乙酯溶液,由于离心作用,零件表面生成一层正硅酸膜,该膜层使反射系数由原来的4.21%降至1.51%。显然增加了镜片的透光率,多层镀膜的效果更好。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











