



12.5.5 管件生产管理
管件制造进度计划编制应根据产品总进度计划的要求进行,必须与全船的船体建造、舾装和涂装一体化计划保持一致。每个产品的管件制造计划应分别根据分段舾装、单元舾装和船上舾装的不同工艺阶段进行编制。工作负荷由舾装施工计划对管件的需求量来决定,而不考虑管子车间和工作任务的积压情况。在这种情况下,车间工作必须与车间分包商的实际能力相适应,以编制有效的管件族生产计划。管件制造计划编制的关键在于掌握标准日程,即决定管件制造的起讫时间,包括生产准备、制造、托盘集配和发送时间,根据标准日程,可推算各管件族的具体开工日期。
12.5.5.1 计划管理和组织体制
1)计划管理
为了实现管子加工工场高效生产,必须完善和加强包括管材及配件的信息管理。而支撑整个加工计划的制订和有效运行及实现,就是依靠各船舶产品有关管件的加工数据。管件加工计划的编制,主要根据船舶产品建造进度的要求进行,以确保管件加工根据舾装进度要求按时完成,为实现壳、舾、涂一体化建造创造条件。按照成组技术的短循环期流通量控制法、制订管件加工计划,按区域/类型/阶段的管件加工的标准日程为依据,以舾装托盘的安装日期进行确定,保证同一时期安装的各族管件同时完成。按船舶建造节点和工艺建造特性分为长计划、中计划、周计划,按照各种计划节点,安排和控制管件加工的进度。各类船舶产品各单元(或各区域托盘)负荷的均衡性,各单元(或各区域托盘)加工批量的建立,是依靠设计部门设计生成以零件图的所有有关数据信息为依据,经计算机处理后确定。各单元(或各区域托盘)加工批量的总和即为一条生产线生产计划。生产线生产计划由计算机处理后,以各类清单和格式输出,作为生产准备的主要依据。根据这个依据,及时做好管材及附件的供应计划。
(1)长期计划。应当以今后6个月左右预计所需管件或工时的总量为基础确定设备调整、人员配备和分包方针。在有些情况下,要求根据预估需求来直接保留分包商的相应生产能力。
(2)中期计划。中期计划的依据是对今后2个月管件需求量所作的计算机辅助分析,按每一管件族的工艺流程分别编制计划,力求建立典型的作业批量,使各道工序的作业较为均匀。
(3)周计划。由中期计划得出的进度表是计算机生成周计划的基础,通过计算各管件在各道工序所需工时,查实各工位的生产负荷,然后加以综合平衡确定每周的计划。此外,还应考虑遗失、损坏、修改等原因所需增补的紧急工作,这些紧急工作也需纳入计算机生成的周计划中。
2)组织体制
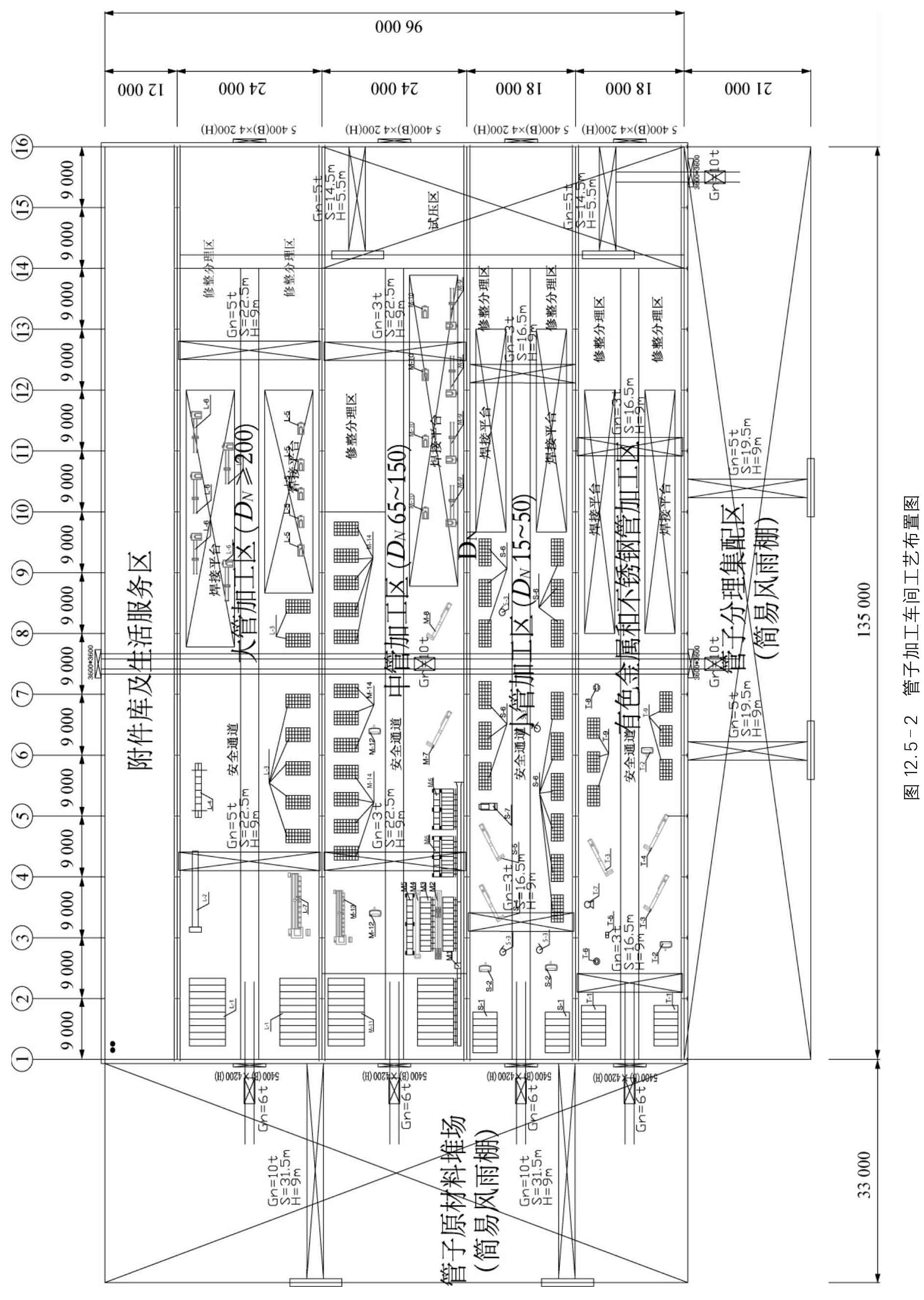
管件加工管理的劳动组织和管理体制,应按成组单元和各工艺流程的设置要求以及按短循环期流通量控制法的特征来建立,以充分发挥成组技术管理管件加工系统的高效生产能力和综合经济效益。根据成组技术的组织生产原则,建立由作业区作业长全面负责,具体职能机构分头从事技术和生产管理工作,操作人员按工位要求定岗作业的组织体制。在作业区作业长直接领导下的作业班组按成组单元划分来建立,操作者按工位要求设置。图12.5-3为管子加工作业区管理组织。
12.5.5.2 物资供应及成品管件配送管理
1)物资供应配送管理
由于生产线的组织模式与传统手工加工生产组织模式不同,而生产线加工管子是采用批量加工方式,所以对管子材料和管子附件须及时供应。物资供应部门的材料准备必须按生产线的生产要求,保证批量管子加工所需的管材和管附件及时到位,确保管子加工生产线按计划安排生产。图12.5-4为管材及管附件分类配送路线图。
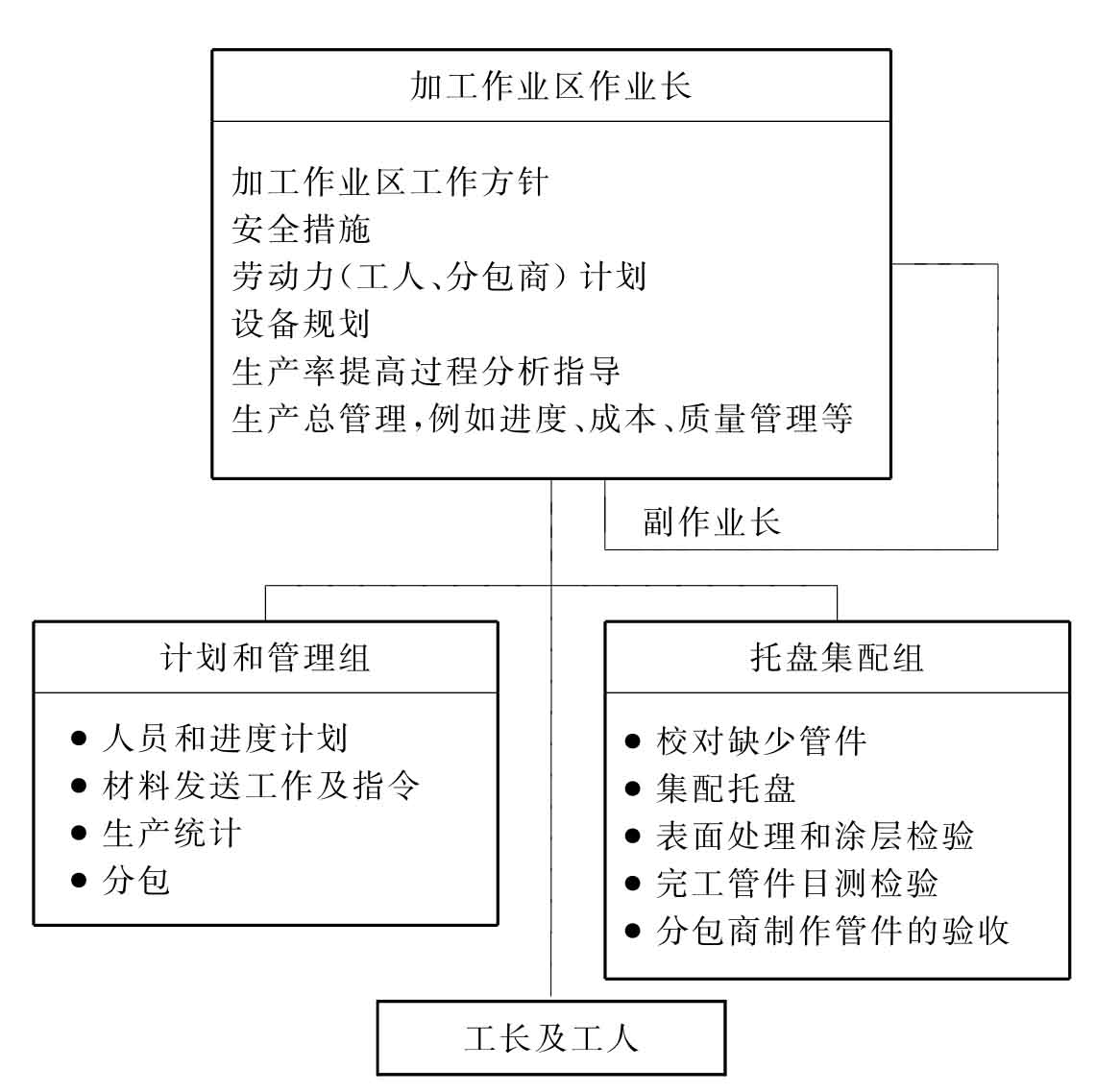
图12.5-3 管子加工作业区管理组织
2)完工管件配送管理
管子加工工场主要承担船舶建造所需求的管件加工任务。所以船舶建造计划部门应向管子加工计划部门提供年度舾装工程计划、三个月的舾装托盘滚动计划、月度舾装托盘需求计划、周舾装托盘配送计划。管件配送计划与需求单位的舾装进度计划有密切关系,管子加工部门按造船舾装托盘计划,安排完工管件的集托存放,然后根据造船舾装工程部门的管件托盘出库计划,进行出库安排。向舾装工程部门进行管件托盘交接时,应提供交付托盘清单。同时,提供因欠缺管材或管附件原因而未完成加工的管件清单,并订出欠缺管件交接时间。而舾装部门也应及时做好验收反馈意见,以便补充加工欠缺管件。图12.5-5为完工管件配送路线图。
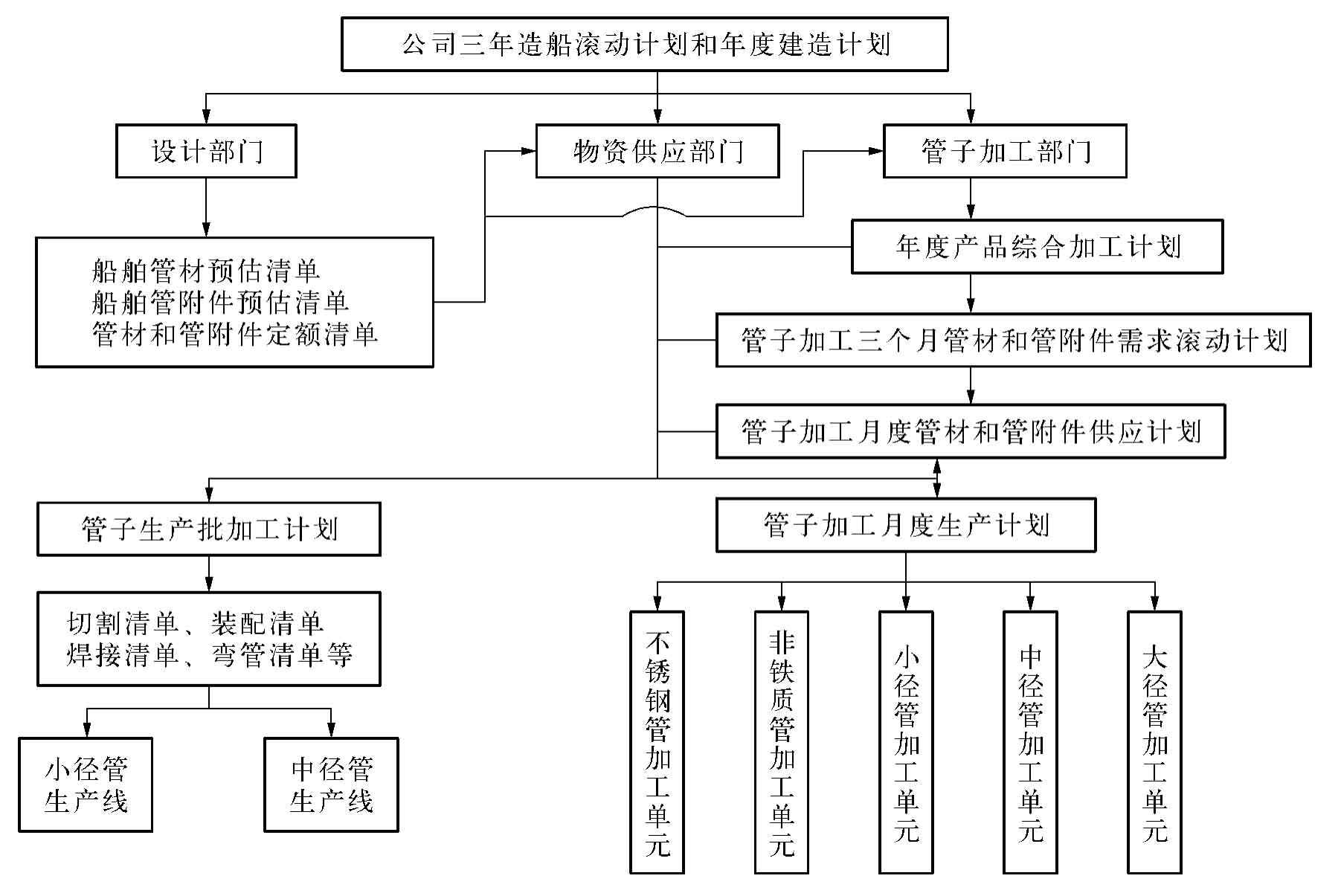
图12.5-4 管材及管附件分类配送路线图
图12.5-5 完工管件配送路线图
12.5.5.3 管件生产的信息化管理
基于成组技术的大规模管件加工,由人工方式实施管理很难达到管理目标。只有将计算机信息技术引入管件加工过程中,在整个管系工程范围内构建管件加工信息化管理平台,采用统一的数据管理模块,对整个的设计数据、加工数据、资源信息、加工状态统一集中处理,提供高效的查询、分析手段,才能彻底解决基于成组技术应用的管件加工过程中的问题。该信息化管理平台的作用:
(1)将数据统一存放、处理,保证在包括生产准备、计划制订、生产加工、完工提交等阶段的整个管件加工过程中数据的一致性、实时性和共享性。
(2)为基于成组技术的管件制造托盘分解提供简单方便的操作界面。
(3)提供简单方便的计划制订界面,帮助相关管理人员在制订计划时方便地获知充足相关信息,例如管件数、管件族分类情况、管件加工估计用时等,为制订科学有效的生产计划提供依据。
(4)准确掌握物料库存情况,并基于制订的计划作出库存量的报警信息。保证物料管理人员提前获知潜在的库存风险。
(5)实现对管件加工阶段状态的跟踪,及时了解车间加工情况,从而达到基于加工情况及时作出加工计划的调整和管理。
管子加工车间信息管理系统包括加工工艺计算、资源管理、计划管理、物料管理、库存管理、加工管理六大功能模块(如图12.5-6所示):
(1)工艺计算模块。该模块用于将管件的设计数据从设计模型中抽取出来,并通过计算获得管件的加工工艺数据,并导入本软件系统中。
(2)资源管理模块。该模块用于对设备资源、工位管理。维护工厂设备信息,工位加工能力。
(3)计划管理模块。该模块为本系统的关键模块之一,主要负责计划的制订与修改。
考虑到工厂加工实际情况与计划可能出现不一致情况,以及应急出现的加工计划,系统中设计了计划调整管理和应急计划管理子模块。
(4)物料管理模块。该模块用于管理物料,具体功能包括物料中材料标准管理、物料分解和毛料管子套料。
(5)库存管理模块。该模块用于管理库存,具有库存信息查询、物料入库管理、物料出库管理以及库存不足预警功能。其中库存不足预警是通过对计划管理模块中排定的大计划进行预估用料分析,提前告知库存管理人员可能发生的物料库存量不足情况。
(6)加工管理模块。该模块用于完成工位加工的管理。该模块中,工位操作人员通过条码扫描技术完成对加工管件的加工状态采集与反馈。管理人员通过加工状态监控界面及时获知具体的加工状态并同时可以获得加工情况汇总信息。同时,对已开工管件的改单处理也将在该模块完成。
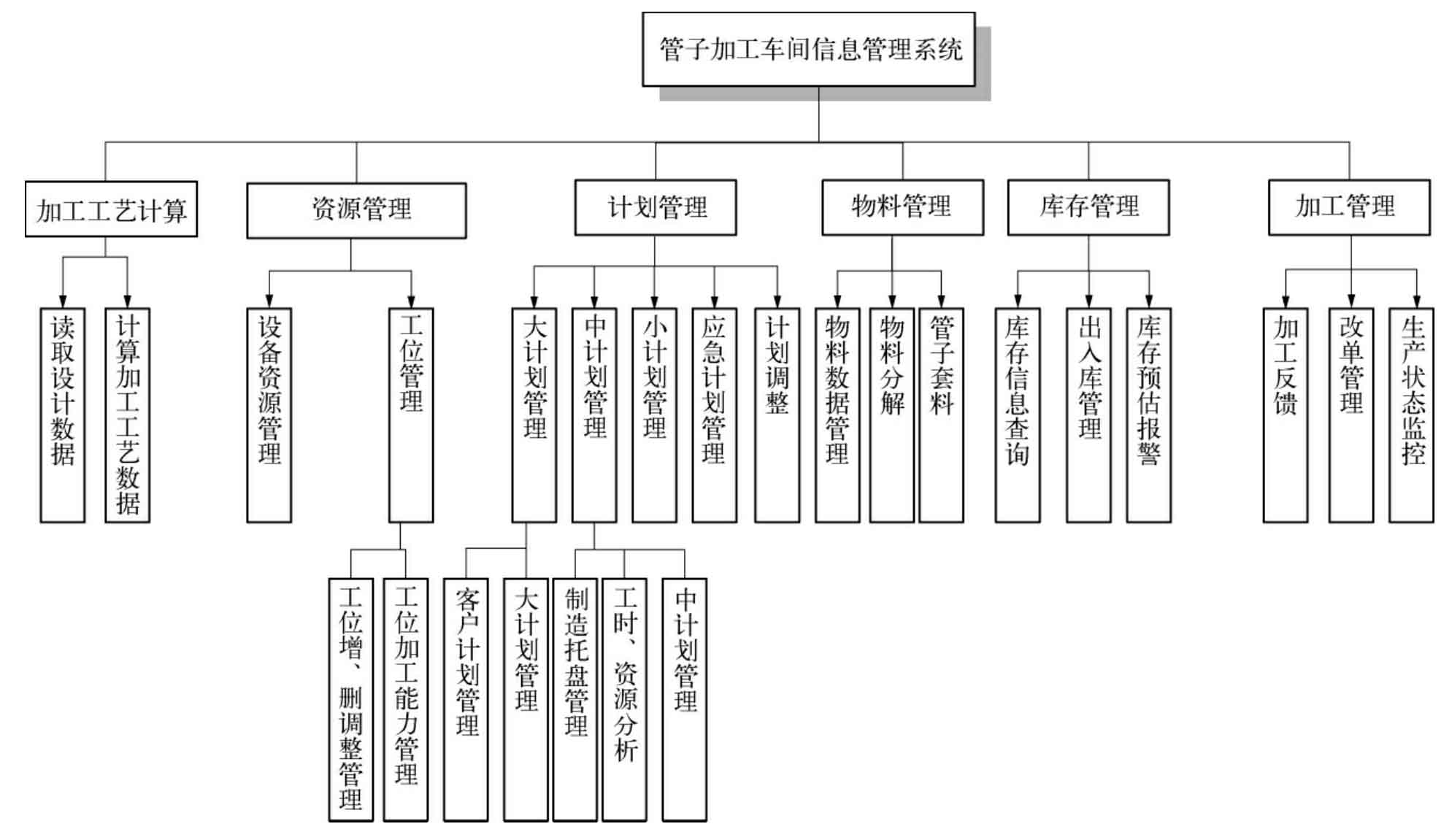
图12.5-6 管子加工车间信息管理系统
成组技术管件制造生产系统的建立和实施,一定要结合本厂实际情况,根据生产纲领产品,首先开展对管件族、工艺流程、管系设计工艺、加工编码、组织体制和计算机管理软件等方面进行研究,根据研究结论,才能确定实施方案。实施该项目技术,并非一定要新建管子车间和建立管子加工生产线。不论管子车间是手工操作还是自动化生产、管件族制造法都是组织生产的基本原理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。









