



8.2.2 部件装配基准
8.2.2.1 部件装配基准线
部件在装配过程中,首先要在零件上划出相互组合时的位置线,以及各种施工基准线,作为下道工序的作业基准。部件装配基准线是根据部件的不同类型和特征来设定的。常见的有以下四种类型。
1)构件厚度定位理论基准线(简称理论线)
部件安装基准线是根据船体理论线标准来确定的。由于理论线的设置方法与船体建造方法、技术措施和工厂惯例等因素有关,目前,还没有统一的规定,各厂都有自己特殊的理论线设置方法,因此,施工划线是根据每一分段的工作图上注明的理论线和厚度方向来施工的,如图8.2-2所示的加强筋基准线。
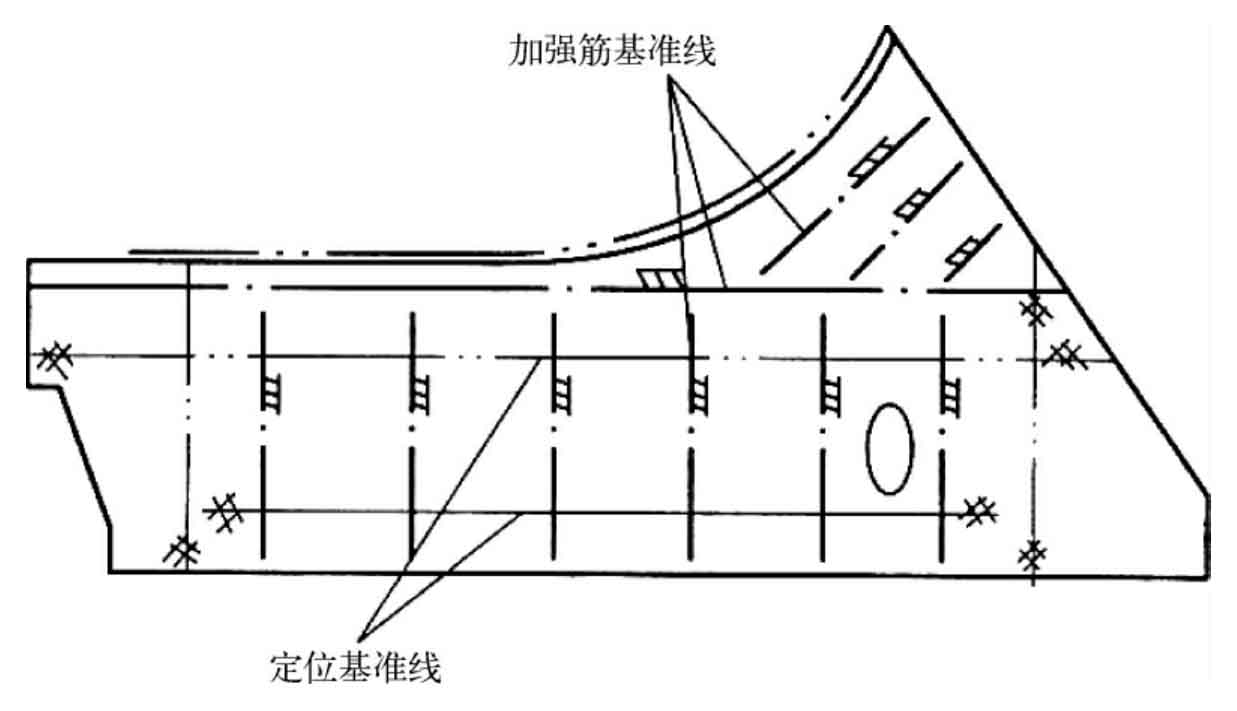
图8.2-2 部件上的基准线图
2)构件定位基准线
如肋板加强筋零件其端部处的定位线,控制构件高度方向的位置。
3)构件外形定型基准线
部件的装焊成形和装配焊接后的变形校正工作都必须依靠定型基准线。长度大于1 500mm,长宽比大于3的部件,必须设置定型基准线。这就需要将部件零件在未装焊前预先划上线,作为校正检验的依据。通常利用水线和直剖线为好,但是应该使基准线贯通于整个部件的全长,对于有较大纵横向线型的部件,可以采用斜直线。如图8.2-3所示。
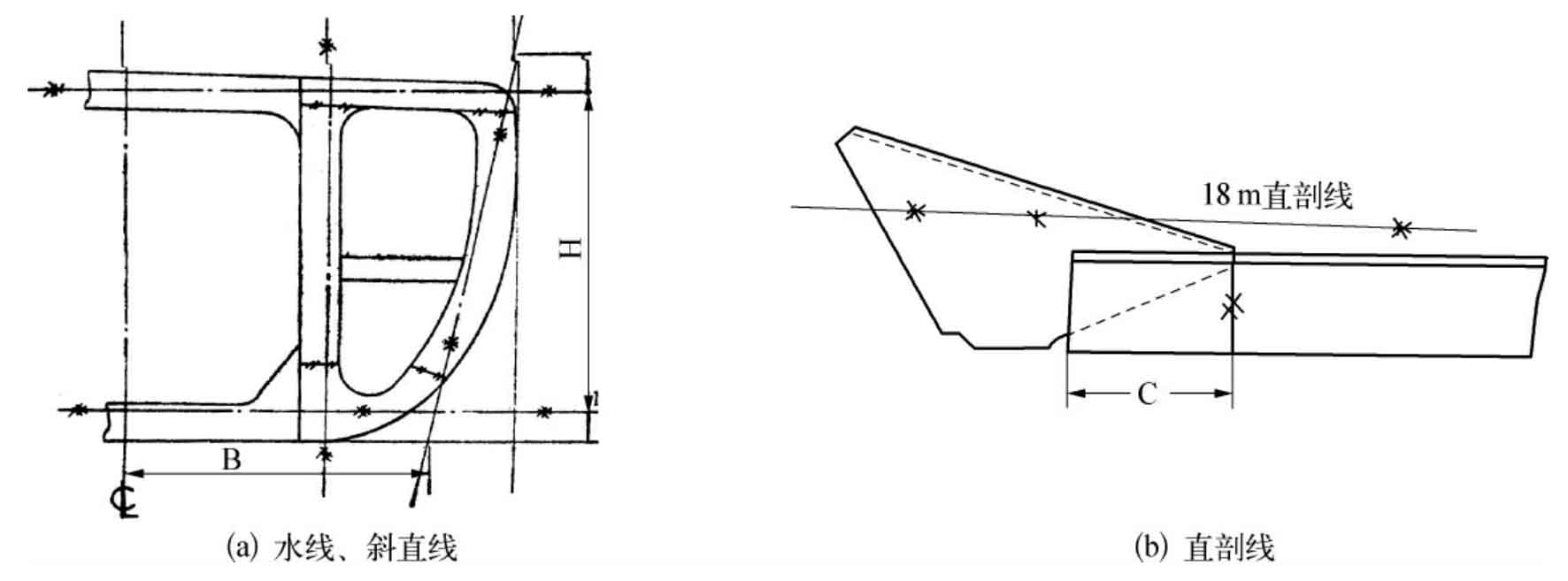
图8.2-3 定型基准线图
4)角度定位基准线
在艏艉线型变化区域的部件,加强筋、肘板等零件在母材构件上安装,当需要装成锐角或钝角时,母材构件在理论线上的一侧应标上锐角记号和角度数值,作为零件部装的依据。
部件装配质量的优劣,主要取决于划线质量的优劣。在现代化造船中,部件零件的数控切割和零件上的基准等划线作业,均由数控切割机一次完成。
8.2.2.2 部件装配基准面
零件和装配平台(胎架)相接触的面称为装配基准面。由于部件形式不同,零件又多,在装配过程中,部件装配基准面的确定,要结合实际情况。通常,装配基准面可按下列原则选择:
(1)部件的外形有平面也有曲面时,应以平面作为装配基准面;
(2)在部件上有若干个平面的情况下,应选择较大的平面作为装配基准面;
(3)根据部件的用途,选择最重要的面作为装配基准面;
(4)选择的装配基准面要使装配过程中最便于对零部件定位和夹紧;
(5)装配中常常不止一个面可作为装配基准面,应按实际情况确定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










