



二、火焰矫正时的加热位置与方式
1.加热位置、火焰热量与矫正的关系
火焰矫正的效果,取决于火焰加热的位置和火焰的热量。不同的加热位置可以矫正不同方向的变形,加热位置应选择在金属较长的部位,即材料弯曲部分的外侧。如果加热位置选择错误,不但不能起到应有的矫正效果,而且会产生新的变形,与原有的变形叠加,变形将更大。
用不同的火焰热量加热,可以获得不同的矫正变形的能力。若火焰的热量不足,就会延长加热时间,使受热范围扩大,这样不易矫平,所以,加热速度越快、热量越大,矫正能力也越强,矫正的变形量也越大。
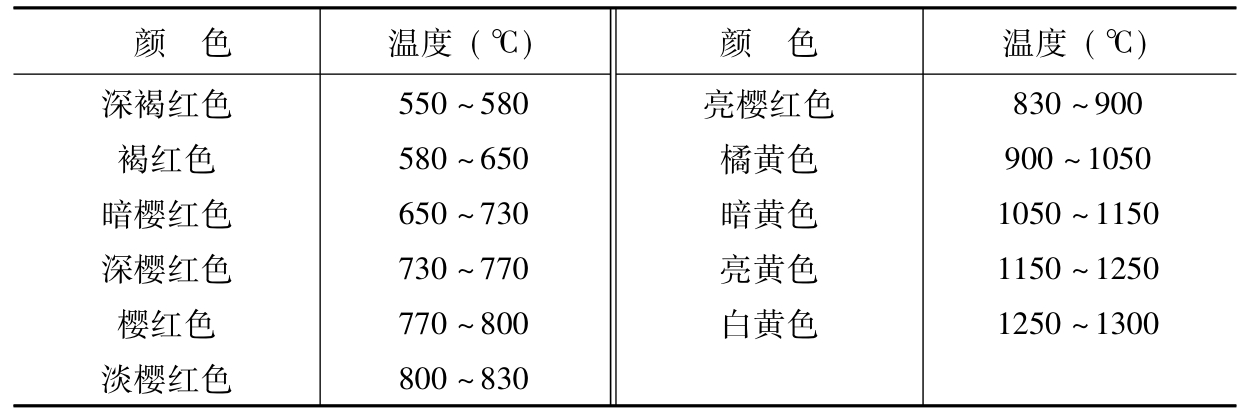
低碳钢和普通低合金结构钢火焰矫正时,常采用600~800℃的加热温度。一般加热温度不宜超过850℃,以免金属在加热时过热,但也不能过低,温度过低时矫正效率不高。在实际操作中,凭钢材的颜色来判断加热温度的高低。加热过程中,钢材的颜色变化所表示的温度见表5-2。
表5-2 钢材表面颜色及相应温度(暗处观察)
2.加热方式
加热方式有点状加热、线状加热和三角形加热。
①加热的区域为一定直径的圆圈状的点,称为点状加热。根据钢材的变形情况,可以加热一个点和多个点。多点加热常用梅花式,如图5-29(a)所示,各点直径d:对厚板加热时,要适当大些,薄板要小些,一般不应小于15mm。

图5-29 加热方式
②加热时火焰沿直线方向移动或同时在宽度方向做一定的横向摆动,称为线状加热,如图5-29(b)所示。加热方式有直通加热、链状加热和带状加热三种。
加热线的横向收缩一般大于纵向收缩,其收缩量随着加热线宽度的增加而增加,加热线宽度一般为钢材厚度的0.5~2倍。线状加热一般用于变形较大的结构。
③加热区域呈三角形的称为三角形加热。如图5-29(c)所示。由于加热面积较大,所以收缩量比较大且由于沿三角形高度方向的加热宽度不等,所以,收缩量也不等,因而常用于刚性较大构件弯曲变形的矫正。
在实际矫正操作中,常在加热后用水急冷加热区,以加速金属的收缩,提高矫正的效率。它与单纯的火焰矫正法相比,效率可提高3倍以上,这种方法又称为水火矫正法。水火矫正有一定的局限性。当矫正厚度为2mm的低碳钢板时,加热温度一般不超过600℃,此时水火之间的距离应靠得近些。当矫正厚度为4~6mm的钢板时,加热温度应取600~800℃,水火之间的距离为25~30mm。当矫正厚度大于8mm钢板时,为考虑急冷时会造成较大的应力,所以,一般不采用水冷。当矫正具有淬硬倾向材料的钢板时,如普通低合金钢板,应把水火距离拉得大些。对淬硬倾向较大的材料,如12钼铝钒钢,则不能采用水火矫正法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











