



十一、药芯焊丝CO2电弧焊
1.焊接规范参数选择
(1)焊丝直径。
药芯焊丝的直径通常有1.2mm、1.4mm、1.6mm、2.0mm、2.4mm、2.8mm、3.2mm等几种。焊丝直径根据板厚来选择,焊丝直径随着板厚的增大而适当增大。
(2)焊接电流及电弧电压。
药芯焊丝CO2气体保护焊可采用较大的焊接电流,电弧电压要与焊接电流适当配合。由于药芯中含有稳弧剂,与实心焊丝CO2气体保护焊相比,同样的焊接电流下,药芯焊丝的电弧电压可适当减小。采用纯CO2作为保护气体时,药芯焊丝要求的电弧电压为25~35V,焊接电流为200~700A。
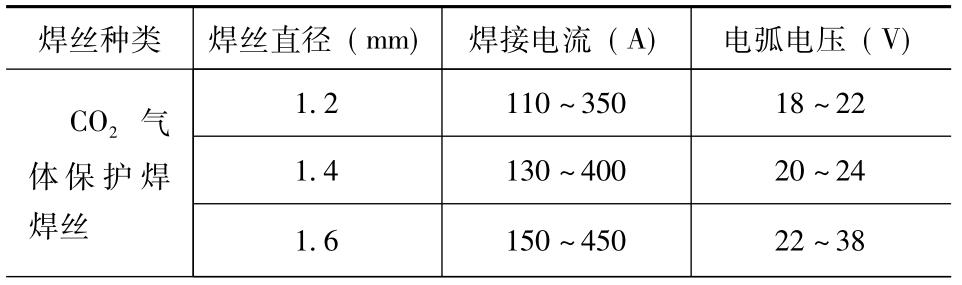
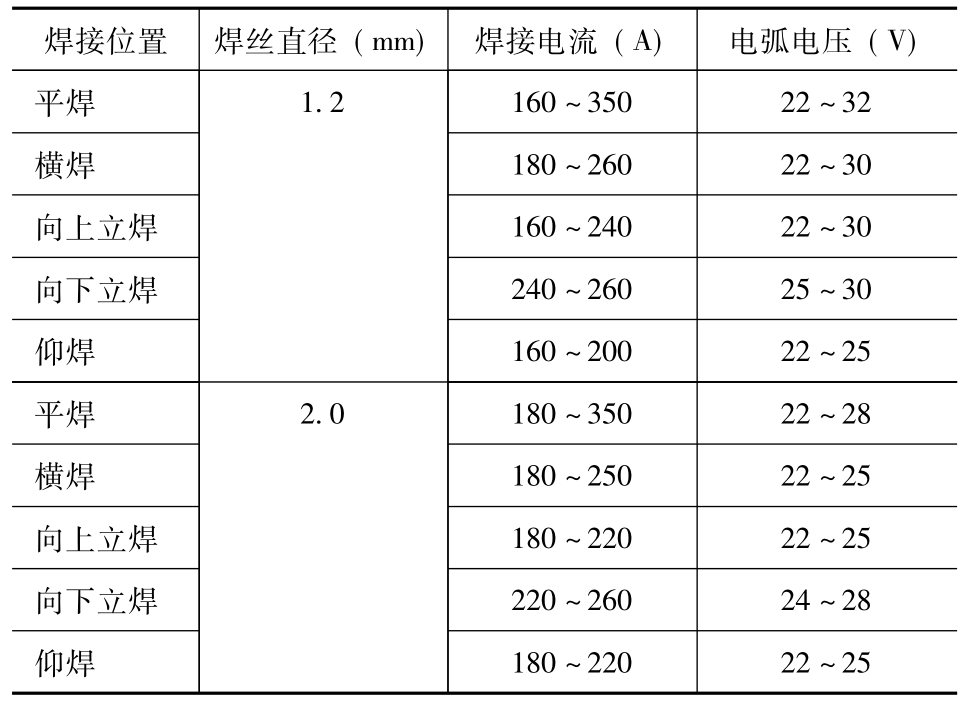
药芯焊丝气体保护焊中,焊接电流、电弧电压对焊缝几何形状(熔宽、熔深)的影响与实心焊丝基本一致。不同直径药芯焊丝常用的焊接电流、电弧电压范围见表4-33。采用药芯焊丝CO2气体保护焊在不同位置焊接中厚板时常用的焊接电流、电弧电压范围见表4-34。
表4-33 药芯焊丝的焊接电流和电弧电压范围
续表

表4-34 焊丝在不同位置焊接的焊接电流和电弧电压范围
(3)伸出长度。
药芯焊丝CO2气体保护焊的焊丝伸出长度一般为15~25mm。焊接电流较小时,焊丝伸出长度小,电流增加时,焊丝伸出长度适当增加。采用直径1.6mm的药芯焊丝CO2气体保护焊时,焊接电流250A以下时焊丝伸出长度为1~20mm,250A以上时为20~25mm。改变焊丝伸出长度对焊接工艺性有一定的影响。焊丝伸出长度过大时,熔深变浅,气体保护效果下降,产生气孔;焊丝伸出长度过小时,长时间焊接后,飞溅物易于黏附在喷嘴上,扰乱保护气流,影响保护效果,也是产生气孔的原因之一。
(4)焊接速度。
焊接电流和电弧电压确定后,焊接速度不仅对焊缝几何形状产生影响,而且对焊接质量也有影响。药芯焊丝半自动焊接时,焊接速度通常在30~50cm/min范围内。焊接速度过快,会导致熔渣覆盖不均匀,焊缝成形变坏。在有漆层或有污染表面的钢板上焊接时,焊接速度过快,还易产生气孔。焊接速度过小容易导致熔合不良等缺陷的产生。药芯焊丝全自动焊时,焊接速度可达100cm/min以上。低碳钢药芯焊丝CO2气体保护焊的工艺参数见表4-35。
表4-35 低碳钢药芯焊丝CO2气体保护焊的工艺参数

续表

(5)坡口角度。
药芯焊丝CO2气体保护焊对焊接接头的准备有较高的要求。气割和等离子弧切割后的挂渣必须彻底清除。坡口角度可以选择比焊条、实心焊丝小10°~20°。
2.焊接操作
与实心焊丝CO2气体保护焊相似,药芯焊丝CO2半自动焊时,焊枪所处的位置(或焊丝的角度)及其运动均由手工操作。
药芯焊丝CO2气体保护焊也分前倾焊法和后倾焊法,前者可获得较大熔深和稍高的焊缝凸起,可用于中厚板焊接;后倾焊法对焊接薄板有利,因熔深浅、热量输入小,故焊接变形小,焊缝余高不大。在焊接角焊缝时,焊丝指向略偏向水平板可获得相等焊脚尺寸的焊缝,且可防止凹陷。对接焊缝和标准角焊缝在平焊和横焊位置时,焊枪的角度见表4-36。
表4-36 平焊和横焊焊枪的角度

续表

药芯焊丝CO2气体保护焊立焊时有立向上焊和立向下焊两种焊法。立向下焊法一般用于薄板焊接,热量输入小。小直径酸性药芯焊丝(全位置型)常用于立焊,因为具有良好的射流过渡性能。立焊焊枪角度和摆动方法见表4-37。
表4-37 平焊和横焊焊枪的角度和摆动方法

续表

药芯焊丝角焊缝容易实现钢结构搭接接头、T形接头和角接接头的全位置焊接。因药芯焊丝的穿透能力(熔深)较焊条、实心焊丝大,可以选择较小的焊脚尺寸,以减少焊材用量和焊接时间,提高生产效率。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










