



二、焊接坡口和装配
1.焊接坡口
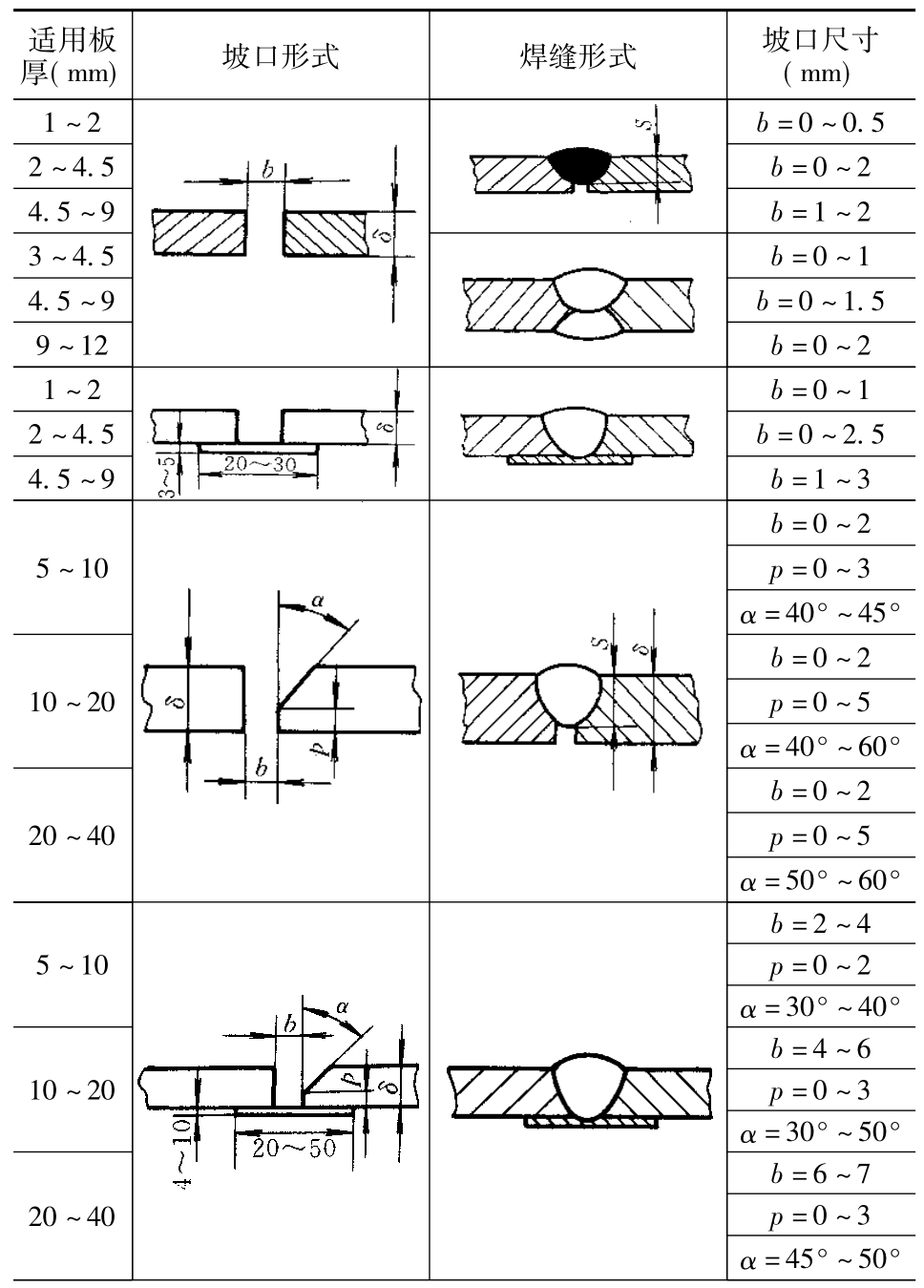
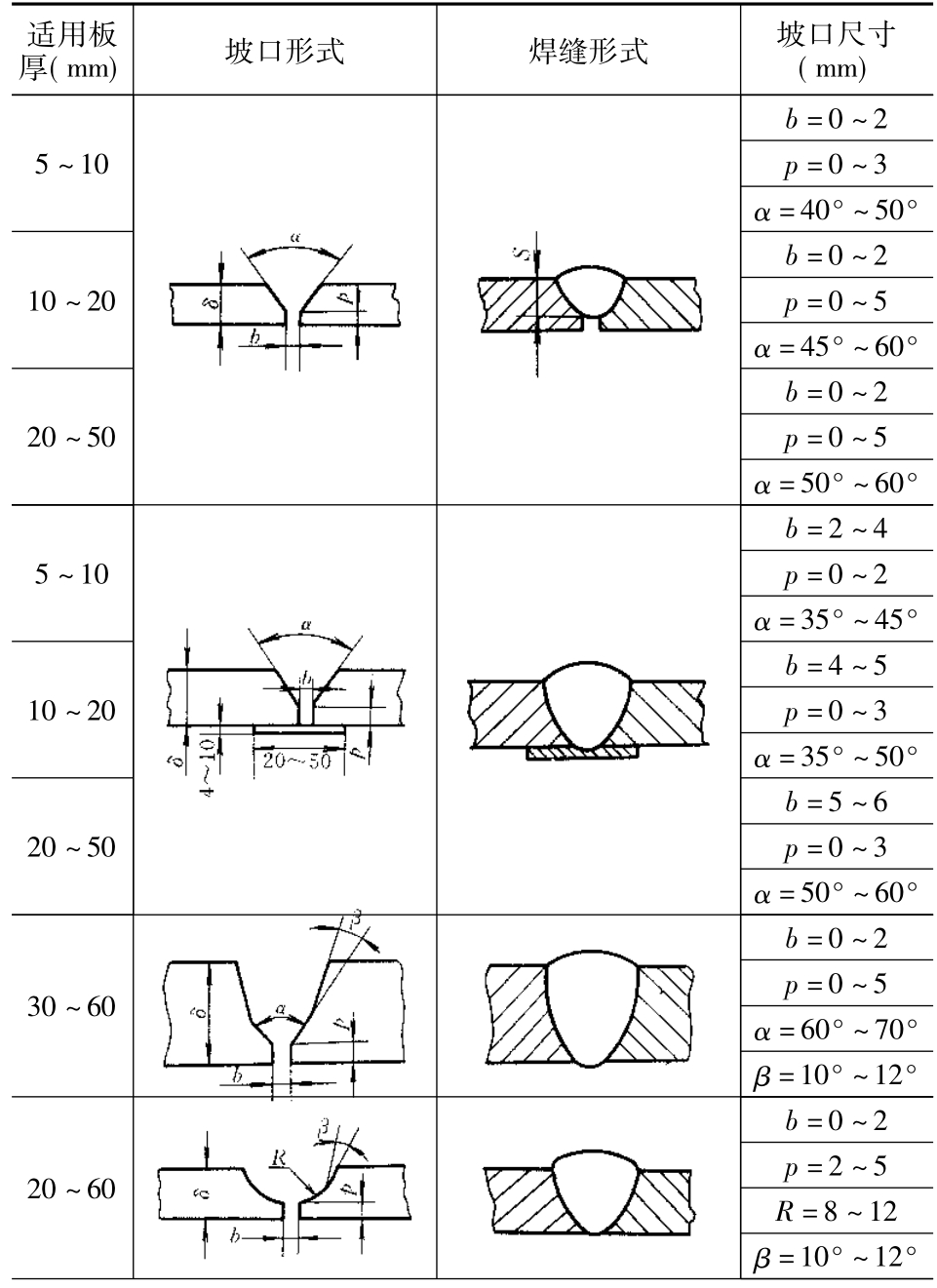
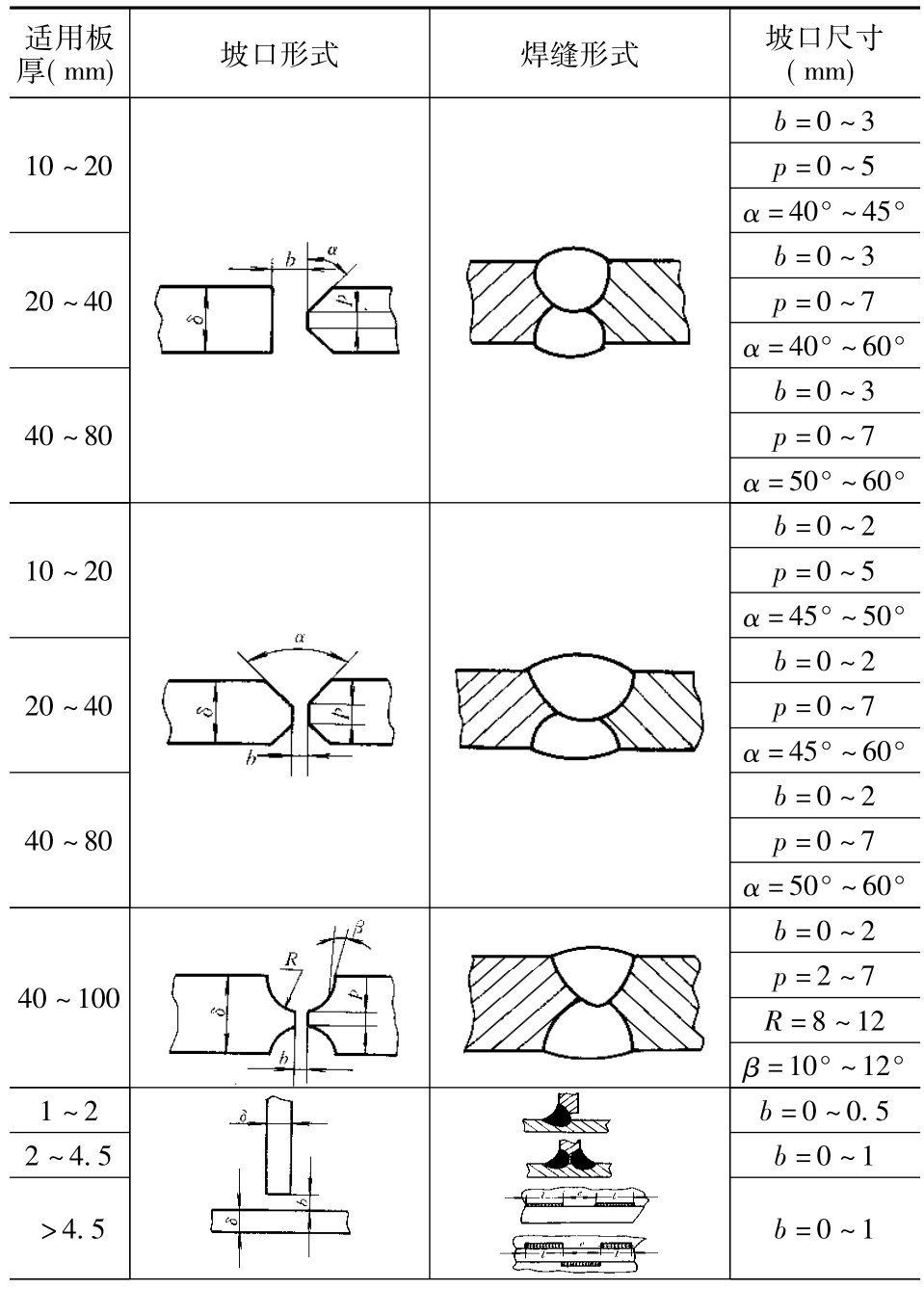
CO2气体保护焊细颗粒过渡时,电弧穿透力强,熔深较大,容易烧穿,所以,对焊前装配质量要求较严格。焊接坡口可开得小一些,钝边可适当大些,接缝间隙一般不能超过2mm。如果用直径1.6mm焊丝,钝边尺寸可扩大到4~6mm,坡口角度可减小到45°左右。短路过渡时熔深浅,不能按细颗粒过渡的规范设计坡口,允许较小的钝边,甚至可以不留钝边。因为这时的熔池较小,搭桥性能良好,间隙大一些也不会烧穿。如果是对接接头,允许间隙为3mm。焊接要求较高时,装配间隙应小于1mm,根部上下错边允许±1mm。CO2气体保护焊推荐使用的坡口形式见表4-26。
表4-26 CO2气体保护焊推荐使用的坡口形式
续表
续表
续表

续表

续表

续表

焊接坡口可以剪切、刨边和气割加工。焊接装配前应仔细清除焊丝及被焊工件坡口附近的油、锈和水分。点固焊缝处应特别注意,该处积水易出现气孔,焊前应用气体火焰预热一下,以便去除水分。为了防锈,许多钢板表面涂有油漆。有影响的油漆要去除,没有影响的涂料(如底漆)可以不去除。
2.焊接装配
装配的目的是防止焊接变形和维持预定的坡口。装配质量对焊接质量有很大的影响,小尺寸的规则零件采用夹具装配,大尺寸的焊接件一般采用点固焊缝进行装配。点固焊缝对焊接质量影响很大,要特别引起重视。
点固方法可以采用接触焊、细丝CO2气体保护焊和优质焊条手工电弧焊,但禁止使用薄药皮焊条,因为易生成气孔。使用焊接夹具时,应注意磁偏吹现象。所以,夹具的材质、形状、位置及焊接方向等均应注意。点固焊缝的位置也很重要,点固焊缝应分布在焊缝的背面。如果不能在焊缝背面点固焊,可焊一段短焊缝,焊接时此处就不要再焊了。点固焊缝的间距根据母材厚度决定,一般在30~150mm范围。点固焊缝的长度一般为10~50mm。组装中定位焊的焊缝长度如图4-141所示。

图4-141 定位焊的焊缝长度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。












