



1.3.5 打印锤技术
撞击打印机都需要打印锤,但行式打印机与点阵打印机的工作机制不同,例如行式打印机通常击打完整的字符产生记录结果,而点阵打印机则通过撞针产生记录点,并在记录点基础上建立字符。因此,两种撞击打印机通常使用不同的打印锤技术,对点阵打印机而言打印锤或许更应该称为撞针。一般来说,行式打印机领域普遍使用两种打印锤技术,分别配置成多级(通常为3级)和单级打印锤,工作效率肯定有差异。
行式打印机采用图1-10所示的多级(三级)打印锤基本设计思想时,衔铁在磁性力的作用下被吸引到固定片上,使固定片上的线圈获得能量,进而在固定片与衔铁间建立起电磁场,只要线圈获得的能量足够,则将形成强度足够的电磁场。在这种电磁场的作用下,衔铁必然压迫推动杆并将推力传递给打印锤,一直到衔铁击打到固定片的顶点为止。在此时间,围绕枢轴转动的打印锤进入自由“飞行”状态,以至于打印锤撞击纸张、色带、打印带和压板组合。由于衔铁传递给推动杆的作用力负担了打印锤库和笨重的电磁驱动器库分离的任务,才使得电磁铁可以加工成更大的质量或体积,而这正是热量耗散所需要的。此外,推动杆也是减轻打印锤重量的因素,以很轻的重量进入“自由”飞行状态。
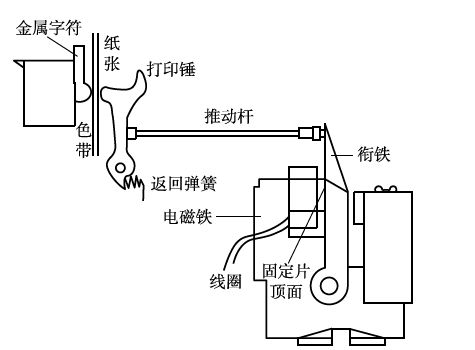
图1-10 多级(三级)打印锤驱动器
如图1-10所示的多级打印锤驱动结构部件排列需要复杂的设计,与单级打印锤驱动结构相比必然增加制造成本。此外,虽然多级打印锤驱动结构的工作效率或许更高,但能量利用率却并不高,打印期间由衔铁产生的动能并没有得到充分的利用,原因在于部分能量消耗在了衔铁撞击固定片的顶面上了。当然,高性能的多级打印锤驱动结构确实存在,例如IBM4248全形字符行式打印机使用的打印锤装置速度达到每分钟3600行。为了获得如此高的速度,设计者采用了重量轻和运转速度高的结构件,打印锤质量和速度分别为0.3kg和每秒钟8m,打印带速度可达每秒19m。
单级打印锤除衔铁的全部重量均能够有效地击打纸张、色带、打印带和压板外,工作方式与多级打印锤驱动相似。单级结构也有缺点,主要表现在靠近撞击区域的打印锤部分重量和靠近电磁铁组合的那部分重量组成相对更大的打印锤重量,与接触时间有关。由此可见,单级打印锤驱动结构仅仅对低速打印机才有效。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










