



8.5.1 铸造工艺结构
复杂零件的毛坯大多是通过铸造得到的。铸件的结构形状应有利于防止出现铸造缺陷。一般的铸造结构有以下几种:
1.拔模斜度
用铸造方法制造零件的毛坯时,为了便于将木模从砂型中取出,一般沿木模拔模的方向作成约1∶20的斜度,叫做拔模斜度。因而铸件上也有相应的斜度,如图8-30(a)所示。这种斜度在图上可以不标注,也可不画出,如图8-30(b)所示。必要时,可在技术要求中注明。
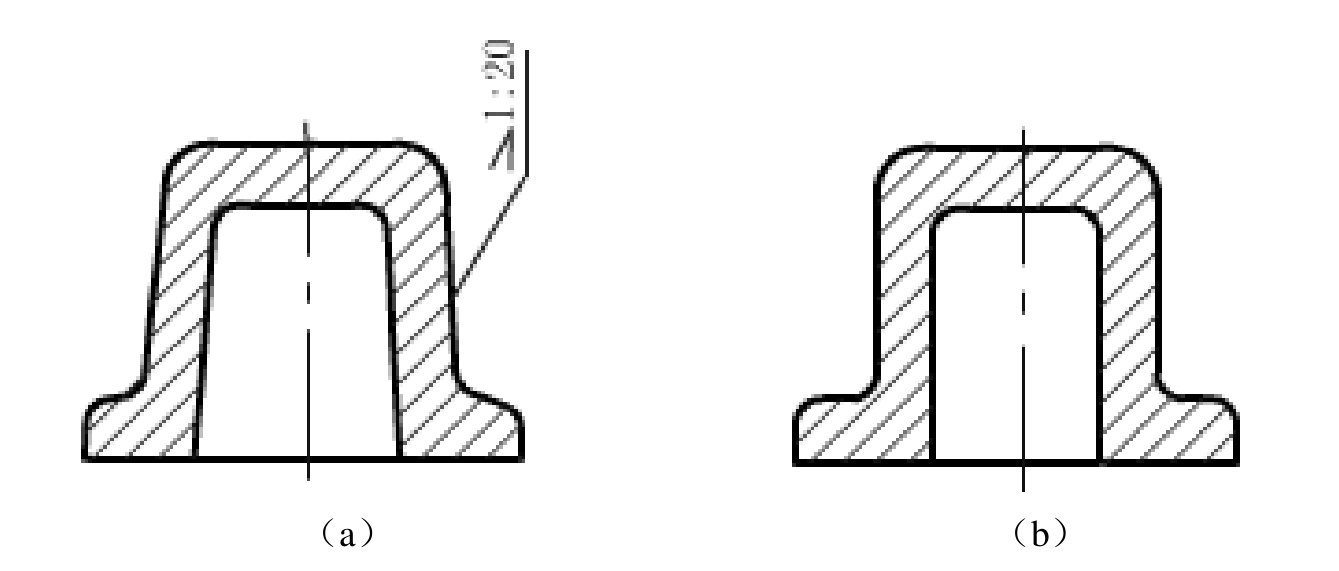
图8-30 拔模斜度
2.铸造圆角
在浇铸毛坯时,为了防止砂型落砂,同时避免铸件在冷却过程中因收缩不均匀而在相邻表面的相交处产生裂纹,应将毛坯的各表面相交处都做成圆角过渡,如图8-31所示,称为铸造圆角。铸造圆角半径大小必须与铸件壁厚相适应,一般为R=3~5mm。若相交表面之一是加工面,则铸件经过切削加工后圆角被切去,则零件图上就应画成尖角,如图8-31所示。
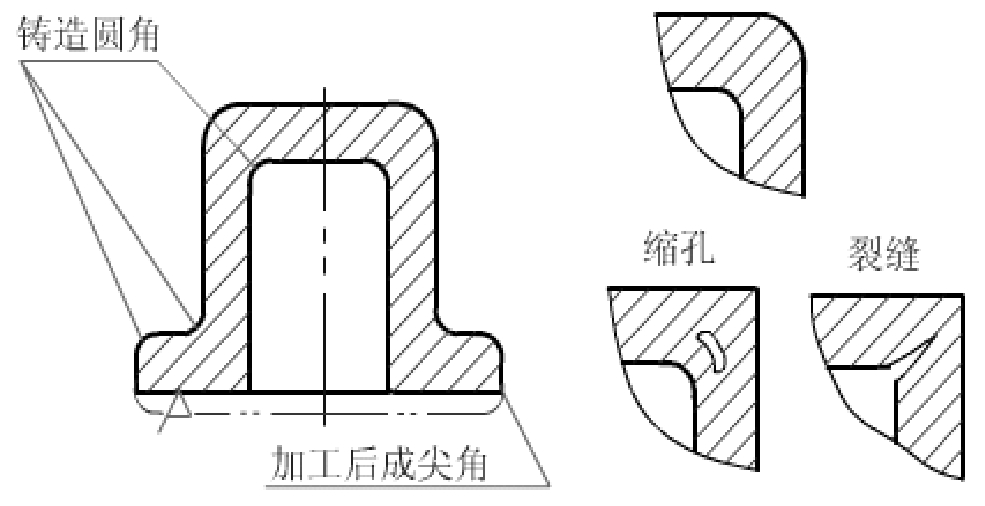
图8-31 铸造圆角
由于零件上铸造圆角的存在,表面相交时产生的相贯线就很不明显,但仍然看得清楚,这种线通常称为过渡线。过渡线画法与相贯线的画法基本相同,只是在表示时有些细小的差别。当两曲面相交时,过渡线与圆角处不接触,应留有少量间隙,图8-32的过渡线可简化为过三个特殊点的圆弧,该圆弧的半径大于圆柱面的半径。
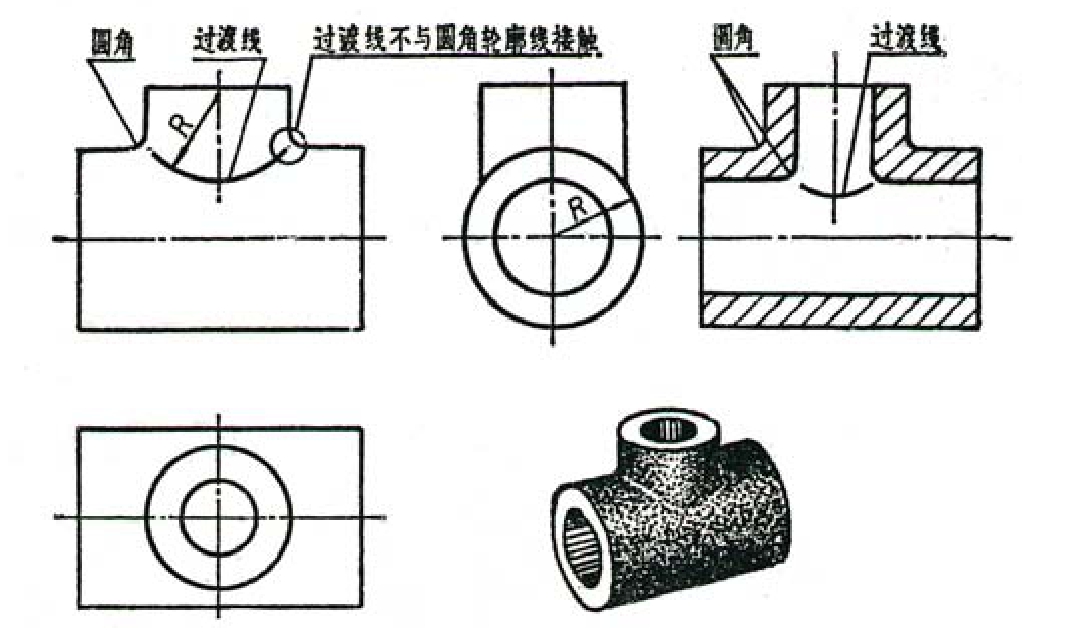
图8-32 两圆柱面的过渡线
当两曲面的轮廓线相切时,过渡线在切点处断开,如图8-33所示。
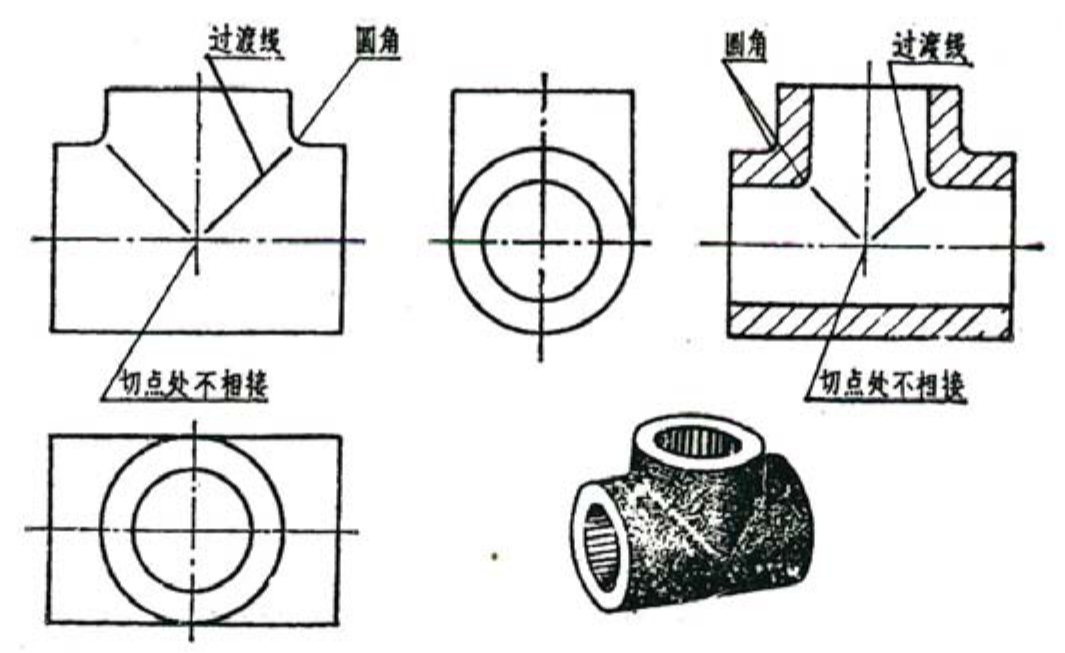
图8-33 两曲面相切的过渡线
3.铸件壁厚
在浇铸零件时,铸件的壁厚应保持大致均匀,或采用渐变的方法,并尽量保持壁厚均匀,壁厚的变化要缓慢过渡,防止铸件冷却时在厚大断面处产生裂纹或缩孔,如图8-34所示。铸件的壁厚尺寸直接标注在零件图上。
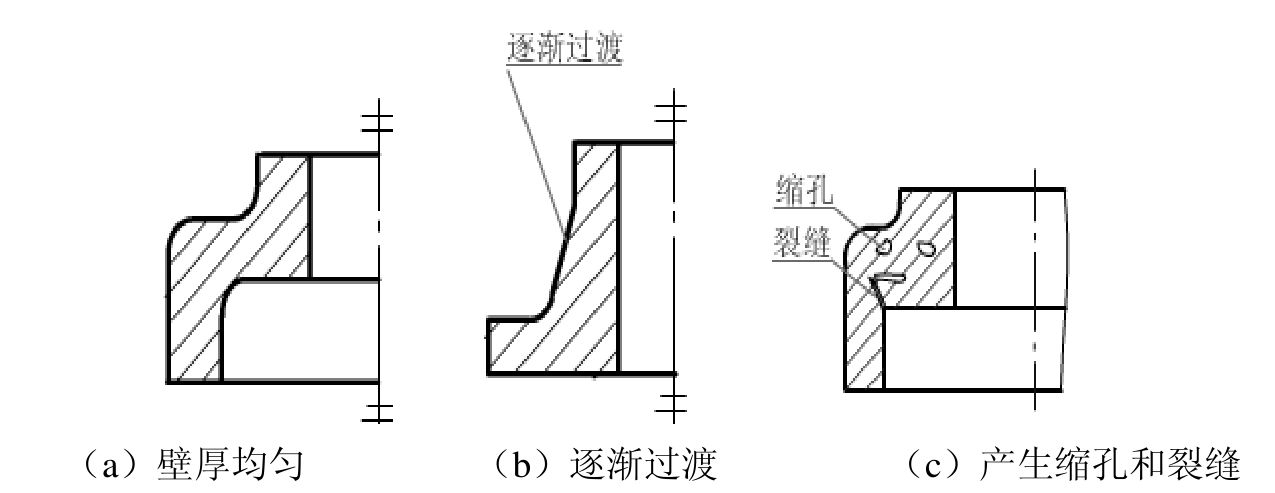
图8-34 铸件壁厚的变化
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











