



【摘要】:电极丝的垂直度校正有时也利用垂直精度较高的校正样块或者直接利用工件的侧面来进行火花校正。方法是:在机床处于弱脉冲供电的状态下,将电极丝靠近校正样块或者工件的两个侧面,如图5-66所示。
5.6.4 电极丝的垂直度校正
在进行没有锥度的垂直切割时,应该对电极丝进行垂直度的校正,以保证对工件的垂直切割加工要求。
电极丝张紧的垂直校正可以利用机床的随机附件校正器来进行。如图5-65所示为一种光电指示垂直度校正器,校正器有两组垂直精度较高的校正工作触点和一个精研磨底面,使用时将校正器的底面擦净,推放到工件或夹具桥板水平面上,将工作电极的正极接到校正器接线柱上,移动工作台,使电极丝逐渐靠近校正器的两个工作触点,只有当电极丝同时接触到上下两个工作触点时,两个指示灯才同时亮,说明电极丝此时是垂直的。
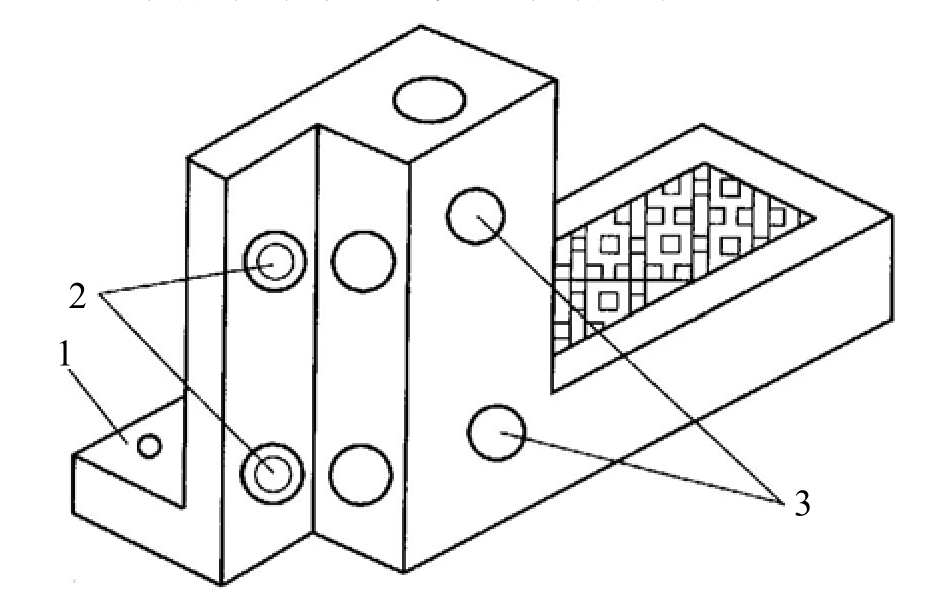
图5-65 垂直度校正仪
1—接线柱 2—工作触点 3—指示灯
电极丝的垂直度校正有时也利用垂直精度较高的校正样块或者直接利用工件的侧面来进行火花校正。方法是:在机床处于弱脉冲供电的状态下,将电极丝靠近校正样块或者工件的两个侧面,如图5-66所示。当电极丝距离工件很接近时,电极丝与工件间会产生火花放电,当电极丝的上下都同时产生火花时,说明电极丝处于与校正样块和工件的垂直侧面上下保持平行,电极丝的垂直度是合格的;否则就需要调整上下导丝架的U、V轴的位置,来使电极丝与工作台的X、Y轴保持垂直。
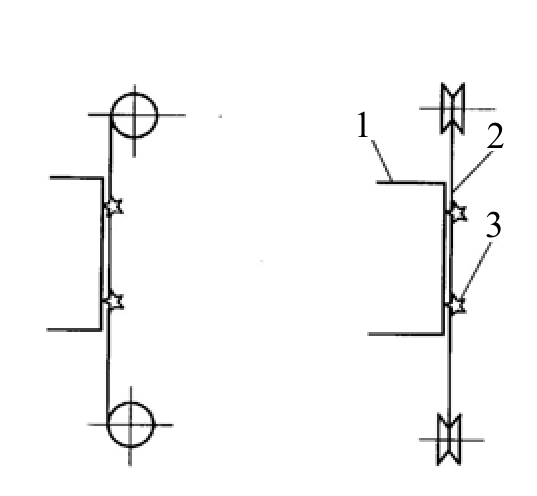
图5-66 电极丝的火花校正法
1—校正样块 2—电极丝 3—电火花
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










