



二、三维加工编程
待加工零件为某快餐盒的凹模,如图7-18所示,要求铣削加工分型面和成形表面。
1.几何造型步骤
步骤1:启动MasterCAM系统。
对于AutoCAD绘制的以*.dxf格式存储的零件图进行转换,并输入到MasterCAM系统中,如图7-19所示。
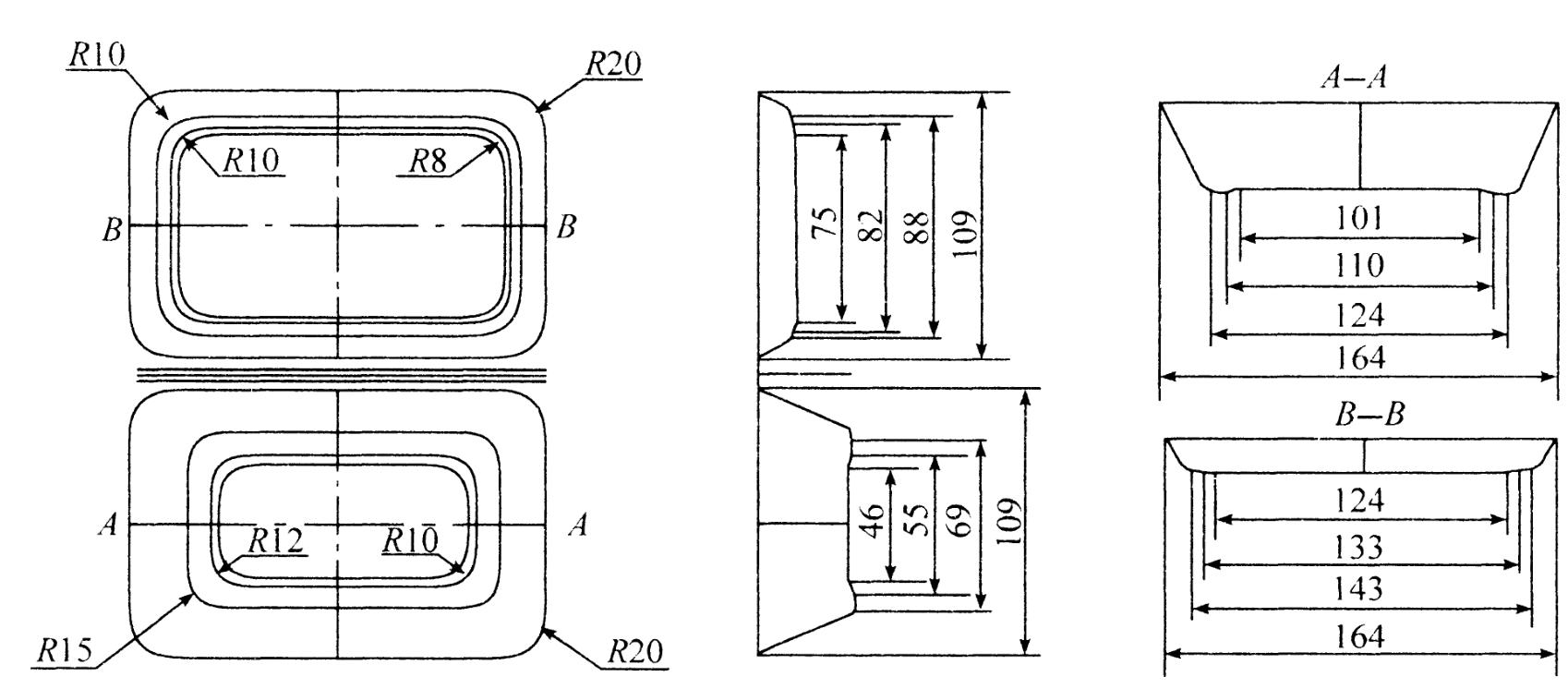
图7-18 快餐盒凹模零件图
步骤2:将构图面(Cplane)改为3D模式,视角(Gview)改为等角视图(Isometric)模式,并按如图7-20所示要求对零件图进行平移和旋转变换,生成零件的线架图。
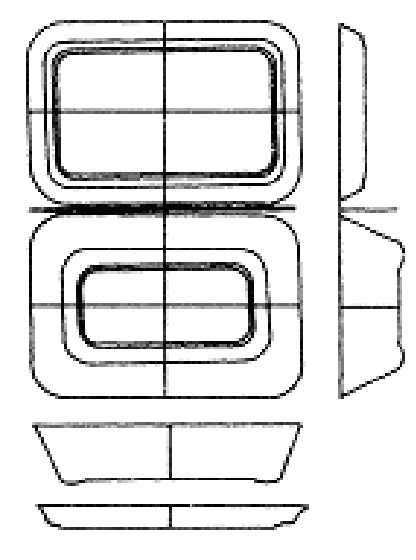
图7-19 *.dxf转换到MasterCAM的零件图
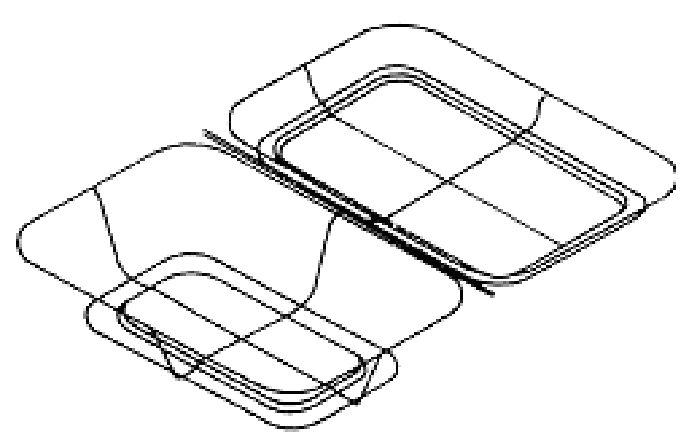
图7-20 平移和旋转后的线架图
(1)选择主功能菜单(MAIN MEUN)→转换(Xform)→平移(Translate),并进行平移操作。
(2)回退(BACK UP)→旋转(Rotate),并进行旋转操作。
步骤3:根据零件的线架模型,选择合适的曲面设计方法,生成模具的型面。在本例中,零件的侧面采用孔斯(Coons)曲面,其余的表面采用扫描(Swept)曲面,如图7-21所示。
步骤4:生成的曲面可以通过着色来检验是否存在缺陷,如图7-22所示。
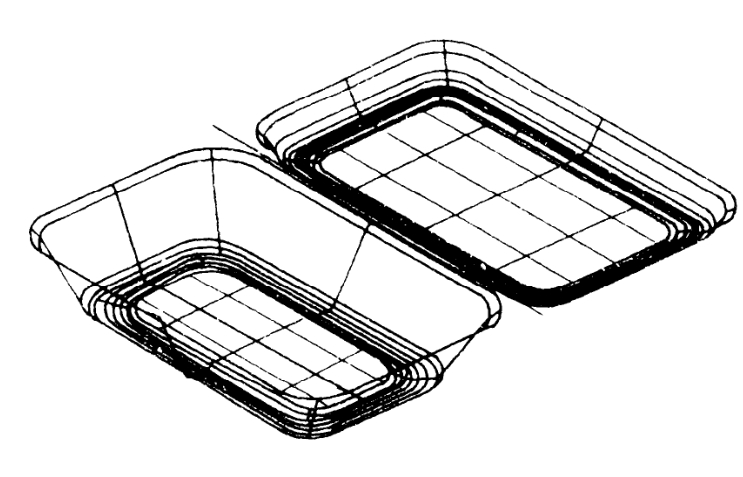
图7-21 零件表面的生成

图7-22 对生成的曲面进行着色检验
选择主功能菜单(MAIN MENU)→绘图(Create)→屏幕(Screen)→曲面着色(Shade),选择所有的曲面进行着色。
2.生成刀具路径
步骤1:启动多重曲面外形铣削功能模块,生成模具型面加工的刀具轨迹。
(1)选择主功能菜单(MAIN MENU) →刀具轨迹(Tool paths) →多重曲面(Multisurf)→精加工(Finish) →外形铣削(Contour);
(2)选择所需要加工的曲面,生成*.nci文档;
(3)选择好待加工表面后,进入多重曲面轮廓精加工参数表。
步骤2:定义多重曲面轮廓精加工参数。
选择数控NC按钮,进入刀具及加工参数页。
步骤3:设定刀具及加工参数。
(1)选择执行(Done)按钮,完成多重曲面轮廓精加工参数的设定,系统自动进行计算,生成模具型面精加工刀具轨迹,如图7-23所示。
在计算过程中,一个表面上会有许多多余的点被计算。所以一般来说,每个计算完的刀具轨迹都要先经过程序过滤,把不必要的刀位点删除。这样做可以有效地缩短数控加工程序。
(2)选择主功能菜单(MAIN MENU)→NC公用管理(NC utils)→程序过滤(filter)。

图7-23 单个型腔表面加工的刀具轨迹
3.加工过程仿真
加工过程仿真分为两种模式:
(1)路径模拟仿真 在所构造的三维曲面线架图的基础上进行刀具路径模拟。
(2)实体仿真 在给定的一实体上进行动态图形仿真,同时可以观察到加工表面的铣削效果。
下面以实体仿真为例:
步骤1:选择主功能菜单(MAIN MENU)→NC公用管理(NC utils)→Verify,弹出对话框,其中:
Turbo:效果仿真,它能直接看到加工完成后的实体。
Preview:根据走刀顺序进行动态仿真,一步一步直至加工完成。
Utilities:改变材质,材料大小。
4.后置处理
步骤1:选择数控机床特性文件。
步骤2:执行后置处理程序,将刀具轨迹文件(.nci)转换为NC代码文件(.nc)。
步骤3:编辑NC程序。
该零件加工的数控程序如下:
%
(PROGRAM NAME-T)
(DATE,Day-Month-Year-26-10-05 TIME,Hr:Min-08︰36)
(TOOL-35 DIA.OFF.-01 LENGTH-01 DIA.-10.000 M.ROUGH…)
N10 G00 G40 G49 G80 G90
N12 G91 G28 Z0.
N14 G28 X0.Y0.
N16 G0 G90 X70.366 Y-111.668 S1000 M3
N18 G43 H1 Z50.M08
N20 G1 Z0.F100.
N22 X72.679 Y-109.356 Z-.053 F500.
N24 X74.434 Y-107.602 Z-.108
N26 X76.273 Y-105.763 Z-.105
N28 X77.822 Y-104.214 Z-.051
N30 X80.204 Y-101.832 Z0.
N32 X81.526 Y-97.681
N34 X80.335 Y-98.872 Z-.054
N36 X80.170 Y-99.037 Z-.076
N38 X78.904 Y-100.303 Z-.202
N40 X78.235 Y-100.972 Z-.312
…
N228 X-67.43 Y-6.223 Z-.061
N230 X-66.143 Y-4.936 Z0.
N232 X-70.366 Y6.331
N234 X-72.589 Y-8.554 Z-.053
N236 X-74.434 Y-10.398 Z-.108
N238 X-76.273 Y-12.238 Z-.105
N240 X-77.822 Y-13.786 Z-.051
N242 X-80.204 Y-16.168 Z0.
N244 G0 Z50.
N246 M30
%
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。









