



三、自动编程的分类
1952年,美国生产出第一台数控铣床。1953年,美国麻省理工学院(MIT)伺服机构实验室就开始研究数控自动编程。1959年,第一代自动编程系统,即APT系统开始用于生产。之后短短几十年,自动编程技术飞跃发展,自动编程种类越来越多,极大地促进了数控机床在全球范围内日益广泛的使用。根据自动编程时,原始数据输入方式的不同,自动编程可以分为语言输入方式、图形输入方式、语音输入方式和实物模型输入方式四种。
1.语言数控自动编程
语言数控自动编程是指零件加工的几何尺寸、工艺参数、切削用量及辅助要求等原始信息用数控语言编写成源程序后,输入到计算机中,再由计算机通过语言自动编程系统进一步处理后得到零件加工程序单及穿孔纸带。
自动编程技术的研究是从语言自动编程系统开始的。它品种多,功能强,使用范围最广。其中以美国的APT(Automatica1 Programmed Too1s)系统最具代表性。现在使用的APT系统有APT-Ⅱ、APT-Ⅲ、APT-Ⅳ。其中APTⅡ是曲线(平面零件)的自动编程,APT-Ⅲ是3~5坐标立体曲面的自动编程,APT-Ⅳ是自由曲面编程,并可联机和图形输入。APT系统编程语言的词汇量较多,定义的几何类型也较全面,后置处理程序有近1000个,在各国得到广泛应用。但是,APT系统软件庞大,价格昂贵。因此,各国根据零件加工的特点和用户的需求,参考APT系统的思路,开发出许多具有不同特点的自动编程系统。如美国的APAPT;德国的EXAPT1(点位)、EXAPT2(车削)、EXAPT3(铣削);法国的IFAPT-P(点位)、IFAPT-C(连续);日本的FAPT和HAPT等。
我国20世纪70年代已研制出SKC、ZCX等用于车削和铣削数控加工的自动编程系统。近年来推出了HZAPT、EAFT、SAPT等微机数控自动编程系统。
在语言式数控自动编程中,操作者承担的工作主要就是用数控语言编写零件源程序。数控语言是由一些基本符号、字母、词汇以及数字组成,并有一定的语法要求,它是自动编程系统的一部分,所以,不同的自动编程系统,其数控语言是各不相同的。下面就是用APT数控语言编写的图7-3所示零件的源程序。
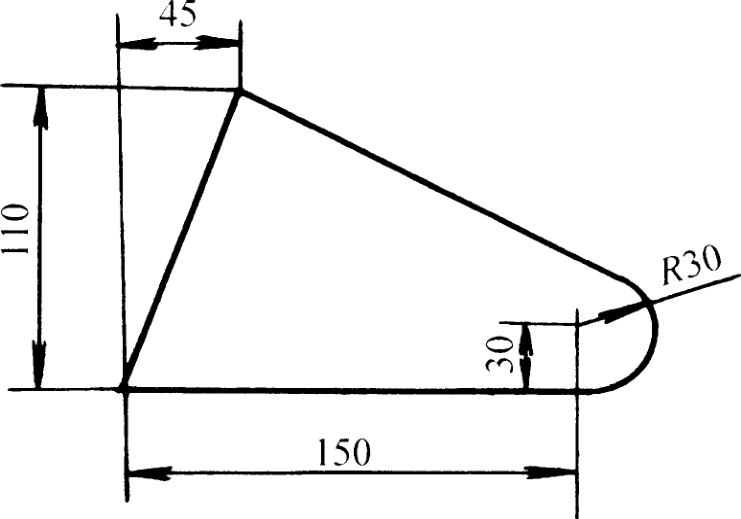
图7-3 零件图
PARTNO TEMPLXTE 初始语句,说明加工对象是样板。
MACHIN/F7M 后置处理语句,说明控制机型号。
CLPRNT 说明需要打印刀位数据清单。
INTOL/0.01 指定用直线段逼近零。
OUTTOL/0.01 工件轮廓的容许误差。
CUITER/10 说明选用直径为10mm的平头立铣刀。
DEFINITION 注释语句,说明以下为几何定义语句。
P0=POINT/0,-25.0
P1=POINT/150,30,0
P2=POINT/0,0,0
P3=POINT/150,0,0
P4=POINT/45,110,0
L1=LINE/P2,P3
C1=CIRCLE/CENTER,P1,RADIUS,30
L2=LINE/P4,LEFT,TANTO,C1
L3=LINE/P2,P4
P11=P2,P3,P4
SPINDL/900,CCW 主轴转速n=900r/min,顺时针旋转。
GOOLNT/ON 打开切削液。
FROM/P0 指定起刀点。
GO/To,L1,T0,P1,T0,L3 初始运动指令。
GORGT/L1,TANTO,C1 以下说明进给路线。
GOFWD/C1,PAST,L2
GOFWD/L2,PAST,L3
GOLFF/L3,PAST,L1
COOLNT/OFF 关闭切削液。
FEDRAT/500
GOTO/P0 回起刀点。
HNI 零件源程序结束。
可以看出,以上程序与我们在第六章第三节介绍的数控线切割机床自动编程的源程序很相似。其实,数控线切割机床的自动编程使用的就是一种国内自己研制的语言式的自动编程系统。
使用APT或其他典型的数控语言编写零件源程序的方法,有不少书籍都有详细介绍。所以,本章不再详述。编写零件源程序不是一件轻松的工作。大家在赞赏自动编程系统的同时,希望对零件源程序的处理能更方便、简单些,于是产生了会话型自动编程方法。
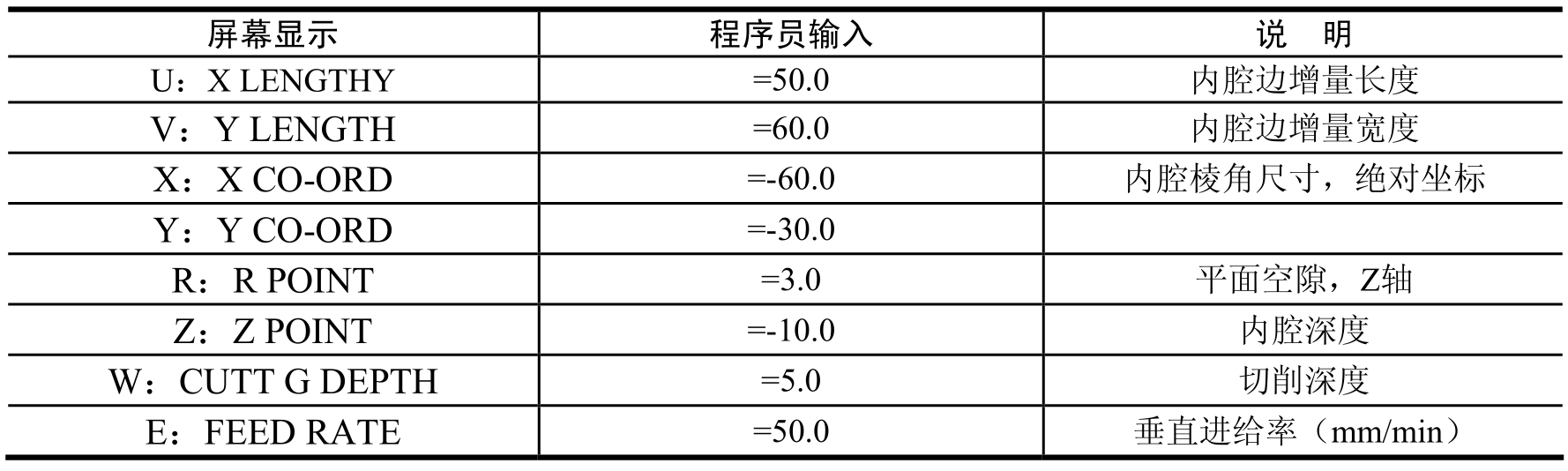
会话型自动编程系统就是在数控语言自动编程的基础上,增加了“会话”功能。编程员通过与计算机对话的方式,用会话型自动编程系统专用的会话命令回答计算机显示屏的提问,输入必要的数据和指令,完成对零件源程序的编辑、修改。会话型自动编程系统的特点是:编程员可随时修改零件源程序;随时停止或开始处理过程;随时打印零件加工程序单或某一中间结果;随时给出数控机床的脉冲当量等后置处理参数;可用菜单方式输入零件源程序及操作过程。日本的FAPT、荷兰的MITURN、美国的NCPTS、我国的SAPT等都是会话型自动编程系统。表7-1是使用FANUC LIK会话型自动编程系统编写加工如图7-4所示零件的源程序,需要加工的部分是50mm×60mm的内腔。
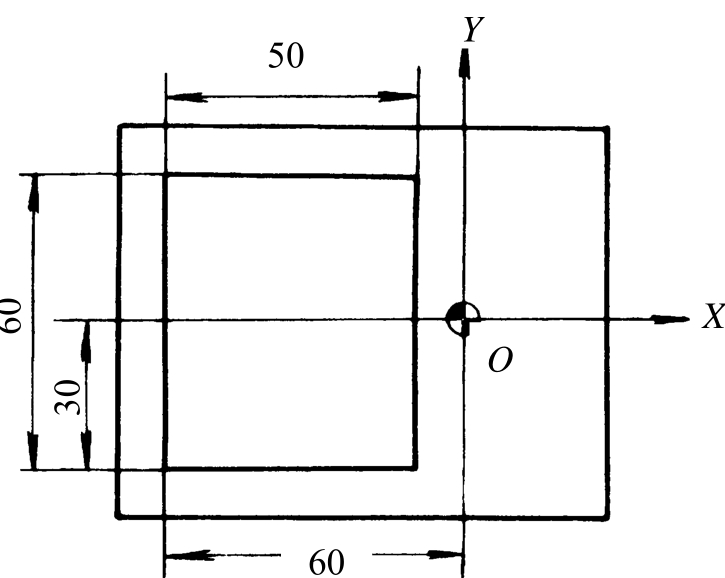
图7-4 加工内腔的零件
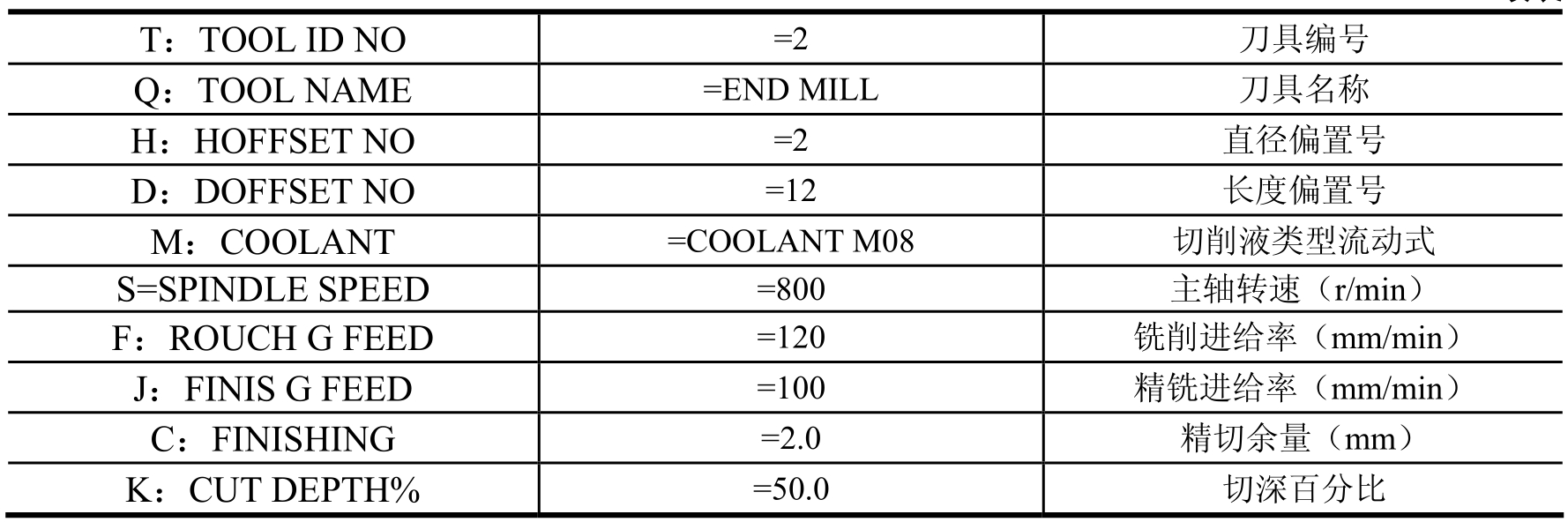
表7-1 加工图7-4零件的会话型自动编程
续表
2.图形数控自动编程
图形数控自动编程是计算机配备了图形终端和必要的软件后进行编程的一种方法。图形终端由鼠标器、显示屏和键盘组成,它既是输入设备,又是输出设备。利用它能实现人与计算机的“实时对话”,发现错误能及时修改。编程时,可在终端屏幕上显示出所要加工的零件图形,用户可利用键盘和鼠标器交互确定进给路径和切削用量,计算机便可按预先存储的图形自动编程系统计算刀具轨迹,自动编制出零件的加工程序,并输出程序单和穿孔纸带。
图形交互自动编程方法简化了编程过程,减少编程差错,缩短编程时间,降低编程费用,是一种很有发展前途的自动编程方法。本章将以MasterCAM 9.0与CimatronE 6.0软件为例,介绍图形交互自动编程的基本方法及应用。
3.语音数控自动编程
语音数控自动编程是利用人的声音作为输入信息,并与计算机和显示器直接对话,令计算机编出加工程序的一种方法。语音编程系统的构成见图7-5。编程时,程编员只需对着话筒讲出所需的指令即可。编程前应使系统“熟悉”编程员的“声音”,即首次使用该系统时,编程员必须对着话筒讲该系统约定的各种词汇和数字,让系统记录下来并转换成计算机可以接受的数字指令。用语音自动编程的主要优点是:便于操作,未经训练的人员也可使用语音编程系统;可免除打字错误,编程速度快,编程效率高。
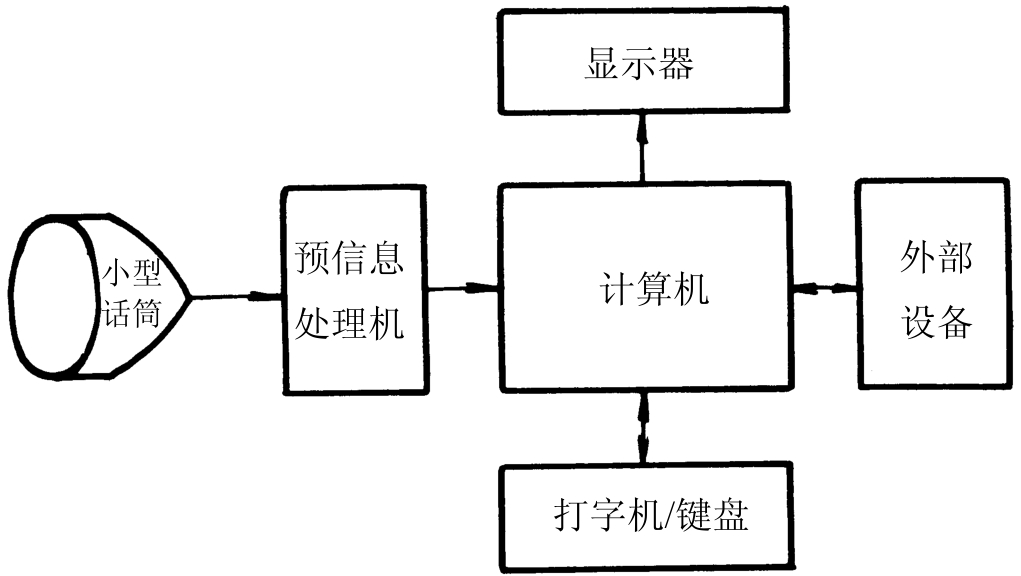
图7-5 语音编程系统的构成
4.数字化技术自动编程
数字化技术自动编程适用于有模型或实物而无尺寸的零件加工的程序编制,因此也称为实物编程。这种编程方法应具有一台坐标测量机,用于模型或实物的尺寸测量,由计算机将所测数据进行处理,最后控制输出设备,输出零件加工程序单或穿孔纸带。
图7-6是计算机控制的坐标测量机数字化系统。这种系统可编制两坐标或三坐标数控铣床加工复杂曲面的程序。
自动编程技术的飞速发展不仅仅体现在品种数量上,更体现在自动编程技术的功能将越来越强。第三代自动编程系统可以自动确定最佳的加工工艺参数,只要给出加工零件的最终加工尺寸、精度和材料,计算机就能自动地确定加工过程需要的全部信息。Exapt语言系统能部分解决工艺过程最优化的问题。
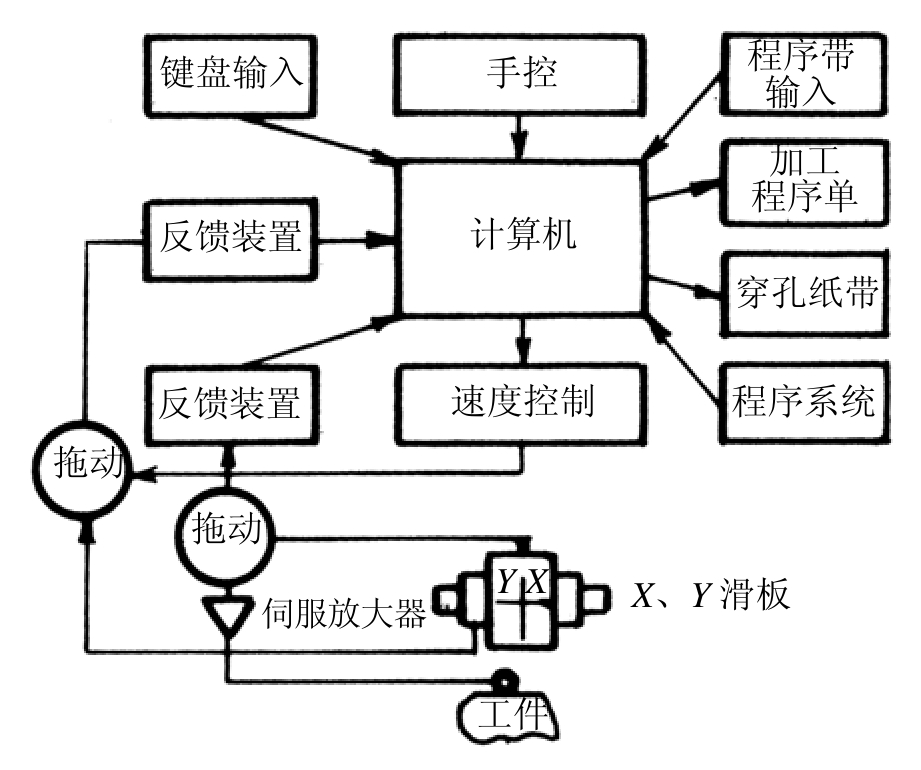
图7-6 计算机控制的坐标测量机数字化系统
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











