



第一节 刚性固定法
刚性固定法的实质是在焊接时,将焊件固定在具有足够刚性的基础上,焊件在焊接时不能移动,在焊完和完全冷却后将焊件放开,这时焊件还要产生变形,但要比在自由状态下焊接时所产生的变形小些。这种方法并不是在任何情况下都能获得满意的结果,例如某船厂在大合拢船艏部分时,为了防止艏部上翘。采取在艏部加压重几吨,同时用钢丝索将船艏与船台拉紧,但焊后放松钢丝锁及取走压重后,艏部仍上翘达100mm以上。因此刚性固定法不能消除变形,但可以减少变形。在措施恰当时可使焊件的变形控制在允许范围之内。
一、固定在刚性平台上
图5-1所示的工字梁,焊后要发生角变形和弯曲变形。可在焊前将其牢牢地紧固在平台上,焊接时利用平台的刚性来减少角变形和弯曲变形。
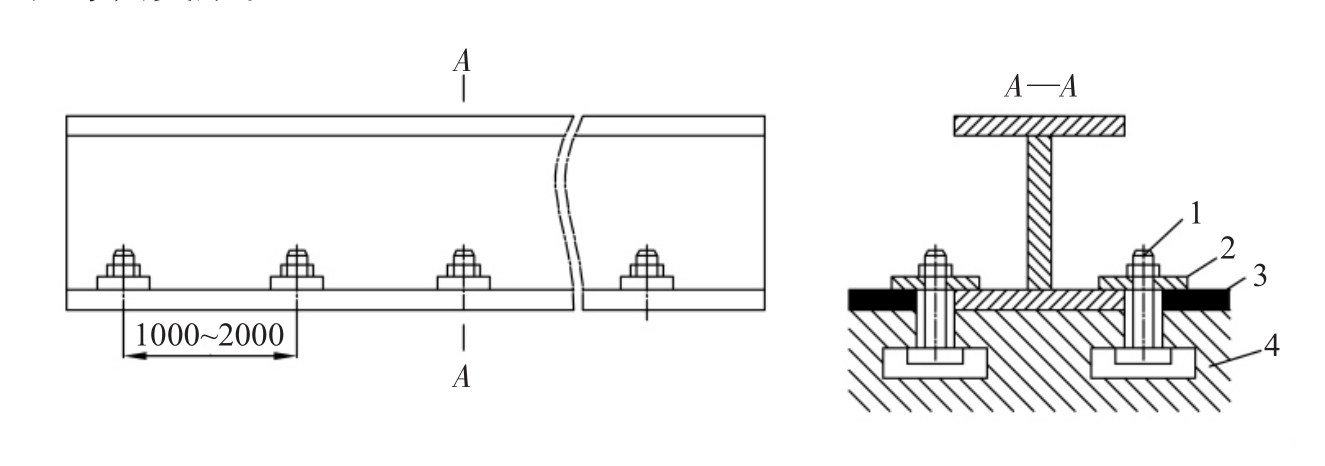
图5-1 工字梁的刚性平台上夹紧后进行焊接
1—螺栓;2—压板;3—垫铁;4—刚性平台
薄板焊接时可采用如图5-2所示的方法,在板的四周用定位焊与平台焊牢,并用重物压在焊缝的两侧,焊完后,待焊缝全部冷却下来再铲除定位焊点和搬掉重物,这样焊件的变形就可以减少。
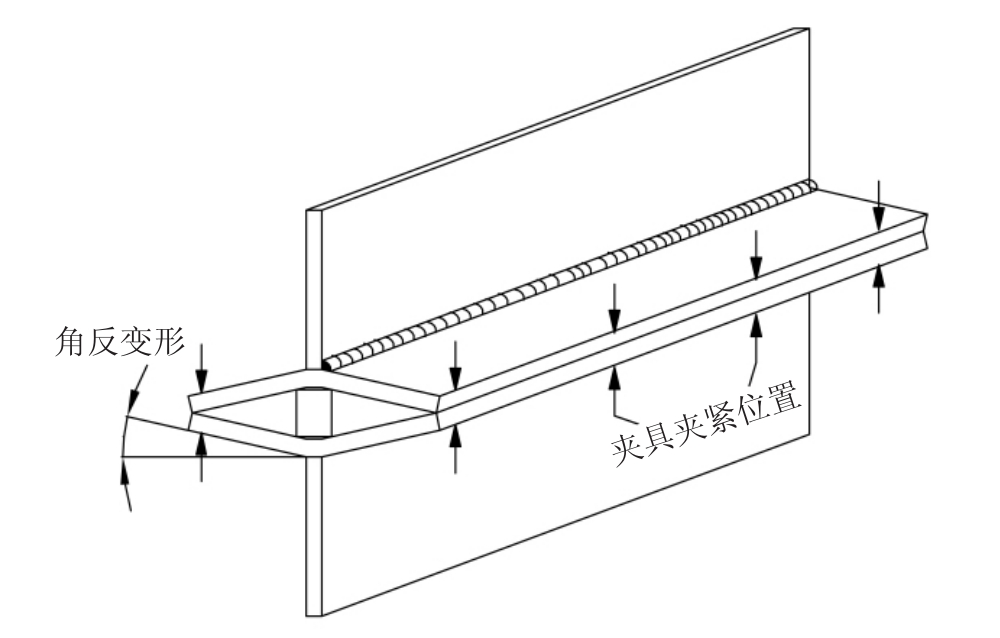
图5-2 薄板焊接时用刚性固定法来防止波浪变形
二、组合成更大的结构
图5-3所示是把两根T形梁组合在一起,构成一个截面对称、焊缝布置也对称,同时刚性度又比单根T形梁大的结构,然后进行对称焊接,这时如果再配合反变形法(如图中用垫铁),对防止弯曲和角变形更有利。

图5-3 T形梁在刚性夹紧下进行焊接
图5-4所示是起重机小车行走轮支承弯板的焊接。由于焊缝的不对称,在单个支承弯板焊接后必定会产生较大的变形。但设计上要求每个支承弯板的形状尺寸都相同。此时可将四个支承组成如图5-4(b)所示的对称组合件,则可显著地提高刚度,对单个支承的焊接来说即被刚性固定了。然后对称地焊接所有的立板与弯板之间的焊缝,焊后从中心线切割出四个支承来。这样既保证了焊件形状和尺寸一定,又减小了变形。同时一次装焊四件,提高了生产率。
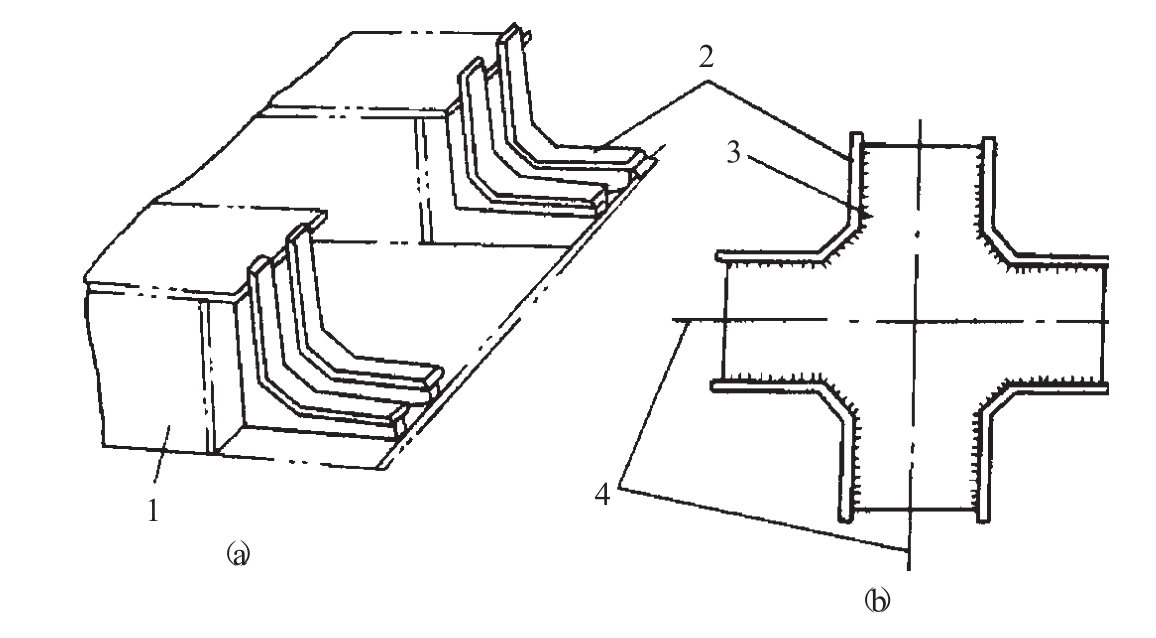
图5-4 起重机小车行走轮支承弯板的焊接
1—小车车架;2—弯板;3—立板;4—切削线
三、利用焊接夹具
在结构形状较复杂,产量又比较大时,一般常采用焊接夹具或装配—焊接夹具来防止变形。图5-5(a)所示汽车横梁,是由弯板、槽型铁、立平板和角型铁组合而成。该焊件有两条焊缝(图中1及2),焊后产生纵向收缩,引起角型铁的间距B变小,影响横梁和机架的装配,采用图5-5(b)所示的翻转夹具,并适当地把角型铁的间距放大一些(B+Δb),焊后尺寸精度即达到要求,由于利用了翻转夹具的刚性,所以焊接时可以不考虑焊接程序,并能很快地翻转焊件使所有焊缝在平焊位置施焊,提高了生产率。

图5-5 汽车横梁及焊接用的胎具示意图
1—胎架;2—定位铁;3—螺旋卡紧器;4—回转轴
此外,钢板对接焊时,可采用加压马的方法来控制变形,如图5-6所示,这种方法应用较广。
图5-7所示为采用压马进行厚板拼接的一般方法。先按拼接位置将各板排列在平台上,然后将各板靠紧,或按要求留出一定的间隙。这时如果板缝处出现高低不平,可用压马调平,即可进行定位焊连接。定位焊位置离开焊缝交叉处和焊缝边缘一定距离。且焊点间有间距。
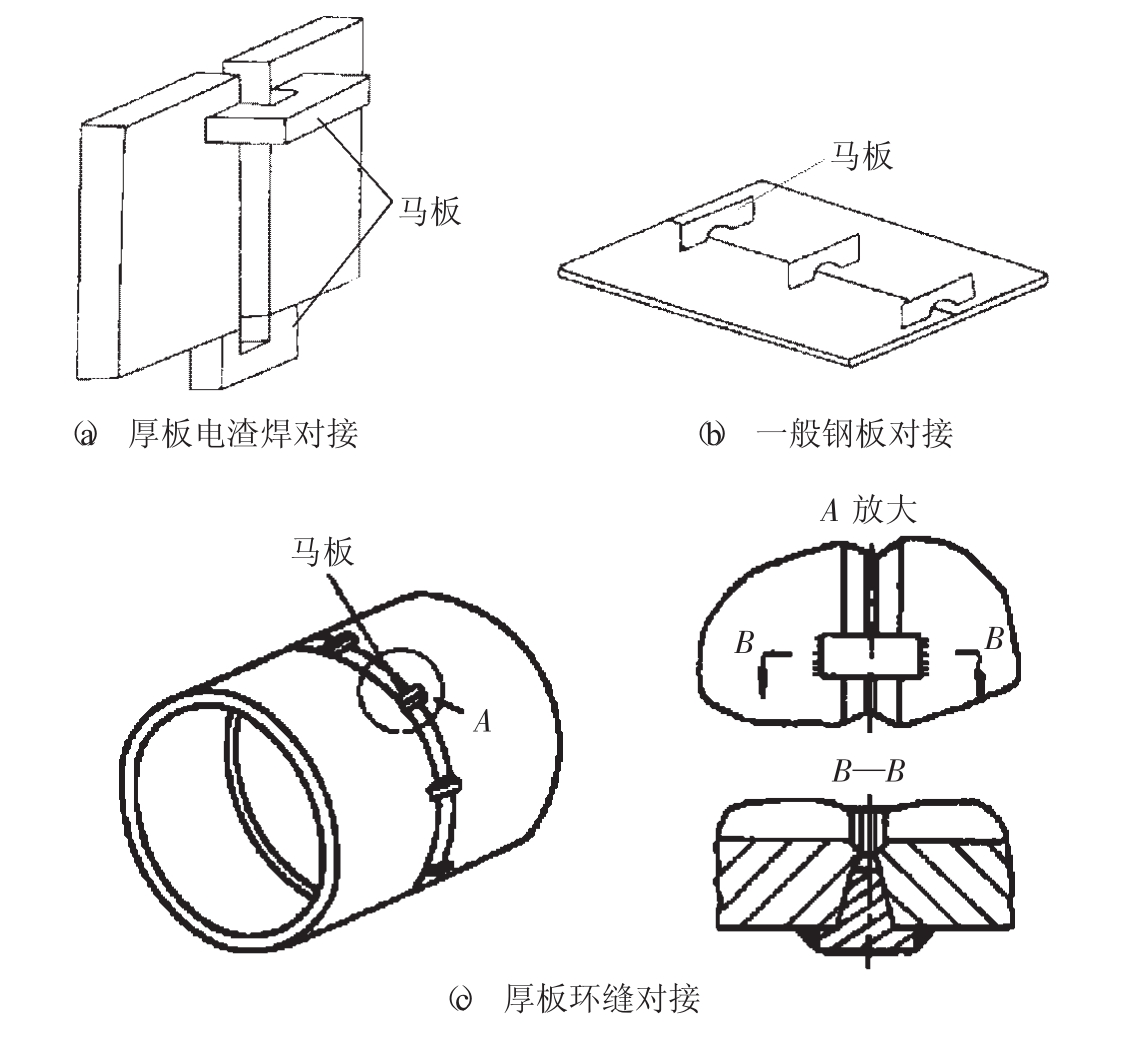
图5-6 钢板对接焊时加压马刚性固定
四、临时支撑或加强梁
单件生产中采用夹具,在经济上不合理,如果发生变形的部位,临时焊上一些支撑或拉杆,增加局部刚性,也能有效地减少焊接变形。图5-8所示是电铲齿轮的防护罩。焊后角焊缝横向收缩引起角变形。焊前在圆周法兰上点焊一根临时支撑,然后先焊所有断续角焊缝,再焊各连续焊缝,焊后变形基本上控制在允许范围内。

图5-7 采用压马进行厚板拼接
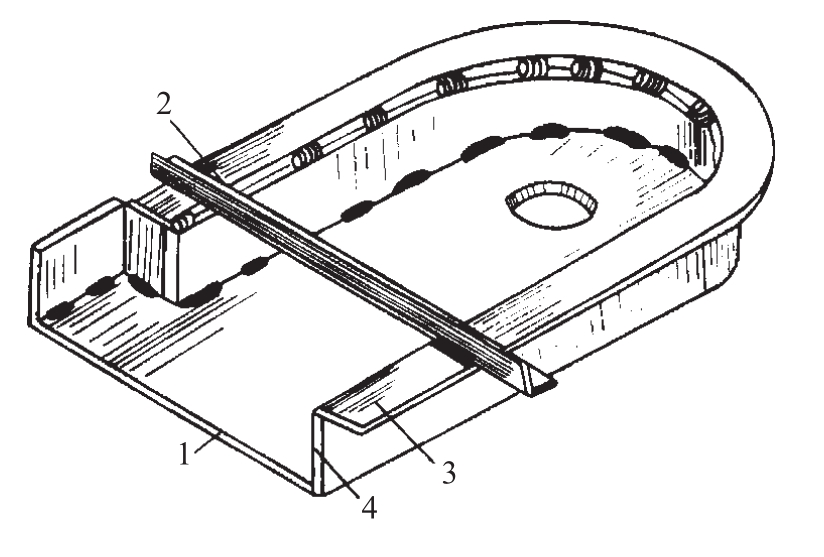
图5-8 电铲齿轮防护罩结构简图
1—底板;2—临时支撑;3—缘口板;4—立板
薄板结构焊接时,采用工艺加强梁来增加焊接时的刚性,也可减少波浪变形,如图5-9所示。
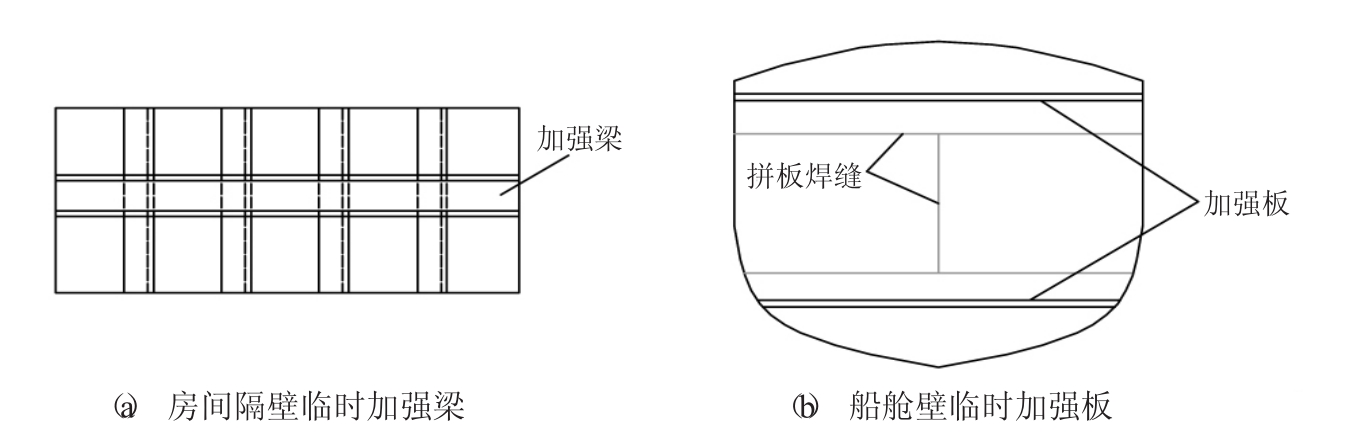
图5-9 采用临时加强防止变形
刚性固定法之所以能减少变形的基本原理是增加近缝区的塑性拉伸变形来达到减少变形。这种方法在低碳钢制造的焊件中是可以采用的,因为增加一些塑性变形对于低碳钢的强度影响不大,但在焊接塑性较差的钢材(如脆性较大的铸铁及易淬火的中碳钢等材料)时,采用刚性固定法要慎重,因为对于这种钢材消耗过多的塑性,将影响焊件的强度性能,甚至引起裂纹。另外有些大的构件不易固定,在焊后撤销固定夹具后,焊件还有少许变形存在,如果将刚性固定法和反变形法等其他方法配合使用,就会获得更好的防止变形的效果。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










