



八、外沟槽的车削
1.车槽刀的装夹
车槽刀的装夹如图3-27所示,车槽刀装夹必须垂直于工件轴线,否则车出的槽壁可能不平直,影响车槽的质量。装夹车槽刀时,可用90°角尺检查车槽刀或切断刀的副偏角。

图3-27 车槽刀的装夹
2.外圆沟槽车削方法
(1)圆弧形槽的车削。车削较小的圆弧形槽,一般以成形刀一次车出。较大的圆弧形槽,可用双手联动车削,用样板检查修整,如图3-28(a)所示。
(2)梯形槽的车削。车削较小的梯形槽,一般用成形刀一次车削完成,如图3-28(bⅠ)所示;较大的梯形槽,通常先车削成直槽,然后用梯形刀采用直进法或左右切削法完成,如图3-28(bⅡ)所示。
(3)直进法车矩形沟槽。车削精度不高且宽度较窄的矩形沟槽时,可用刀宽等于槽宽的车槽刀,采用直进法一次进给车出即可,如图3-28(c)所示。
(4)宽矩形沟槽的车削。车削较宽的矩形沟槽时,可用多次直进法车削,并在槽壁两侧留有精车余量,然后根据槽深和槽宽精车至尺寸要求,如图3-28(d)所示。
(5)矩形沟槽的精车。车削精度要求较高的矩形沟槽时,一般采用二次进给车成。第一次进给时,槽壁两侧留有精车余量;第二次进给时,用与槽宽相等的车槽刀修整。也可用原车槽刀根据槽深和槽宽进行精车,如图3-28(e)所示。
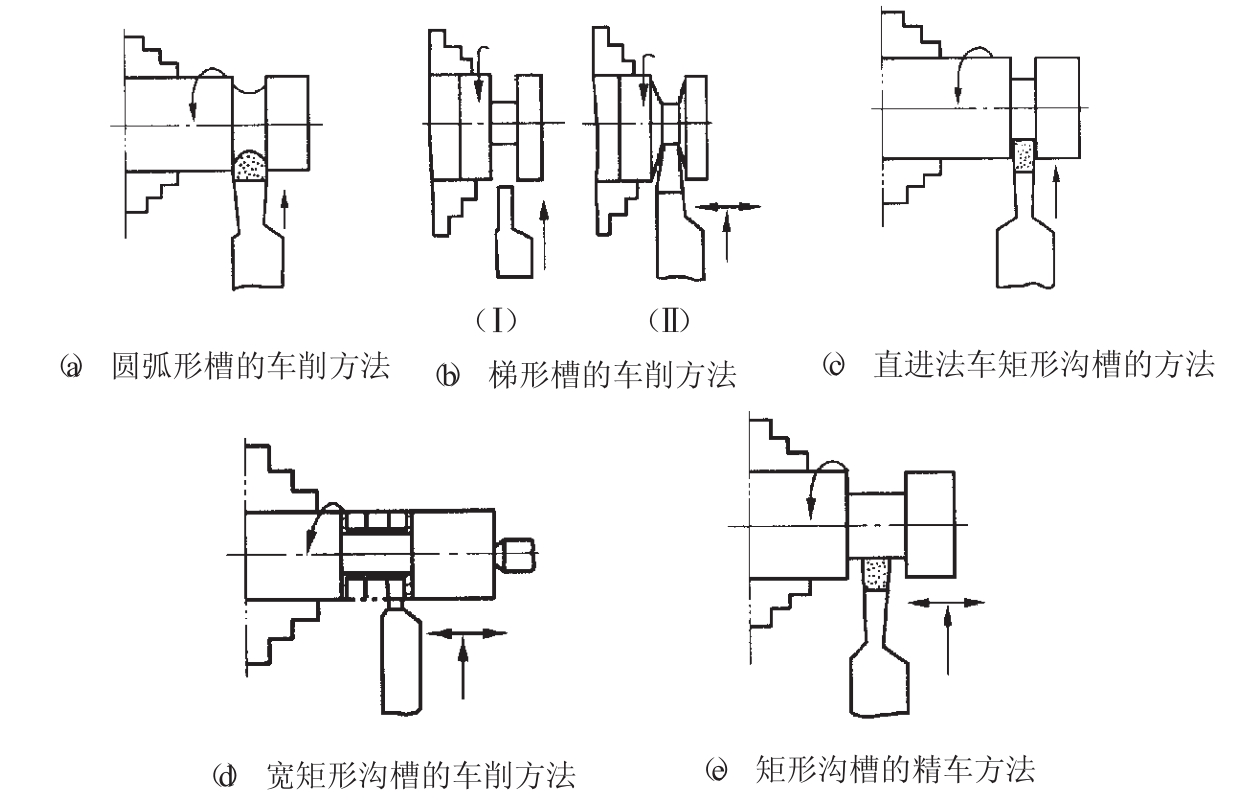
图3-28 外圆沟槽的车削方法
3.斜沟槽的车削
45°外斜沟槽的车削方法及特点说明见表3-6。
表3-6 45°外斜沟槽的车削方法及特点说明

4.外沟槽的检查和测量
外沟槽的检查和测量分低精度矩形沟槽的测量和高精度矩形沟槽的测量。其说明如下。
(1)精度要求低的矩形沟槽,可用钢直尺和外卡钳检查和测量其宽度和直径,如图3-29所示。
(2)精度要求较高的矩形沟槽,通常用千分尺、样板及游标卡尺检查和测量,如图3-30所示。圆弧形槽和梯形槽的形状则用样板检查。

图3-29 精度要求低的矩形沟槽的测量方法

图3-30 精度要求较高的矩形沟槽的测量方法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











