



二、内沟槽的车削方法
1.直进法车内沟槽
如图4-29所示为直进法车内沟槽,宽度较小和要求不高的内沟槽,可用主切削刃宽度等于槽宽的内沟槽车刀采用直进法一次车出,如图4-29(a)所示。要求较高或较宽的内沟槽,可采用直进法分几次车出。粗车时,槽壁和槽底应留精车余量,然后根据槽宽、槽深要求进行精车,如图4-29(b)所示。深度较浅,宽度很大的内沟槽,可用车孔刀先车出凹槽,再用内沟槽车刀车沟槽两端的垂直面,如图4-29(c)所示。
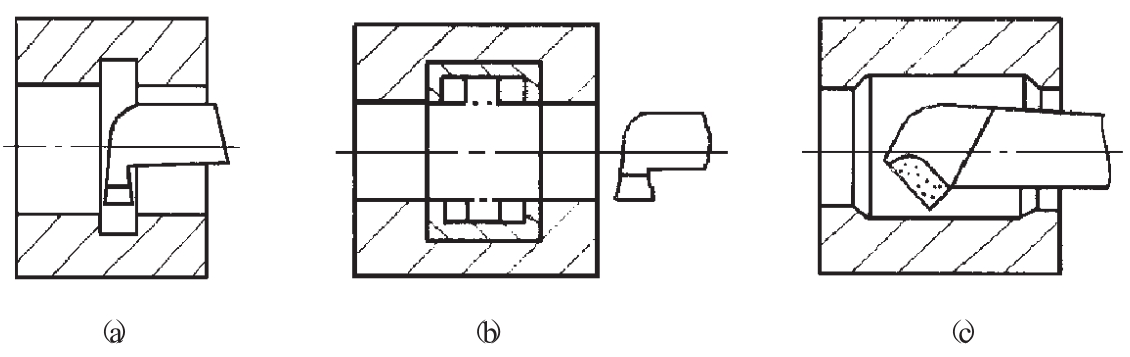
图4-29 车内沟槽的方法
2.内沟槽深度和位置的控制
(1)内沟槽深度的控制。摇动床鞍和中滑板,将内沟槽车刀伸入孔中,并使主切削刃与孔壁刚好接触,此时中滑板手柄刻度盘刻线为零位(即起始位置)。根据内沟槽深度计算出中滑板刻度的进给格数,并在进给终止相应刻度位置用记号笔做出标记或记下该刻度值。使内沟槽车刀主切削退离孔壁0.3~0.5mm,在中滑板刻度盘上做出退刀位置标记。如图4-30所示。
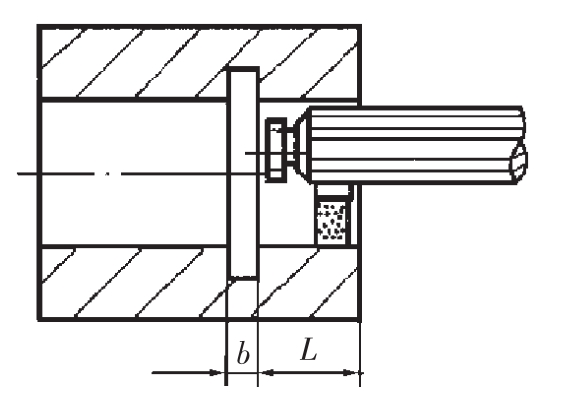
图4-30 内沟槽深度的控制
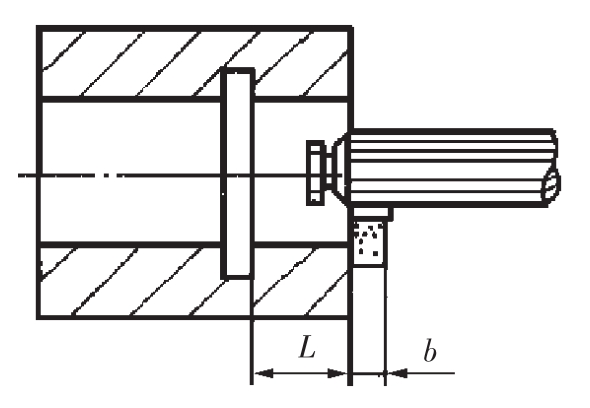
图4-31 内沟槽轴向尺寸的控制
(2)内沟槽尺寸的控制。移动床鞍和中滑板,使内沟槽车刀的副切削刃(刀尖)与工件端面轻轻接触,如图4-31所示。此时将床鞍手轮刻度盘的刻度对到零位(即纵向起始位置)。如果内沟槽轴向位置离孔不远,可利用小滑板刻度控制内沟槽轴向位置,车刀在进入孔内之前,应先将小滑板刻度调整到零位。用床鞍刻度或小滑板刻度控制内沟槽车刀进入孔的内深度为:内沟槽位置尺寸L和内沟槽车刀主切削刃宽度b之和,即L+b。
(3)车前要点。
①横向进给车削内沟槽,进给量不宜过大,0.1~0.2mm。
②刻度指示已到槽深尺寸的,不要马上退刀,应稍作停留。
③横向退刀时,要确认内沟槽车刀已到达设定退刀位置后,才能纵向退出车刀,如图4-32所示。否则,横向退刀不足会碰坏已车好的沟槽,横向退刀过多使刀杆可能与孔壁相擦而伤及内孔。

图4-32 横向车削内沟槽的退刀方法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。













