



三、悬浮粒子淬火介质
悬浮固体粒子的载体可以是气体(空气、氮气),也可以是液体(水)或者水加空气。
1.固—气流态化淬火介质
固—气流态化淬火装置又称为流态床。
(1)固—气流态化介质的物理实质与形成原理。
①物理实质。
固—气流态化介质是一种固体细粒(如石墨、氧化铝、氧化钛、锆砂或硅砂等)与压缩空气以一定的方式混合成一种具有某些液相性能的假液状态的介质。它在加热和冷却时,并没有像水、油等液体介质那样有相变(物态变化),但它具有良好的热传导性能,因此,热处理工艺中常用它来作加热和冷却介质。
②形成原理。

图2-112 固—气流态化介质形成原理简图(淬火槽装置)
固—气流态化介质形成原理如图2-112所示。将细小固体粒子装入容器内,容器底部是一个能透气的孔板和风帽,气管送入一定压力的气体,经过空腔、孔板、风帽进入容器内。当气体压力较小时,气体穿过粒子层的间隙逸出,固体粒子基本上处于静止状态;当气体压力增大,气体流速超过一定值时,固体粒子被气体托起,在容器内上下运动(翻滚沉浮,类似沸腾状态),使容器内的固体微粒与气体均匀拌和,呈现流体状态。这种具有液相性能的介质又称“沸腾层”或“假液”。
固体粒子与压缩空气要形成流态化介质必须具备两个条件:一是要有适当大小的固体粒子,粒子尺寸太大或太小都不能形成理想的流态化介质;二是压缩空气在容器内的流速适当,使流速达到某个临界值,才能使粒子浮动成流态。这个使固—气介质形成流态化介质的最低气流速度称之为临界流化速度。
固—气流态化介质形成时,固体粒子料层要膨胀。良好的固—气流态化介质一般要求气体流速为临界流速的2~3倍,此时固体粒子料层膨胀率为20%~25%。实践证明,流态化的正常良好与否主要跟气体流速有关,而与料层的厚度无关。料层厚度只与气体在容器内形成的压力有关,这个压力大小反映了一定流速气体通过料层所克服的阻力。仔细测定,整个容器并非一个压力,气体流速也并非绝对均匀一致。然而,流态化情况越好,容器越显得具有均匀性。
(2)固—气流态化介质淬火冷却的特点。
①固—气流态化介质的冷却能力。
固—气流态化介质所以能作为淬火冷却介质,是因为它具有液相性能,从而可作为热交换介质。它的淬火冷却机制目前解释尚不太一致,初步可以认为,它是利用固体粒子不断地接触与离开灼热工件表面的运动而带走工件热量,同时又借助气体的流动以及整个料层的翻滚“沸腾”的综合作用使灼热工件冷却,实现工件淬火。
固—气流态化介质最大传热系数αm,一般由实验得到的经验公式来确定:
![]()
式中: K为由实验所得的系数;λg为气体的导热系数; W/m2·K; ds为固体粒子的粒度(尺寸大小,mm);η为气体的动力黏度,Pa·s;ρs为固体粒子的密度,kg/m3;ρg为气体的密度,kg/m3。
从上式可以看出,固体粒子越细,密度越大,气体动力黏度越小,则工件在其中冷却时介质的传热系数越大。因为粒子越细,粒子与工件接触的频率越高,运动速度越快,而且与气体的接触面积也越大,因而传热系数也越大。气体动力黏度影响气体与固体粒子之间的相对速度,动力黏度越大,气流速度越小,传热系数越小,工件冷却就慢。如果采用氢(H2)或氮(N2)代替空气作为流化剂时,由于氢气与氮气的动力黏度比空气小,传热系数大,因而可以强化介质的冷却能力。
用Al2O3砂粒,粒度为0.12~0.16mm,空气作为流化剂,介质最大传热系数约为471.6W/(m2·k)。
图2-113给出了几种淬火介质的冷却曲线,可以看出,流态床的冷却能力介于油和空气之间,且接近于油。
微粒种类对流态床冷却能力的影响见图2-114,固体颗粒大小对冷却能力的影响见图2-115,可以看出,微粒直径以0.2mm为宜,空气流量和流速对冷却能力的影响见图2-116及图2-117。空气流速达到一定值时,流态床的冷却能力达到最大值,此流速称为最佳流速。

图2-113 几种常用介质的冷却曲线

图2-114 几种流态床的冷却曲线
1.渗硼颗粒 2.氧化铝 3.石墨 4.刚玉砂粒径0.375mm风量0.6m3/h

图2-115 粒径对流态床冷却能力的影响
1.0.6mm 2.0.375mm 3.0.20mm风量2.0m3/h

图2-116 风量对冷却能力的影响
1.1.1m3/h 2.1.5m3/h 3.2.0m3/h 4.2.3m3/h粒径0.2mm
②工件在固—气流态化介质中淬火冷却的特点。
工件在固—气流态化介质中淬火与在水、油等真正的液相介质中淬火不同。首先,它没有像液相介质出现的物态变化,在淬火工件表面不会形成蒸汽膜,也不会有沸腾冷却阶段,淬火过程中,工件截面温度差比较小。图2-118是用φ50mm×150mm的1Cr18Ni9Ti试件,从1000℃开始,在各种介质中冷却,测得的试件截面温差。从图中可看出,流态化介质中冷却的试件截面温差最小,且最大温差移离高温区。由淬火热应力的经验公式
θn= 0.72βEΔt(圆柱形工件适用)
式中:β为材料的膨胀系数; E为材料的弹性模量;Δt为工件本身温差。
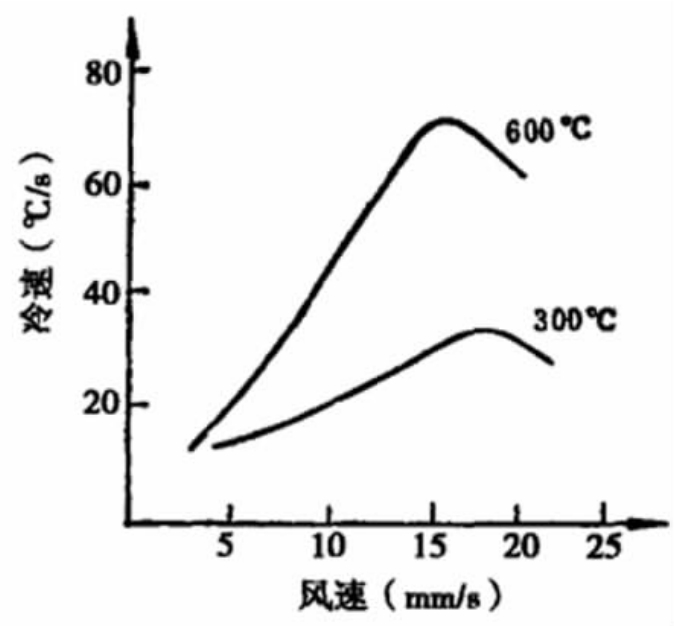
图2-117 不同风速下的冷却能力

图2-118 试件在不同淬火介质中的截面温差Δt-中心温度曲线
1.水 2.变压器油 3.300℃硝盐溶液 4.流态化介质 5.空气
由此可知,因为在固—气流态化介质中冷却时,温差小,产生的热应力也小,所以,畸变较小。
此外,固—气流态化介质还有其他优点:
介质不凝固,热惯性小,可实现连续冷却;
对工件表面无腐蚀性,甚至可在其中作光亮淬火;
不会有液相介质淬火那种爆炸、飞溅、毒气污染等公害;
物性稳定,不老化,可以长期使用;
除了冷却以外,还可以用于加热,实现设备的多种用途。
(3)固—气流态化淬火介质的淬火效果。
由于固—气流态化介质的冷却特性比水均匀平缓,近似油冷特性,因而最适宜于具有淬透性好(C曲线靠右)的材料和形状又比较复杂的薄小工件的淬火。
①高合金钢零件(材料W18Cr4V高速钢、Cr12Mo)。
固—气流态化介质是空气与固体粒子为0.12~0.16mm的氧化铝人造刚玉砂所形成的。淬火结果与空气、油、溶盐浴等介质淬火结果的比较如表2-105所示。从表中结果看出,用固-气流态化介质淬火比气淬、油淬硬度高,比溶盐浴淬火、油淬畸变小。
表2-105 固—气流态化介质与空气、油、溶盐浴等介质淬火的比较

②轴承滚子及滚珠(材料GCr15)。
用旋转振动式固—气流态化介质淬火,结果如表2-106所示,淬火组织与硬度均符合要求。
表2-106 GCr15滚珠固—气流态化介质淬火结果

(4)致冷流态床。
在流态床内壁上安装半导体致冷块,可使床温稳定在-30℃,显著提高了流态床的冷却速度,实际应用取得了良好的效果。
①致冷流态床的结构和原理。
采用半导体致冷技术研制的淬火用低温流态床,其结构如图2-119所示,与室温流态床相比,它主要是增加了致冷和保温两大部分。室温床的床壁通常由普通结构改制成圆筒状,但致冷床须考虑半导体致冷块与床壁的有效接触和致冷效果,故采用导热性能良好的铝合金板制成正八面直棱柱床壁,将8块相同的致冷块均匀安装在床壁的8个小平面上,一般单级致冷的最大温差可达50℃,考虑到流化体的通入和工件淬火会消耗制冷效果,故采用二级致冷。
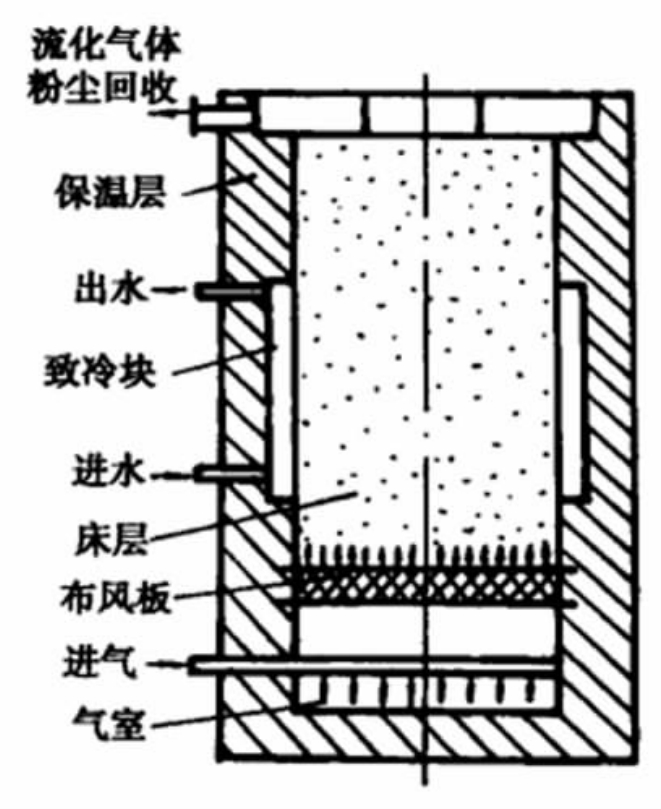
图2-119 致冷流态床结构示意图
致冷块由N型和P型半导体组成,半导体之间用铜联接片焊接而成,其原理如图2-120所示。因P型和N型半导体的导电方式分别是空穴型和自由电子型的,空穴与电子的流动方向相反,所以,在电子从电源负极流向正极的过程中,P型半导体内是空穴从结点3流向结点4,N型半导体内电子从结点2流向结点1;又因空穴和自由电子在金属中的势能均低于在半导体中,所以,它们在运动过程中,吸收A金属片的热量而提高势能进入半导体,向B金属片放出热量而降低势能进入金属片。A片温度降低达到致冷的目的,B片产生的热量则由循环冷却水带走。为了保护床层的低温状态,在流态床外部增加了保温层。

图2-120 半导体致冷块原理图
②致冷流态床的冷却特性。
上述致冷床可将床温稳定在-30℃,其冷却特性见表2-107。由表可知,室温床的冷却能力较40%的903聚醚略强,但比油略弱;-30℃致冷床与20℃室温床相比,冷却能力提高了20%以上,由此可见,降低床层温度能够有效地提高流态床的冷却能力。
表2-107 几种淬火介质的冷却特性

选择40Cr、T8、9SiCr、60Si2Mn钢,分别以油、致冷床(-30℃)和室温床(20℃)为淬火介质,测定它们的临界淬透直径,试验结果见表2-108结果表明,通过降低床温,可使淬火件的临界淬透直径比室温床增大20%~40%,与油淬更为接近,从而可扩大流态床作为淬火介质的应用范围。
表2-108 几种钢的临界淬透直径(mm)

③致冷流态床应用效果。
60Si2Mn和9SiCr钢的试样在油和致冷床中淬火后,分别经480℃和180℃回火,进行性能试验的结果表明,在致冷床中淬火的工件可以获得与油淬件相当甚至更优的力学性能。经测定,9SiCr钢试样在致冷床中淬火后,表面残余应力为59MPa的压应力,而淬油件则为320MPa的拉应力,且前者马氏体转变更为充分,残留奥氏体量减少。
簧片成型凸模以180次/min的速度进行高速冲压加工,它除对硬度、韧性、耐磨性有极高要求外,还要求精度高、表面质量好。原配套模具使用寿命达550万周次,失效后选用7CrSiMnMoV钢自制,经常规热处理(奥氏体化后淬油)后使用寿命极短,平均仅为60万周次,改为致冷床淬火后,凸模硬度达HRC65,比油淬的高HRC(1~2),畸变量最大仅为0.004mm,为油淬件的1/3,表面光洁,使用寿命均达500万周次以上。
2.固—液—气流态的淬火介质
在槽中盛有固体微粒和水分,当压缩空气通过有孔的底板时产生小气泡,使固体微粒层湍动而形成流态。流态床中液体与固体微粒之比可以在5∶1~10∶1之间。改变液固比值及压缩空气流量,可调节流态床的冷却能力。增加水含量可提高冷却速度,使工件淬火后获得较高的硬度,适合于工模具的淬火。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










