



2.2.2 程序结构与格式
FANUC数控系统编制的程序无论是主程序还是子程序都是由程序开始符、程序号、程序段和程序结束语、结束符组成。一个程序是由遵循一定结构、句法和格式规则的若干个程序段组成的,而每个程序段是由若干个指令字组成的,如图2-8所示。

图2-8 程序结构
1.程序的文件名
为了区分每个程序,对程序都要进行编号,程序号由程序号地址和程序的编号组成,程序号必须放在程序的开头。如:O××××
不同的数控系统,程序号地址有所不同。FANUC数控系统规定每个主程序和子程序用字母“O”作为程序号的地址码,后面可以用四位数字0~9999作为程序的编号。
2.程序段的格式
(1)程序段含有执行工序所需要的全部数据内容。它是由若干个指令字和程序段结束符“;”所组成。每个字是由地址符和数值所组成。
(2)地址符:一般是一个字母,扩展地址符也可以包含多个字母。
(3)数值:数值是一个数字串,可以带正负号和小数点,正号可以省略。
由于程序段中有很多指令,建议程序段的顺序和格式为:
N_ G_ X_ Y_ Z_ T_ D_ M_ S_ F_;
3.指令字的格式
一个指令字是由地址符(指令字符)和带符号(如定义尺寸的字)或不带符号(如准备功能字G代码)的数字组成的。
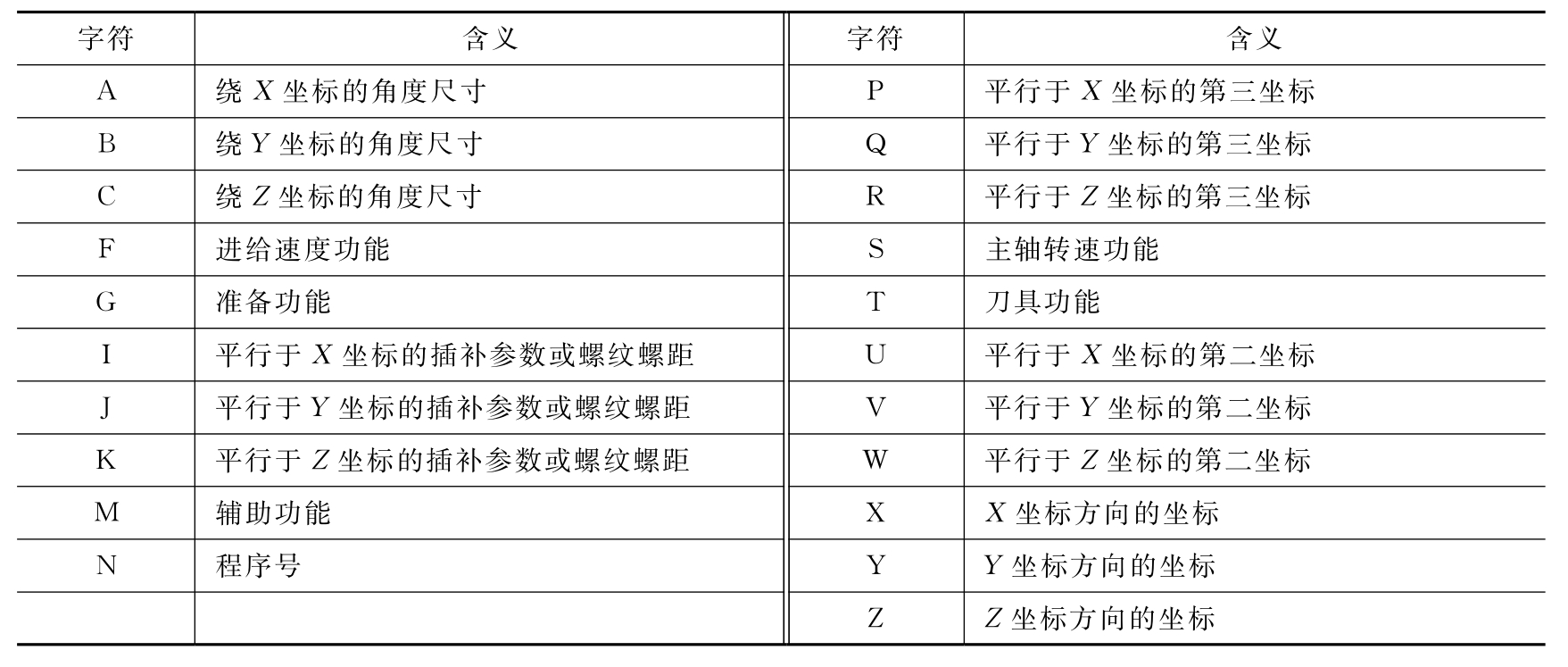
程序段中不同的指令字符及其后续数值确定了每个指令字的含义。一个完整的程序由若干程序段组成,程序段又由若干个指令字符组成。数控装置处理程序时是以指令字符为单元进行处理。指令字符又称功能字,是组成程序的最基本单元。它是由地址字符和数字字符组成。地址字符的含义见表2-1。
表2-1 ISO代码中地址字及其含义
(1)程序段序号字N
用来表示程序段的序号,它由字母N和后续数字表示,例如N003,表示程序中第三段程序。数控装置读取某段程序时,该程序段序号由屏幕显示,以便操作者了解或检查程序执行情况。
(2)准备功能字G
由字母G和两位数字(G00~G99)组成,用来指定坐标系、定位方式、插补方式、指定加工螺纹、攻丝和各种固定循环以及刀具补偿等功能。
(3)坐标字
坐标字给定机床在各种坐标轴上移动方向和位移量,它是由坐标地址字符和代正、负号的数字组成,例X40.0,表示X轴正方向40mm。坐标地址所用字符较多(参考表2-1),每个字符的含义详见后续章节。
(4)进给功能字F
进给功能字用来指定刀具相对于工件的进给速度,单位是mm/min;例如N005G01Z-8.0F140,表示刀具的进给速度是140mm/min。但在车削螺纹、攻丝等工序中,因进给速度和主轴转速有关,用F直接指定螺纹的导程;例如N022G33Z12.0F2.0,表示车削公制螺丝的加工程序段,螺纹的导程是2mm。
(5)主轴转速功能字S
主轴转速功能字S控制主轴转速,其后的数值表示主轴速度,单位为r/min。例如直接指定S2500,表示主轴转速为2 500r/min。恒线速度功能时S指定切削线速度,其后的数值单位为m/min。S所编程的主轴转速可以借助机床控制面板上的主轴倍率开关进行修调。
(6)刀具功能字T
功能完善的数控系统,地址字T后接四位数字,前二位是刀具号,后二位是刀具补偿值组别号。例如T0303表示使用第三把刀具,并且调用第三组刀具补偿值。刀具补偿值一般是作为参数设定并由手动输入(MDI)方式输入数控装置。采用刀具补偿值编程,可对因刀具磨损,测量等产生的误差进行补偿,提高实际的加工精度。
(7)辅助功能字M
辅助功能字由地址字M后接二位数字(M00~M99)组成,用于指定主轴旋转方向和启动、停止,冷却液供给和关闭,夹具夹紧和松开,刀具更换等功能。在加工中心和FMS系统中,还用M指定机器人、机械手、托盘等多种自动化外围设备工件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











