



4.6 实训二(加工中心刀库控制)
1.实训目的与要求
①熟悉CPM1A系列PLC的工作原理、编程方式、器件的分配。
②熟悉CPM1A-40CDR-A的面板及使用。
③了解加工中心刀库控制原理。
2.实训仪器与设备
①欧姆龙CPM1A-40CDR-A可编程控制器一台。
②计算机一台。
③附带CPM1A-40CDR-A随机编程软件cp-x。
④电缆线。
3.相关知识概述
数控加工中心(简称MC)是在一般数控机床上加装一个刀库和自动换刀装置的数控机床(习惯上称为加工中心——Machining Center,简称MC)。
加工中心换刀一般有两种控制方案:固定存取换刀和随机换刀控制。本实训以固定存取换刀为例。固定存取换刀控制中,刀库中刀具的位置是固定的,刀具选择(CNC过来的T代码)指令以刀套编号为存取地址来控制取刀、存刀动作,即原来从哪一刀套编号中取的刀具,在使用完毕后,仍归还到那一刀套中。
数控系统通过网络线RS232将换刀“T”代码指令给PLC,PLC经译码后在数据表中检索,找到T代码指定的新刀号所在的数据表地址,并与现行刀号比较。如不符,则将刀库回转控制信号送刀库控制系统,直到定位到新刀号位置,刀库停止回转,并准备换刀。
工作过程示意图如下:
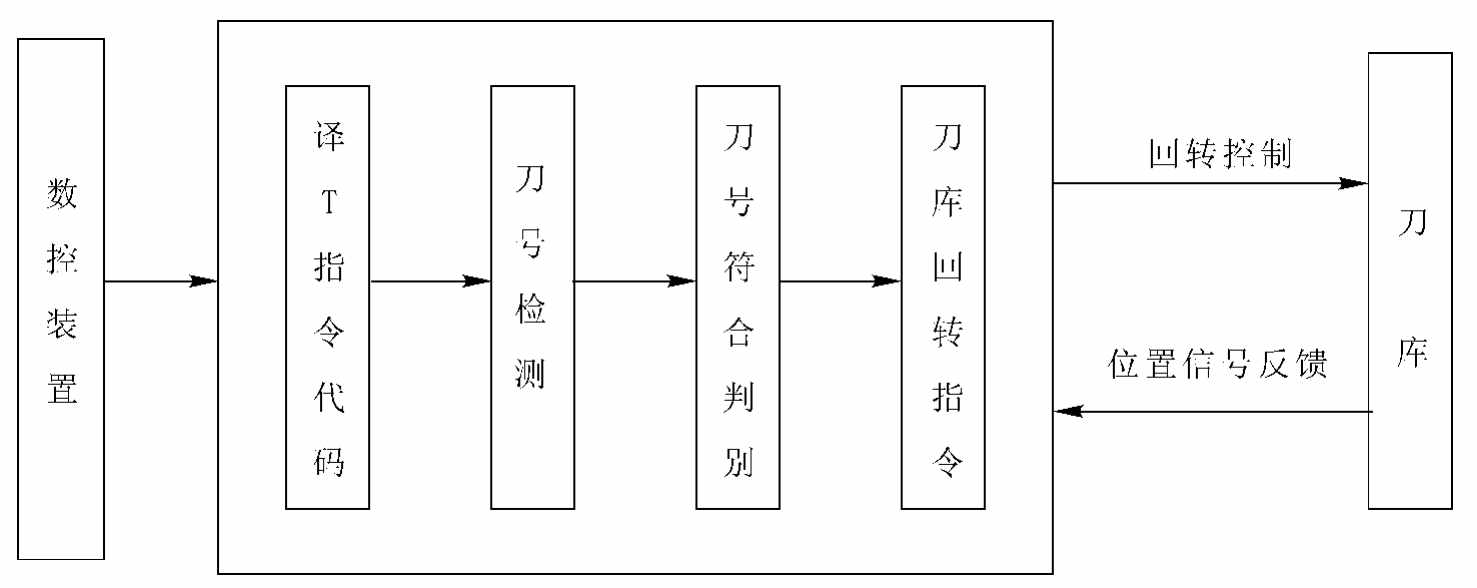
图4-6-1 换刀过程示意图
4.实训内容
假设刀库盘上共有20把刀具供选择,如图4-6-2所示,为提高换刀效率要求换刀时按最小旋转角(≤180°)转动,为提高定位精度,当指定刀具号转至离取刀口一个刀具位置时减速。根据这些要求该控制系统必须能够自动随机判断所取刀具是正转近还是反转近,以下分析取刀算法及规律,刀库刀具示意图如下:
分析:由图可视刀库中20把刀具沿顺时针按圆周摆于刀架上,每当刀库旋转时,取刀口的刀具为当前刀号(假设该值存于DM0000中),将要取的刀号为设定值(假设存于DM0001)两者之差放于DM0002中。先用试探法找出其算法和规律。
(1)假定被取刀号为“7号”,当前值为15号,则用7-15=-8,再取补20+(-8)=12,12>10,设正转标志,正转刀位的步数20-12=8,即正转8个刀位。
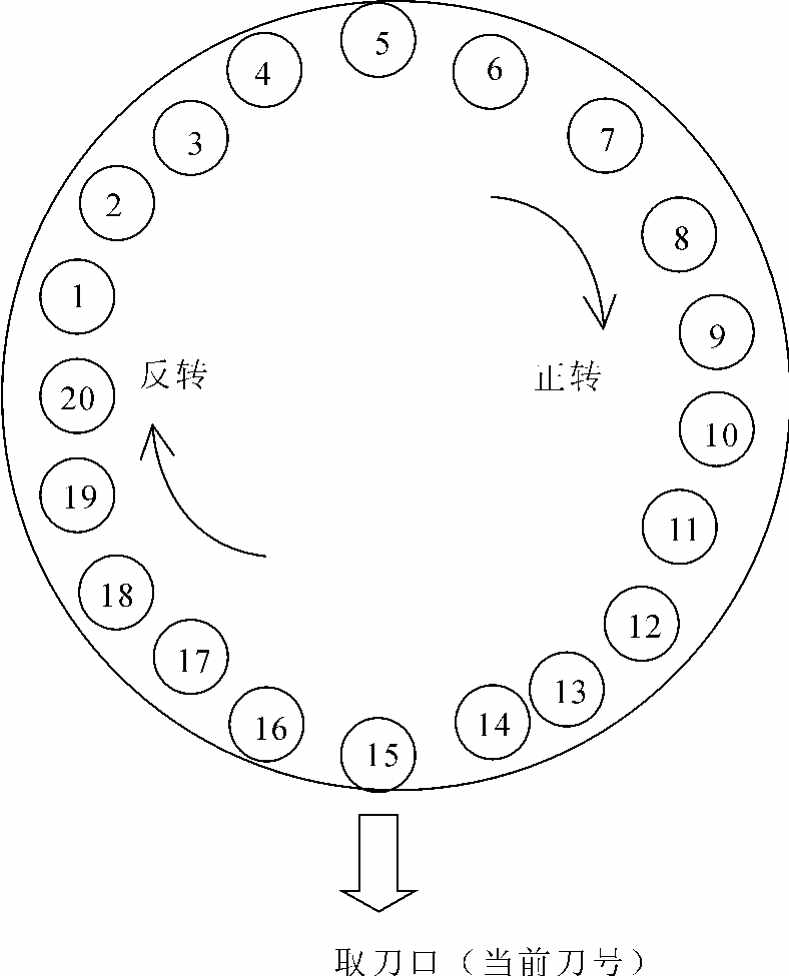
图4-6-2 刀库示意图
(2)假定被取刀号为“3号”,当前值为15号,则用3-15=-12,再取补20+(-12)=8,8<10,设反转标志,反转刀位的步数为8个刀位。
(3)假定被取刀号为“17号”,当前值为15号,则反转2个刀位。
所以得出结论:先将设定值减去现值(即当前刀号),结果若为负则取补(加20),为正不动作,然后判断该值与10的关系(小于180度旋转),大于10则设置正转标志,小于10则设置反转标志。如置正转标志,则在置完标志后应计算出刀具实际旋转的刀步数(20-差值=实际差值)。
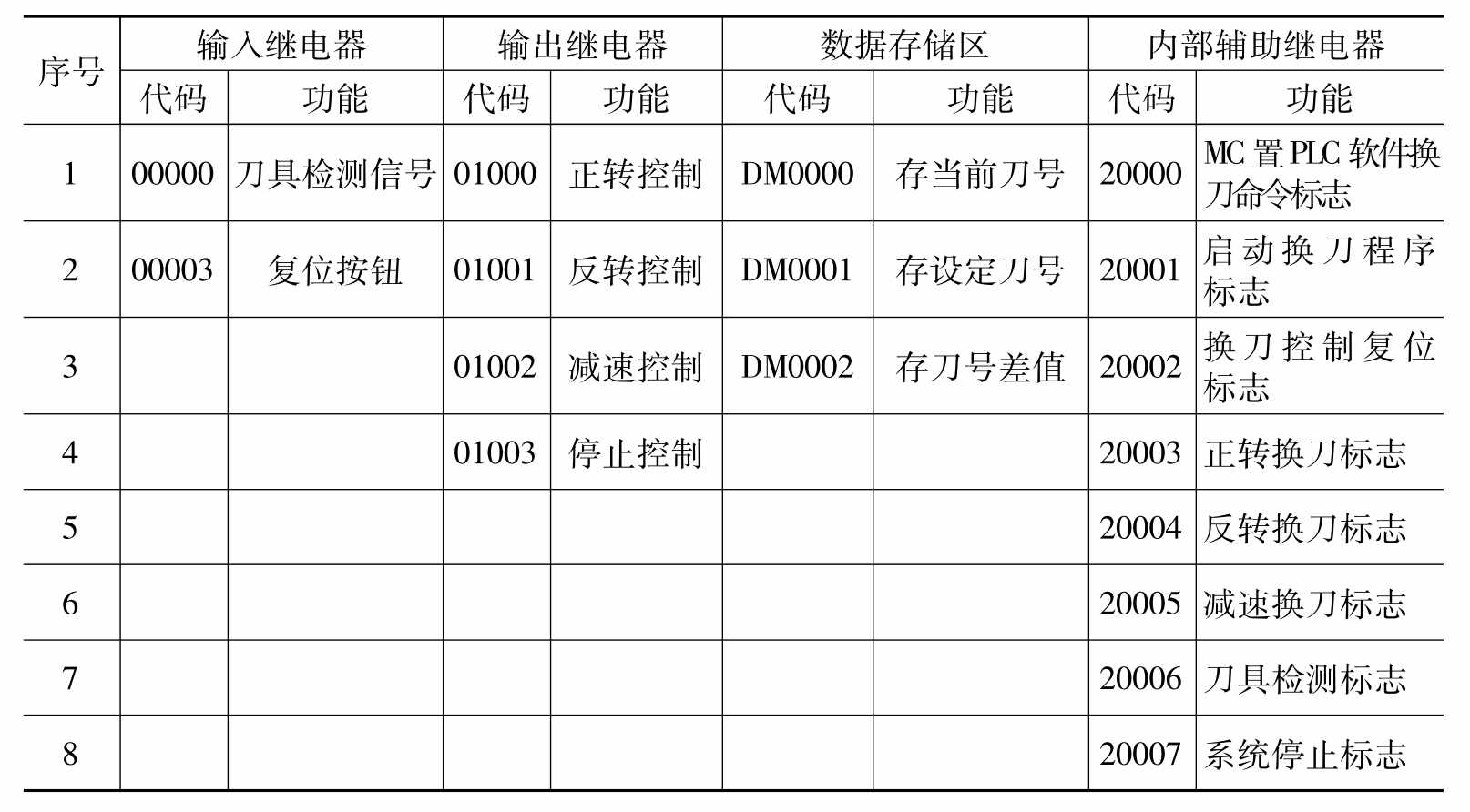
输入输出点的分配见表4-6-1器件分配表。同学们可以参考该表编写程序或自己重新分配器件进行编写,并进行仿真。
表4-6-1 器件分配表
5.实训总结
(1)熟悉加工中心刀库控制原理。
(2)掌握CPM1A系列PLC的工作原理、器件的分配。
(3)熟悉CPM1A-40CDR-A的面板及使用。
(4)会使用编程软件cp-x。
6.实训报告
(1)画出刀库控制所使用的输入输出点分配表。
(2)画出刀库控制程序的梯形图。
(3)程序仿真过程。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。












