



单元9 标准作业组合票
标准作业组合票决定每个人的工作内容、工作顺序及每个过程人工数的标准、设备自动运行时间、步行的时间。
从标准作业组合票中可以反映流水线上人员的负荷、C/T与T/T的平衡性如何、哪里有等待,从而决定是否要调整该过程的负荷量或对相关作业员进行技能的训练。
表4-17是标准作业组合票的基本内容及格式,填写方法如下。
表4-17 标准作业组合票
1.决定生产的必要数,计算要求的生产节拍T/T
T/T=一班的运转时间/一班的生产必要数。T/T为要求生产的节拍。
计算出T/T后在组合票的作业时间栏上纵向画出。这条线是判定对某作业员作业分配合理与否的标准。要注意的是标准作业组合票是一人一份。一条生产线上有三个人就有三份。
2.决定作业员的作业范围
作业员一个作业周期的作业时间(包括步行时间):各过程手工工数t1、自动加工中去掉毛刺、测量等作业t3及步行工数之和,不考虑设备自动操作时间t2。C/T为每个人实际现状的节拍,最好与T/T相当。
3.决定作业顺序
作业顺序的决定要符合以下条件。
(1)避免生产线中人与人之间的相互干扰。
(2)每个人的作业顺序可以与生产工艺顺序不一致,如某人既做第二个过程的作业又做第五个过程的作业。
(3)U字线中尽量考虑投入与产出一致的原则,即生产由同一人完成。
(4)要考虑品质确认的时间。
一个作业员的一个循环作业完成以后,能与T/T线吻合说明作业的安排是合理的;超过T/T线说明要对作业进行改善或增加人手;小于T/T线说明有等待现象,要追加作业。
现场生产线的组长要根据以上内容亲自作业,在没有问题的前提下对作业员进行指导。
4.符号表示
标准作业组合票的符号表示如图4-17所示。
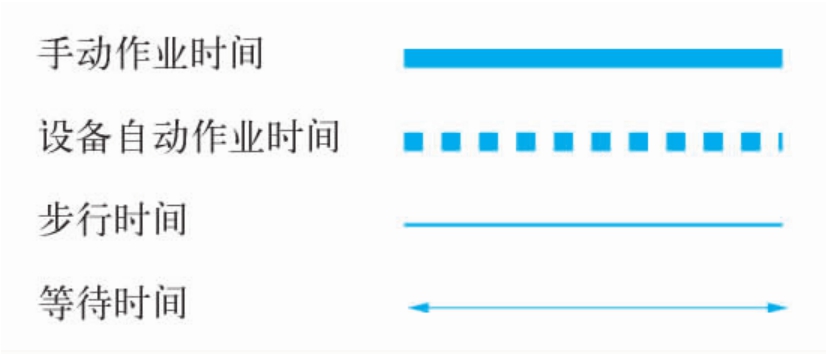
图4-17 标准作业组合票的符号表示
标准作业组合票生产实例
例1:C/T<T/T,说明生产过程中有等待。数字单位为秒。
说明:
(1)过程1:手作业t1=18(秒)、自动加工t2=62(秒)、步行3秒到过程2。
(2)过程2:手作业t1=22(秒)、自动加工t2=67(秒),10秒从起点开始折回。
(3)过程3:手作业t1=32(秒)。
(4)T/T=90(秒),则人有15秒等待。
例2:C/T>T/T,与要求相比,能力不足要重新分配工作。数字单位为秒。
例3:T/T=C/T,作业员在过程3完成以后,步行回到过程1后与要求T/T时间吻合。
例4:下表为某生产线某作业员标准作业组合票。

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










