



五、夹紧方向和受力点的选择
在夹紧时,要保证不破坏工件在定位时的位置,以及加工时工件的位置不因夹紧力和切削力而发生变化,就必须正确选择夹紧力的方向和作用点。
1.夹紧力方向的选择
在镗削过程中,切削力起着破坏工件定位和夹紧的作用,但只要夹紧力方向合理,即使切削力很大,用较小的夹紧力也可以可靠夹紧。如果夹紧力方向不当,即使切削力很小,也可能影响和破坏工件的位置而无法进行顺利切削。正确的夹紧力方向应该是正对着支承垫块,如图3.18(a)所示。如夹紧力通过位置B,可使工件夹得牢固。如果夹紧力方向不是正对着支承垫块,图(a)中通过位置A,不仅夹不紧,反而会产生一个力矩,使工件局部变形。
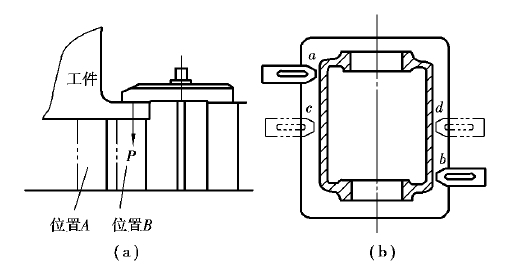
图3.18 夹紧力方向的选择
在图3.18(b)中,a,b两点的压板距离不能太近,尽可能如图示位置。若采用c,d位置夹紧,由于切削力的作用,同样会产生旋转力矩而改变工件的正确位置。
合理的夹紧力方向应满足下列条件:
(1)夹紧力方向应当向着较大的定位表面,以减少单位面积压力,防止工件的变形。
(2)夹紧力方向最好与工件重力、切削力方向相同,以使定位方便,夹紧力最小。
2.夹紧力作用点的选择
夹紧力作用点的选择对镗削加工影响极大,选择得正确与否将直接影响镗削质量。如图3.19(a)所示工件,若夹紧力作用点选在上面两凸肩处,不仅会使两小孔产生变形,而且会因夹紧螺栓太长而夹不牢靠。在加工中也容易产生振动,合理的选择应在a,b处。又如对于图3.19(b)所示壳体类零件,合理的作用点应选择在a处,这样可以使作用力与支承点重合,夹紧也较可靠。若在b处,作用点远离支承点,容易造成工件的变形或碎裂,夹紧也不牢固。
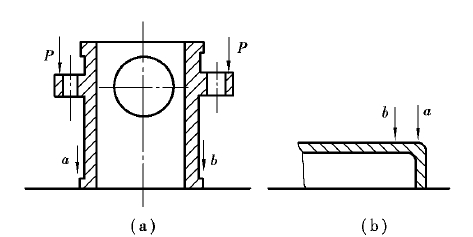
图3.19 夹紧力作用点的选择
对于箱体类零件,镗削时最常用的夹紧方法是采用压板夹紧,在夹紧中压板的放置问题直接影响到夹紧的牢固性。要特别注意压板的后支承与工件受力面是否等高;作用力接触处应是一个平面,而不是一条线。否则会推动工件移动而影响工件的正确定位及使工件表面压痕太深而破坏零件表面的完整性。压板的正确放置方法,如图3.20所示。
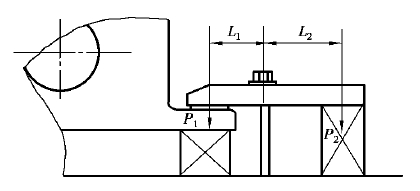
图3.20 压板的正确放置
根据杠杆原理可知:
L1×P1=L2×P2
式中,若L1<L2,则夹紧力P1>P2,故压紧螺栓应靠近夹紧力作用点。
选择夹紧力的作用点应满足下列条件:
(1)夹紧力应均匀地分布在工件的接触面上,并可靠地夹紧工件。
(2)夹紧力的作用点应靠近加工处,以减少切削力对作用点的力矩,并可减少振动。
(3)夹紧力作用点应当处在工件刚性大的位置上,夹紧处应有较大的接触面,以防止工件变形。
(4)夹紧力作用点应尽量靠近支承点或支承面。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










