



在机械加工过程中,经常需要车断零件;螺纹车削时需要退刀槽,零件装配为有一个正确的轴向位置须开退刀槽,所以说车槽或车断加工是一个很重要的环节。
(1)车槽(车断)刀是以横向进给为主,前端的切削刃为主切削刃,有两个刀尖,两侧为副切削刃,刀头窄而长,强度差;主切削刃太宽会引起振动,切断时浪费材料,太窄又削弱刀头强度。
(2)车槽工序安排。车槽一般安排在粗车和半精车之后,精车之前。若零件的刚性好或精度要求不高时也可以在精车后再车槽。
(1)螺纹车削进刀法。
①直进法。易获得较准确的牙型,但切削力较大,常用于螺距小于3mm的三角螺纹。②左右车削法。在每次往复行程后,除了做横向进刀外,还需要向左或向右微量进给。③斜进法。在每次往复行程后,除了做横向进刀以外,只在纵向的一个方向微量进给。
(2)车螺纹的安排。在数控设备上车螺纹一般安排在精车以后车削。
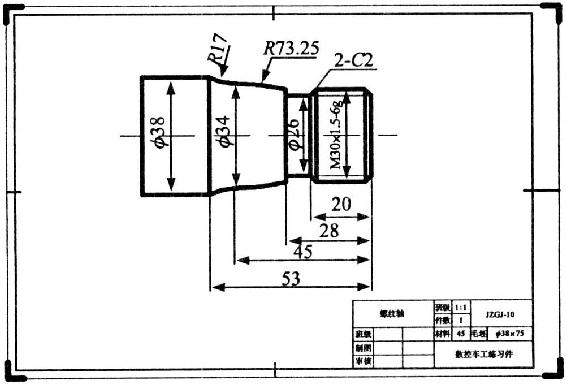
图5-3 螺纹轴
(1)零件图分析。在数控车床上加工如图5-3所示带螺纹的轴类零件,该零件由外圆柱面、槽及螺纹构成,其中零件的最大外径为ϕ38,加工精度不高。需加工M30×1.5的三角螺纹,材料为45号钢。分析该工件的形状是很规范的阶梯轴,因此在编写数控加工程序时采用粗车复合循环加工指令,毛坯尺寸为杏38×75的圆棒料。
(2)确定工件装夹方式。由于这是一个实心轴,并且轴的长度不长,所以采用工件的左端面和ϕ38外圆作为定位基准。使用普通三爪自定心卡盘夹紧工件,取工件的右端面中心为工件坐标系的原点。
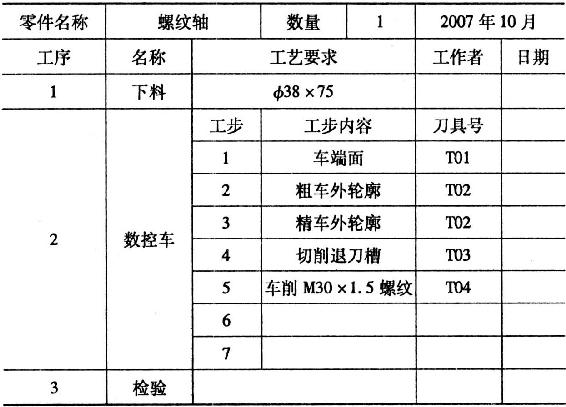
(3)数控加工刀具及加工工序卡。根据零件的加工要求,选用外圆车刀、切槽刀(对刀时以左刀尖进行对刀,以下同)、60°螺纹车刀。为了提高工件的表面加工质量,采用不同的进给速度。刀具的编号依次为01、02、03、04,该零件的数控加工刀具卡见表5-5,数控加工工序卡见表5名。
表5-5 数控加工刀具卡
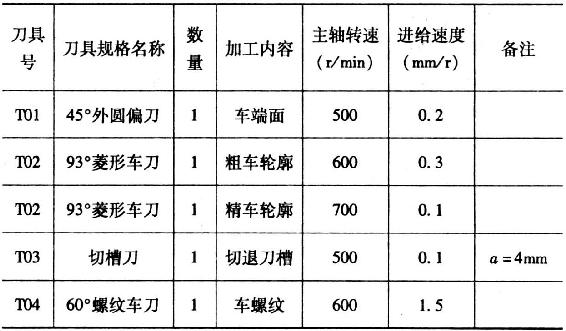
表5-6 加工工序卡
%0003;
N1 G95 T0101; 确定工件坐标系
M03 S500;
N2 G00 X42 Z2; 循环加工起点
N3 G81 X0 Z0 F0.2; 循环车削端面
G00 X100 Z100;
T0202 S600; 换2号刀
G00 X40 Z2; 循环加工起点
N4 G71 U2 R1 P6 Q10 X0.2 Z0.1 F0.3;
外径粗车复合循环加工
N5 M03 S700 F0.1; 主轴转速提高到700r/min
N6 G00 X22; 精加工轮廓开始,直线插补到(22,2)处
N7 X29.85 Z-2; 加工倒角
Z-28; 加工ϕ30圆柱面
X30; 加工台阶面
N8 G03 X34 Z-45 R73.25; 加工R73.25的圆弧
N9 G02 X38 Z-53 R17; 加工R17的圆弧
N10 G01 X42; 退出加工表面精加工轮廓结束
N11 G00 X100 Z100; 回换刀点
N12 T0303 S500; 换切槽刀,切槽并倒角
N13 G00 X38 Z-24;
N14 G01 X26.2 P0.1;
X38;
N15 Z-28;
X26.2;
X38;
N16 G00 X32 Z-21;
G01 X26 Z-24;
Z-28;
X38;
N17 G00 X100 Z100;
N18 T0404 S600; 换螺纹刀
N19 G00 X32 Z3;
N20 G82 X29 Z-23 F1.5; 循环车削螺纹
G82 X28.5 Z-23 F1.5;
G82 X28.3 Z-23 F1.5;
G82 X28.2 Z-23 F1.5;
G82 X28.1 Z-23 F1.5;
N21 G00 X100 Z100;
N22 T0101;
N23 M05;
N24 M30;
(1)要会计算螺纹的各部分尺寸。
(2)从螺纹粗加工到精加工,主轴的转速必须保持一常数。
(3)车削螺纹时主轴的转速:n≤(1200/P)-80。
(4)在数控车床上车槽与普车所使用的刀具与方法基本相同。一次车槽的宽度取决于车槽刀的宽度,刀具从槽底退出时必须沿X轴完全退出,否则将发生碰撞。
(5)切断过程出现切断平面呈凹、凸形等和因切断刀主切削刃磨损及“扎刀”,要注意调整车床转速和加工程序中有关的进给速度数值。
(6)用切槽刀倒C2角时,要计算好X、Z的起点值。而且要注意刀位点的位置。
(7)正确运用G02、G03指令,不能混淆。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











