



CNC内定的M代码用于控制零件程序的走向,是CNC内定的辅助功能,不由机床制造商设计决定,也就是说,与PLC程序无关。CNC内定的M代码见表3-1。
表3-1 CNC内定的M代码
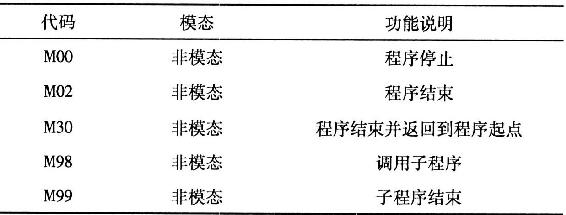
当CNC执行到M00指令时,将暂停执行当前程序,以方便操作者进行刀具和工件的尺寸测量、工件调头、手动变速等操作。
暂停时,机床的进给停止,而全部现存的模态信息保持不变,欲继续执行后续程序,重按操作面板上的“循环启动”键。
M00为非模态后作用M功能。
M02一般放在主程序的最后一个程序段中。
当CNC执行到M02指令时,机床的主轴、进给、冷却液全部停止,加工结束。
使用M02的程序结束后,若要重新执行该程序,就得重新调用该程序,或在程序功能子菜单下按子菜单F7键(请参考HNC-21T操作说明书),然后再按操作面板上的“循环启动”键。
M02 为非模态后作用M功能。
M30和M02功能基本相同,只是M30指令还兼有控制返回到零件程序头的作用。
使用M30的程序结束后,若要重新执行该程序,只需再次按操作面板上的“循环启动”键。
M98 用来调用子程序。
M99 表示子程序结束,执行M99使控制返回到主程序。
(1)子程序的格式:
% * * * *
……
M99
在子程序开头,必须规定子程序号,以作为调用入口地址。在子程序的结尾用M99,以控制执行完该子程序后返回主程序。
(2)调用子程序的格式:
M98 P_L_
P:被调用的子程序号;
L:重复调用次数。
如M98 P0002 L5表示调用程序号为0002的子程序5次。
其余M代码用于机床各种辅助功能的开关动作,其功能不由CNC内定,而是由PLC程序指定,所以有可能因机床制造厂不同而有差异(表3-2内为标准PLC指定的功能),具体使用时请参考机床说明书。如果机床生产厂家放权用户可编写PLC,那么可根据需要自行编写相关M代码,实现不同的功能。
表3-2 PLC设定的辅助功能
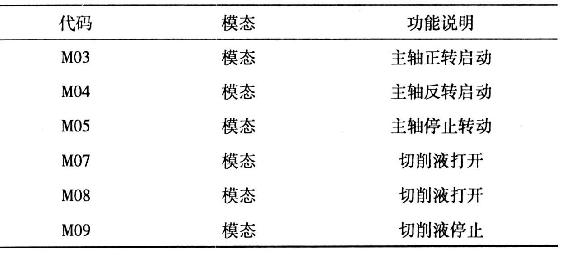
M03启动主轴以程序中编制的主轴速度顺时针方向(从Z轴正向朝Z轴负向看)旋转。
M04 启动主轴以程序中编制的主轴速度逆时针方向旋转。
M05 使主轴停止旋转。
M03、M04 为模态前作用M功能,M05为模态后作用M功能,M05为缺省功能。
M03、M04、M05 可相互注销。
M07、M08 指令将打开冷却液管道。
M09 指令将关闭冷却液管道。
M07、M08 为模态前作用M功能,M09为模态后作用M功能。
M09 为缺省功能。
主轴功能S控制主轴转速,其后的数值表示主轴速度,单位为转/每分钟(r/min)。在恒线速度功能时S指定切削线速度,其后的数值单位为米/每分钟(m/min)。G96恒线速度有效、G97取消恒线速度。
S是模态指令,S功能只有在主轴速度可调节时有效。
S所编程的主轴转速可以借助机床控制面板上的主轴倍率开关进行修调。
F指令表示工件被加工时刀具相对于工件的合成进给速度,F的单位取决于G94(每分钟进给量mm/min)或G95(主轴每转一转刀具的进给量mm/r)。每转进给量与每分钟进给量可以相互转化。
当工作在G01、G02或G03方式下,编程的F一直有效,直到被新的F值所取代,而工作在G00方式下,快速定位的速度是各轴的最高速度,与所编F无关。
借助机床控制面板上的倍率按键,F可在一定范围内进行倍率修调。当执行螺纹切削循环G76、G82,螺纹切削G32时,倍率开关失效,进给倍率固定在100%。
注意:①当使用每转进给量方式时,必须在主轴上安装一个位置编码器;②直径编程时,X轴方向的进给速度为:半径的变化量/分、半径的变化量/转。
刀具功能主要用来指令数控系统选刀或换刀,华中(HNC-21T)系统与FANUC系统相同,用T代码与其后的4位数字(刀具号+刀补号)表示,例如T0201表示选用2号刀具和1号刀补(SI-EMENS系统用T2D1表示)。当一个程序段同时包含T代码与刀具移动指令时,先执行T代码指令,而后执行刀具移动指令。T指令同时调入刀补寄存器中的补偿值。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











