



六、预防加工后尺寸变化的划线方法
这里所说的加工,主要是指卷制、压制、剪切和焊接等工序的加工,按设计尺寸划线后,经卷制、压制和剪切后尺寸会变大;经热切和焊接后尺寸会变小,因而会影响制件的几何尺寸。
切割分冷切(如剪切)和热切,冷切会使板料伸长,热切会使板料缩短,一边冷切一边热切会使板料弯曲。
探讨加工后尺寸变化的目的,实际就是探讨划线时如何正确的加减余量,以保证制件的几何尺寸在允差范围。
1.窄长板条冷热加工后的变形规律
这里所说的冷热加工,是指剪切和气割加工,应根据在实践中遇到的实例,进行总结分析,掌握规律,以便在下料时灵活运用,做到精确下料。
(1)窄长板条的热切。
所谓窄长板条,是在人们的意识中长比宽大得多的板条。如图2-58和图2-59所示,就属于窄长板条,一侧受热后便向受热侧弯曲了10mm,若两侧皆受热便不会产生弯曲,划线时必须引起足够的重视,否则加工时会没有余量。
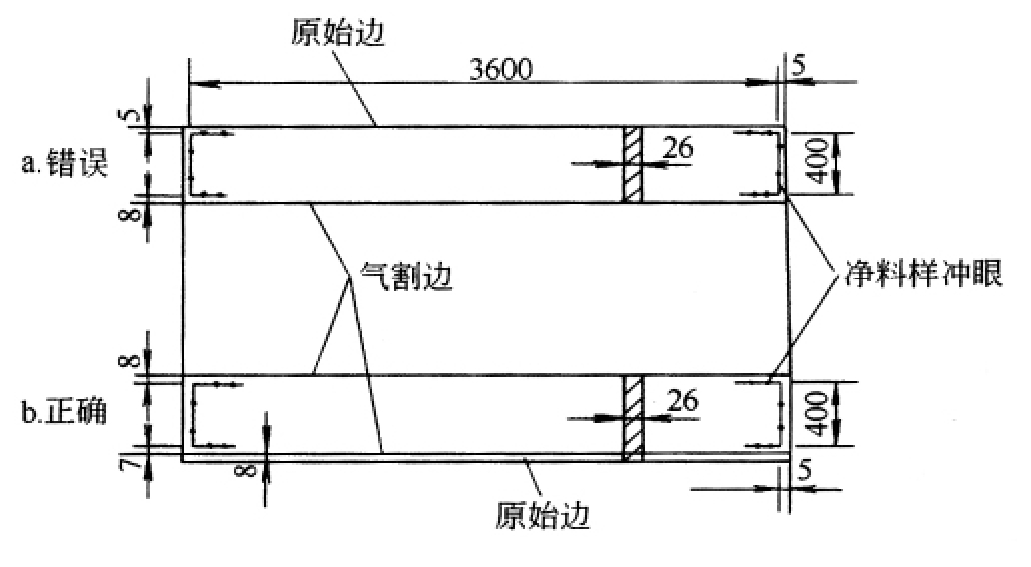
图2-58 热切窄长板条时正误划线方法
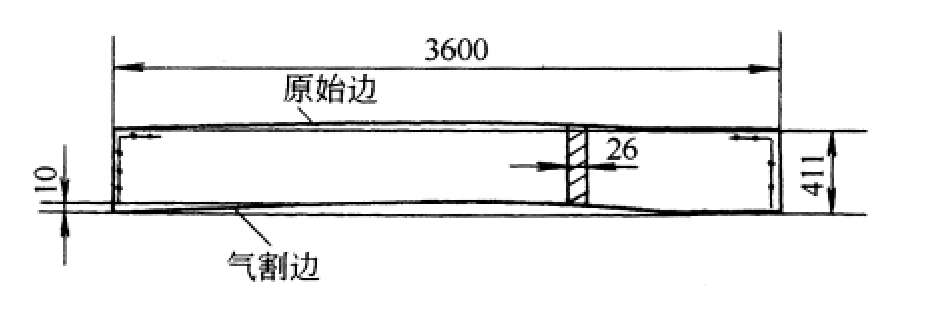
图2-59 窄长板条错误热切后变形情况
单侧受热变形与板宽、板厚成反比,与板长成正比。如图2-60所示,板宽823mm,板厚20mm,板长9347mm,只按板宽和板厚的估计是不会产生很大变形的,即使有点变形也不会影响刨边,气割后却弯曲了15mm,致使气割侧刨时没有余量。
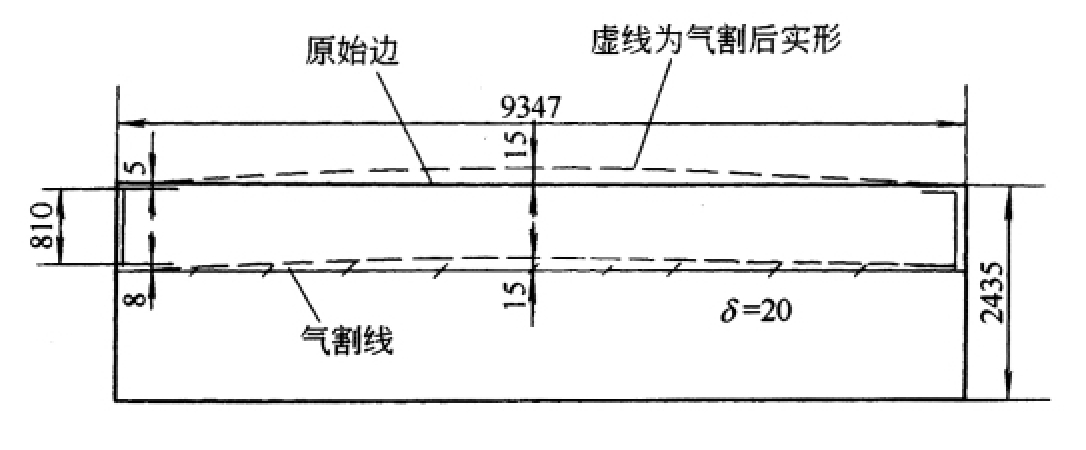
图2-60 出乎意料的热切弯曲
原因分析:由于板较宽、较厚,刚性较大,单侧受热后单位长度的变形量确实很小,但由于太长,其积累变形量就显得很大了。
预防措施:板料需单侧受热断料时,不但要考虑板宽和板厚,还要考虑板长这一正比因素。
(2)窄长板条的剪切。
图2-61为窄长板条的正误剪切方法,正确的剪切方法是两边应各剪一刀,错误的剪切方法是只剪一个边。剪切的变形与气割的变形正相反,剪切后,被剪边受挤压变薄伸长,向未剪边产生弯曲,如图2-62所示,弯曲了5mm。
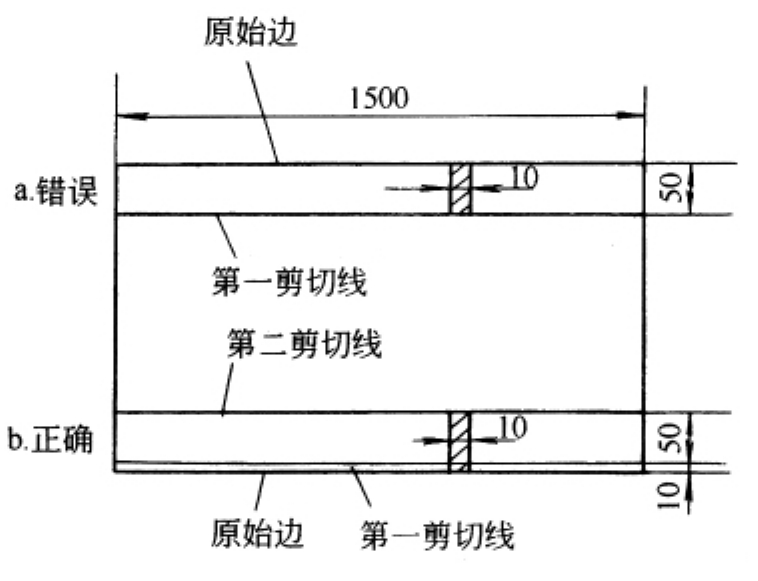
图2-61 剪切窄长板时正误划线方法
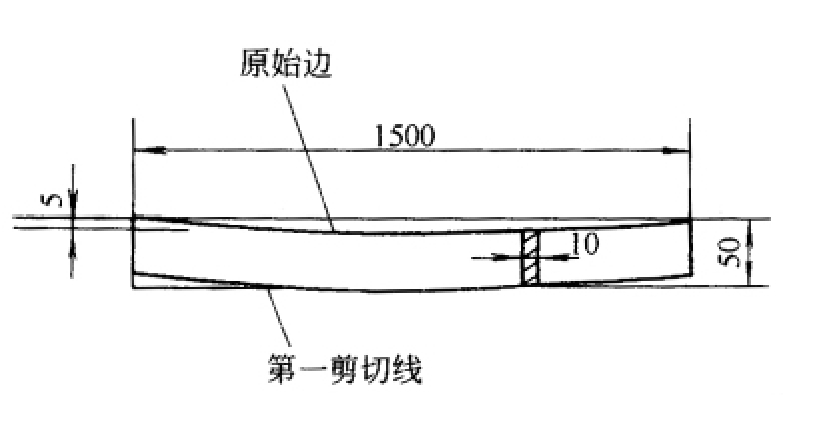
图2-62 窄长板条错误剪切后变形情况(调扭曲后测量)
预防措施:批量剪切窄长板条时,原始边往里5~10mm为第一剪,然后逐线剪切,原始边缘不剪一刀是错误的。
2.圆筒体加工前后的尺寸变化
这里所说的加工,是指卷制加工和焊接加工,焊接方法分埋弧自动焊和手工电弧焊。为了探讨加工前后的尺寸变化,对两种焊接方法的筒体进行了检测,从下料着手,严格控制尺寸偏差,长和宽的尺寸偏差为±0,对角线的尺寸偏差为±(0~1.5)mm,现将两种焊接方法的筒体检测结果分述如下,以探讨加工前后尺寸的变化规律,从而做到精确下料。
(1)埋弧自动焊。
图2-63为碳四塔裙座埋弧自动焊前后的尺寸变化图。这里所探讨的埋弧自动焊的前提是,自动焊后又回卷床校圆的情况。
①直径的变化。
从图2-63可看出,每带板两道纵缝,焊完一道纵缝后,去卷床卷圆,通过卷制,第一道焊缝的应力被释放且连同未受热的整带板全部被拉伸变长(四轴辊卷板机更明显);合茬纵缝焊接后,又回卷床校圆,通过校圆,整带板全部被拉伸变长(包括前后的两道纵焊缝),所以,周长伸长了10mm,即成型后的直径大于设计直径。
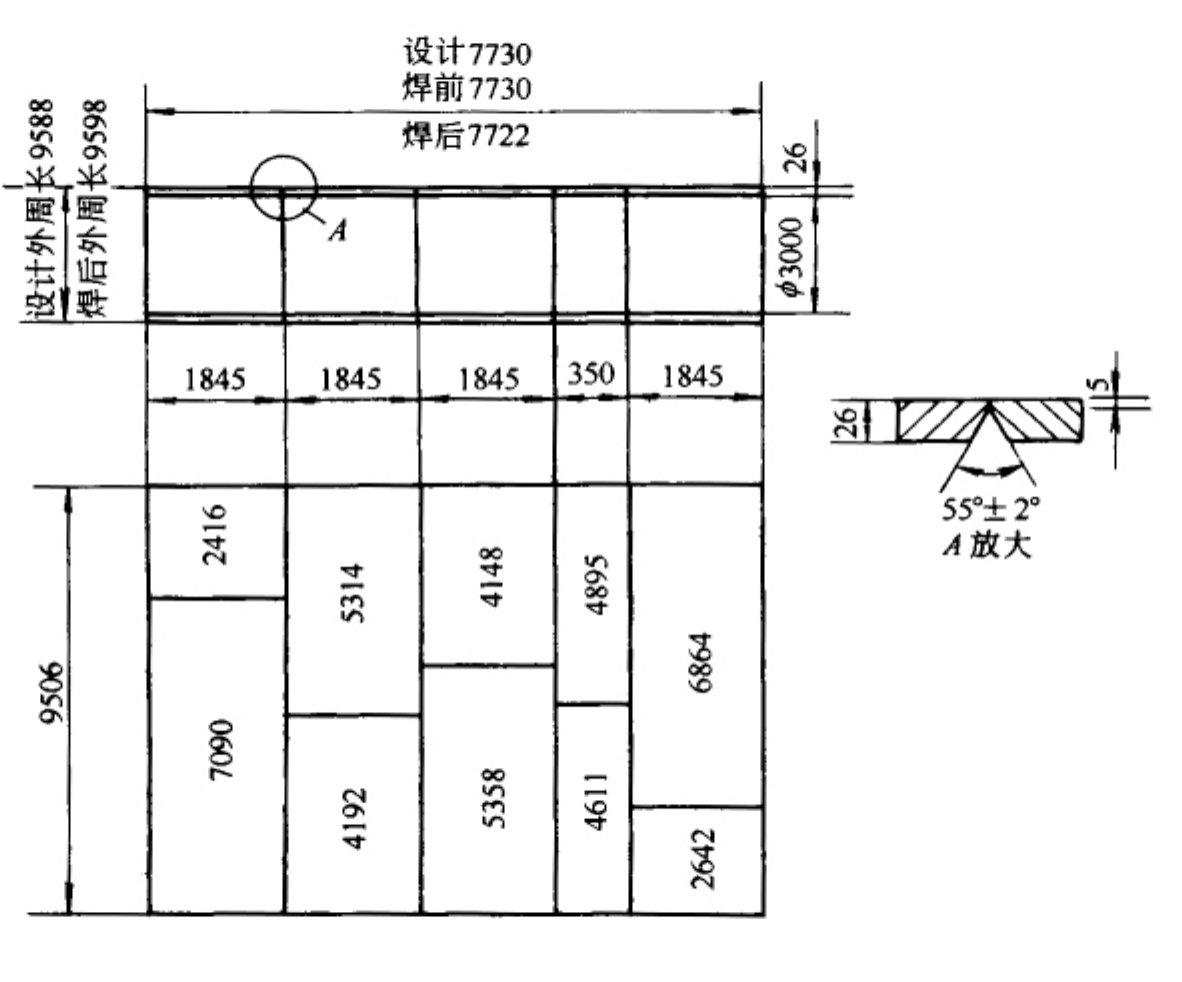
图2-63 碳四塔裙座埋弧自动焊前后尺寸变化
使用自动焊且回卷床校圆的筒体,成形后的直径会变大,排版时,较精确的容器可考虑减小一点展开长,以便于结合件的连接,如与法兰套接和与封头、锥体的连接等。如换热器筒体,直径大一点反而对穿管芯有好处;至于一般容器,按设计展开长排版就可以了,如裙座、贮罐之类的结构,一个直径大,其他的都应大,这样既不影响各带的组对,也不影响内外件的安装。
②高度的变化。
为了适应自动焊强穿透力的需要,组对环(纵)缝时,一般无间隙或间隙很小,焊接冷却后收缩,而又不可能同纵缝一样回卷床释放应力使之伸长,所以,高度缩短了8mm,平均每道焊缝缩2mm。
筒体高度虽有允差,但此值较大,已超差,在排版且决定使用自动焊时,高度方向应视板厚,每道缝加1.5~2.5mm的收缩余量,便可控制在允差范围内。
卷制或单节校圆时,根据多年的实践经验,高度方向有伸长的倾向,但值很小,所以不予考虑。
(2)手工电弧焊。
图2-64为邻二甲苯贮槽手工电弧焊前后的尺寸变化情况,这里所说的手工电弧焊,是指板较薄、直径大、分片卷制后又不可能回卷床校圆的中大型贮罐。对于手工焊后又回卷床校圆的小直径筒体,尺寸变化情况与上述埋弧自动焊相似。
①直径的变化。
从图2-64可看出,每带三块板,每块板在卷床上卷出设计曲率,通过卷制会有一定程度的伸长,设伸长值为e1。然后在底板上立放组对纵缝,为了保证焊透的需要,一般需留3~4mm的间隙,焊后缩到两钝边接触,一般认为留几个毫米就缩几个毫米,但其中还会有一个收缩值,因为它终究是受热熔焊。设此收缩量为e2,卷制伸长的e1和焊接收缩的e2基本抵消,所以,成型后的直径与原设计直径基本相等。
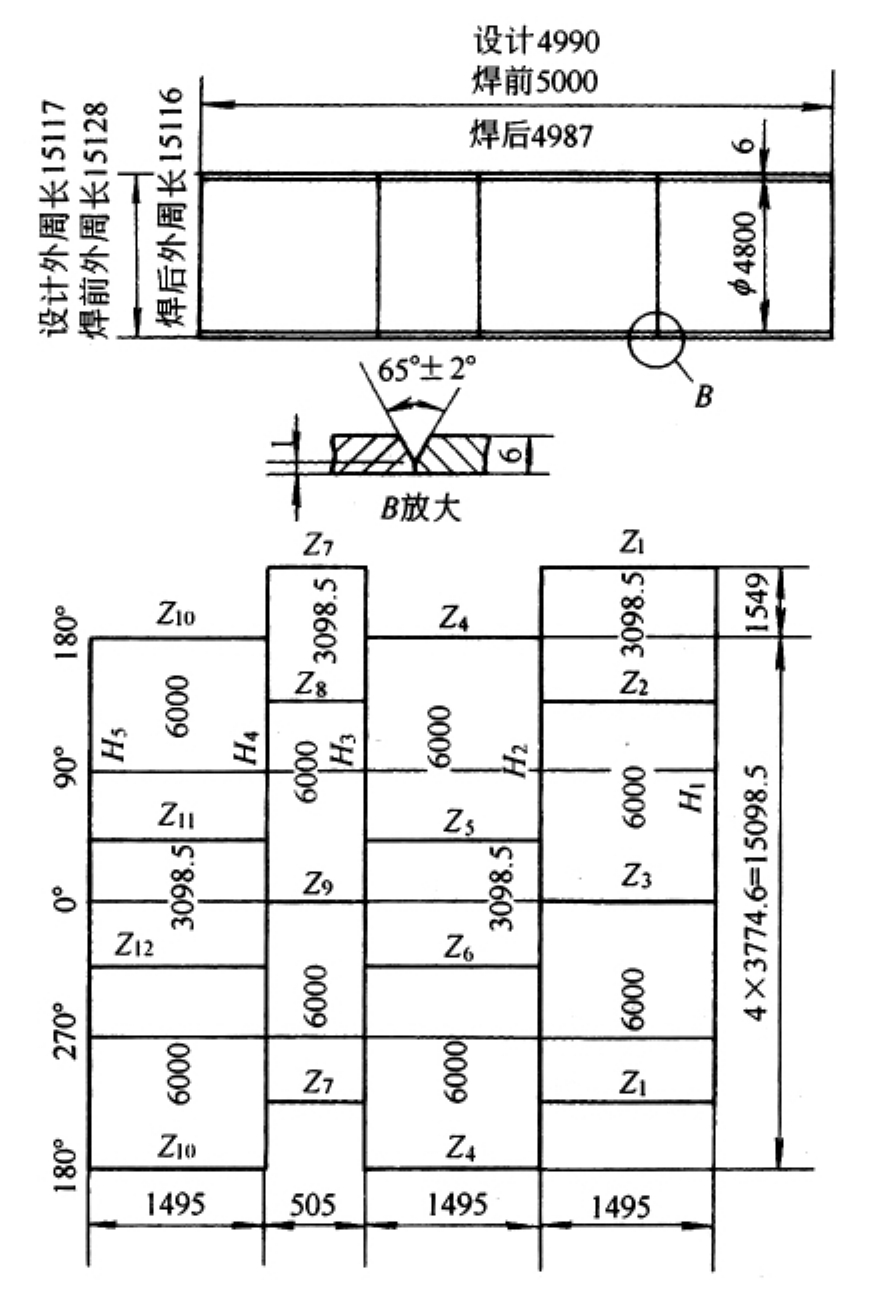
图2-64 邻二甲苯贮槽手工焊前后尺寸变化
根据以上分析,采用手工焊的筒体,不回卷床校圆的,实际直径基本等于设计直径,那么回卷床校圆的肯定大于设计直径,所以,应分两种情况来处理排版图的展开长。
第一种是不回卷床校圆的,如本例,曲率较小,分片卷制时的伸长量和焊接后的收缩量基本相等,排版展开长可按设计展开长。
如直径20m以上的大型贮罐,不可能回卷床校圆,分片卷制时伸长值几乎为0,但焊接收缩量仍存在,所以,排版展开长应稍大于设计展开长是合适的。实际上,类似这类大型贮罐,是用合茬板来调节周长的。
第二种是回卷床校圆的。不采用自动焊而采用手工焊,又能回卷床校圆的小筒体,实际直径肯定大于设计直径,会影响到与法兰、封头的连接,排版展开时知道这一关系就可以了,以便于灵活运用。
②高度的变化。
成型后的高度比设计高度要低,但比自动焊收缩得少。
高度变低的道理同以上分析的直径变化的道理,这里就不重复了,为了补偿高度的缩短,可根据板厚情况,每道环缝加1~1.5mm的收缩余量。
采用手工焊的筒体,排版时在高度方向也要适当加一点收缩量,但比自动焊要加得少,板厚10mm以下按1mm,10mm以上按1.5mm即可。
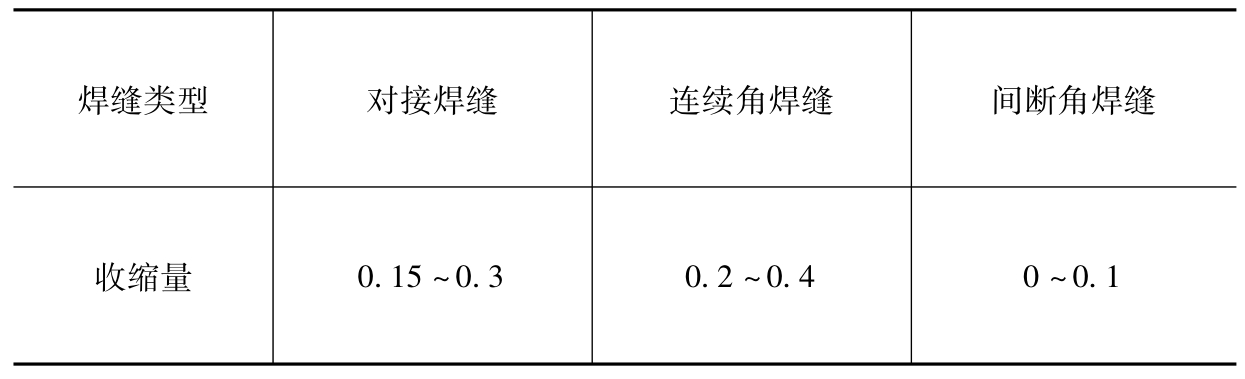
(3)焊缝的收缩量。
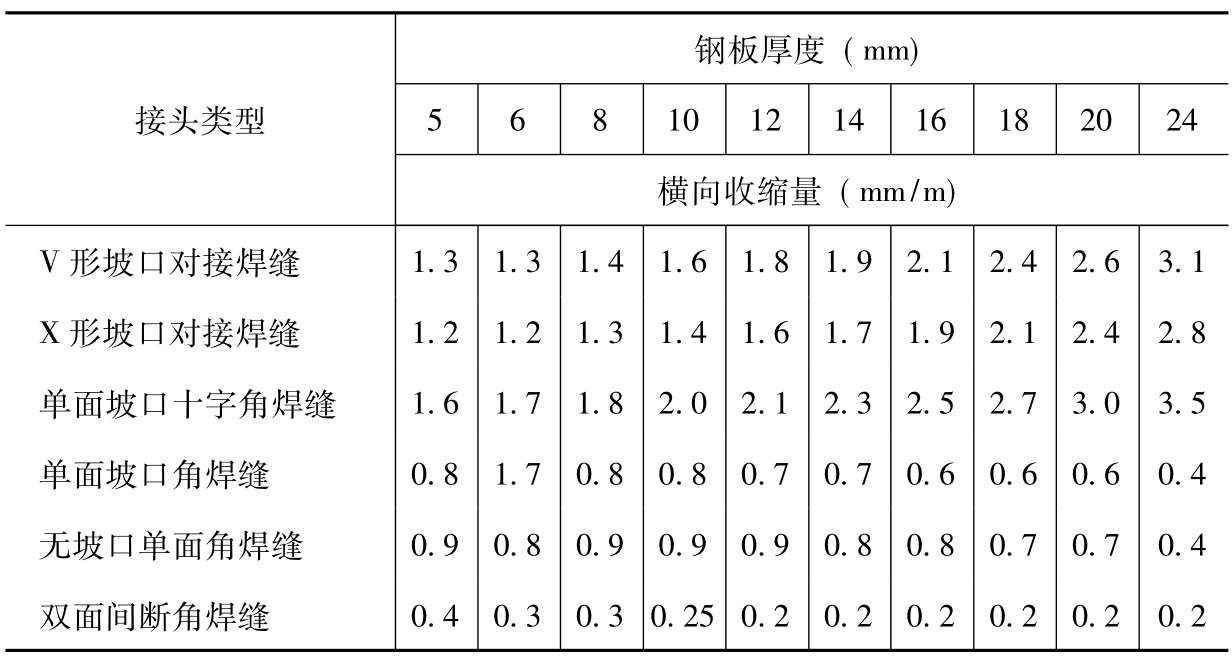
钢结构焊接后都会产生收缩,包括纵向收缩和横向收缩,纵向收缩较小,横向收缩较大,至于缩小多少,与各种因素有关,如板厚、材质、焊接速度、焊接方法、电流大小等,要想取得较确切的收缩量,必须通过试验取得。见表2-7和表2-8。
表2-7 焊缝纵向收缩量(mm/m)
注:表中所表示的数据是在宽度大约为15倍板厚的焊缝区域中的纵向收缩量。适用于中等厚度的低碳钢板。
表2-8 焊缝横向收缩近似值
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











