



2.3 平面的加工
平面是模具外形表面中最多的一种表面形式。就几何结构来说平面很简单,但是这些平面要作为模具使用时的安装基面,或者作为型腔表面加工的基准,有时又要作为模具零件之间的接合面。因此,除了要保证各平面自身的尺寸精度和平面度外,还要保证各相对平面的平行度以及相邻表面的垂直度要求。平面一般采用牛头刨床、龙门刨床和立铣床进行刨削和铣削加工,去除毛坯的大部分加工余量,然后再通过平面磨削达到设计要求。表2-3列出了模具平面的加工方案,供制订模具加工工艺时参考。
表2-3 平面的加工方案
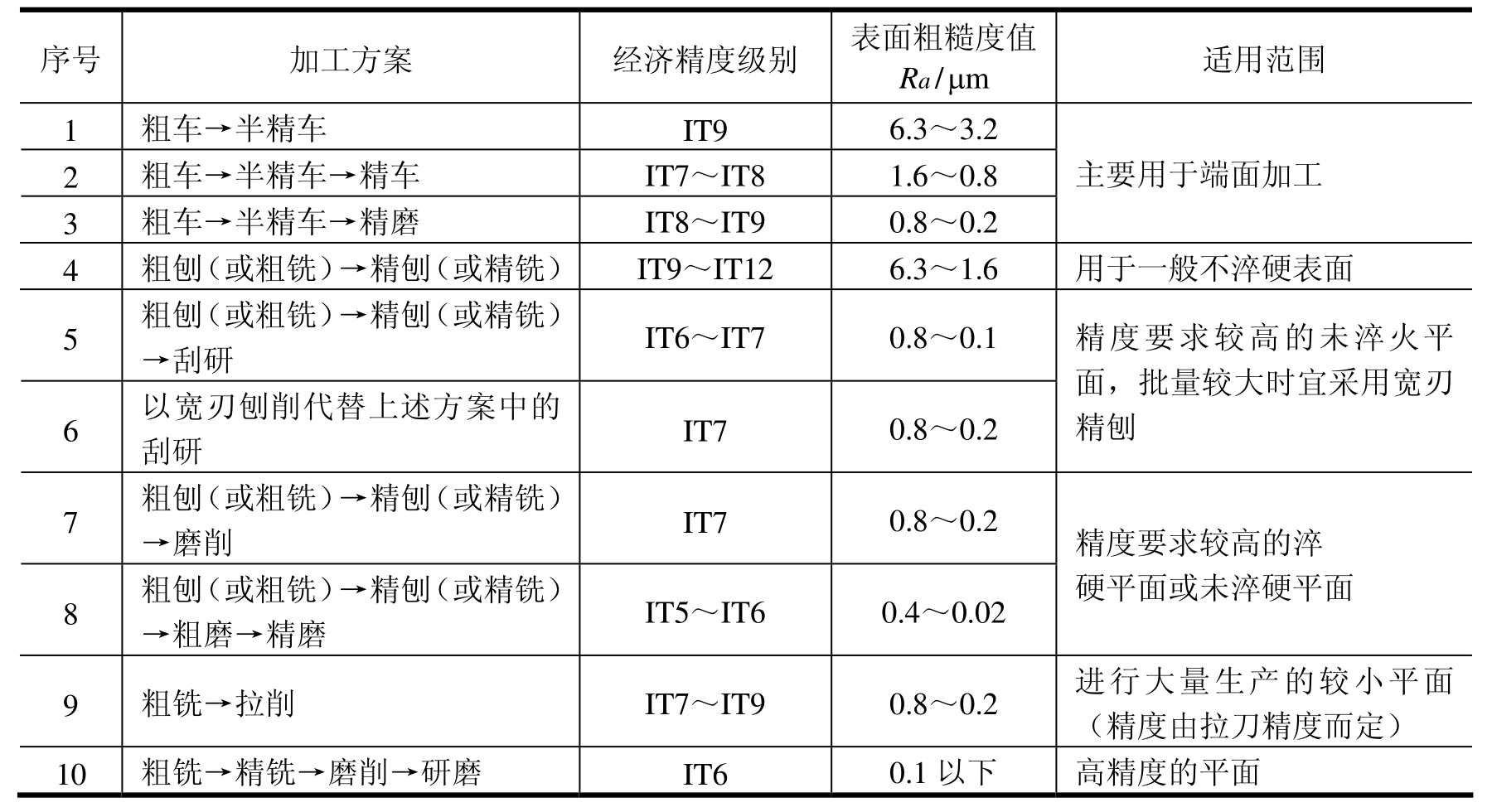
从生产效率方面考虑,大型平面多采用龙门刨床进行刨削加工,中型平面多采用牛头刨床进行刨削加工,中、小型平面多采用立铣床进行铣削加工。
铣削加工是在铣床上用铣刀进行加工的方法。铣床的种类主要有卧式铣床、立式铣床、龙门铣床、工具铣床等。工件在铣床上的装夹,可以采用平口钳、回转工作台及万能分度头等来实现。铣刀是一种多齿刀具,根据铣削对象的不同,需要不同种类的铣刀。平面的铣削可采用圆柱形铣刀对工件进行周铣或用端铣刀对工件进行端铣,见图2-5。与周铣相比,端铣同时参与工作的刀齿数目较多,切削厚度变化较小,刀具与工件加工部位的接触面较大,切削过程较平稳,且端铣刀上有修光刀齿,可对已加工表面起修光作用,因而其加工质量较好。另外,端铣刀刀杆的刚性大,切削部分大都采用硬质合金刀片,可采用较大的切削用量,常可在一次走刀中加工出整个工件表面,因此,生产效率较高。
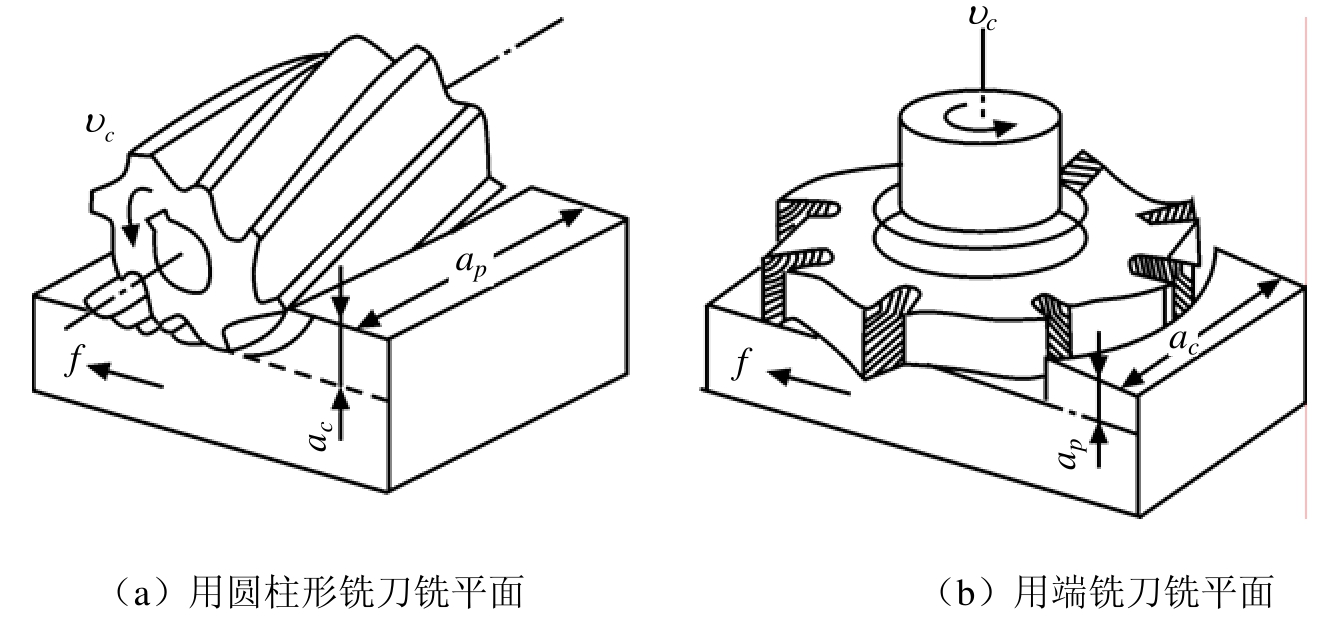
图2-5 铣削的应用
大、中型平面的加工多采用刨削来完成。对于较小的工件,常采用平口钳装夹;对于较大的工件,可直接安装在牛头刨床的工作台上,如图2-6所示。如果工件的相对两平面要求平行,相邻两平面要求垂直,应采用平行垫块和垫上圆棒的方法在平口钳上装夹;较大的工件也可用角铁装夹,如图2-7所示。
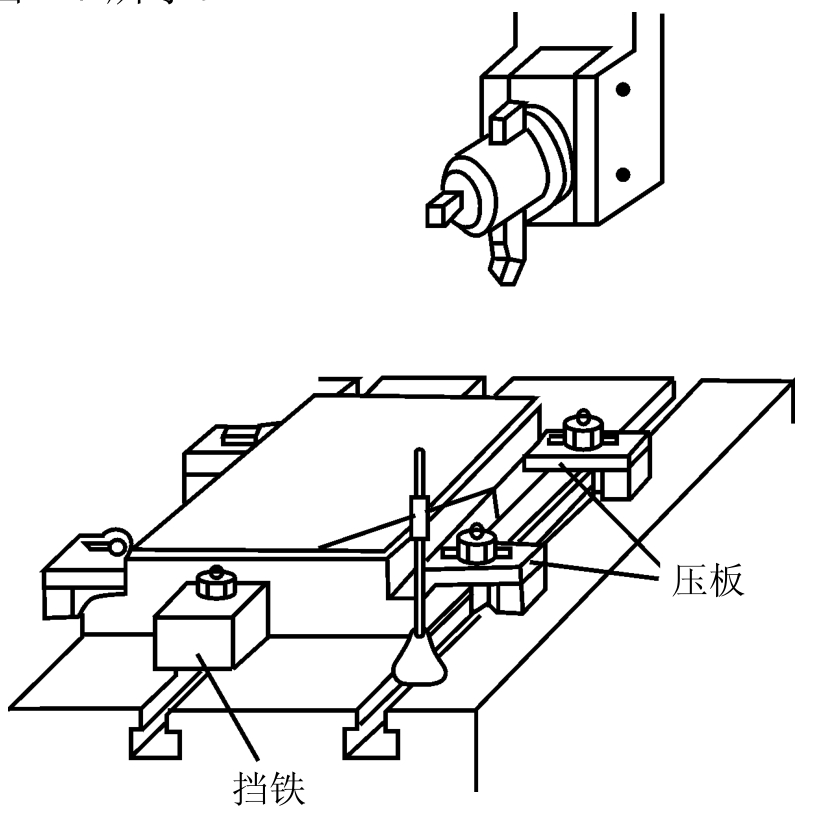
图2-6 工件直接安装在工作台上
图2-7 矩形工件的装夹
平面磨削是在平面磨床上进行的。加工时通常将工件装夹在电磁吸盘上,用砂轮的周面对工件进行磨削。平面磨削可分为卧轴周磨和立轴周磨两种方法。周磨是用砂轮的圆周面磨削平面,周磨平面时砂轮与工件接触面积很小,排屑和冷却条件均较好,因此工件不易产生热变形。由于砂轮圆周表面的磨粒磨损均匀,故加工质量较好,适用于精磨。端磨是用砂轮的端面磨削工件平面,端磨平面时,砂轮与工件接触面积较大,冷却液不易注入磨削区内,工件热变形大。另外,因砂轮端面各点的圆周速度不一样,端面磨损不均,故加工质量较差,但其磨削效率高,适用于粗磨。
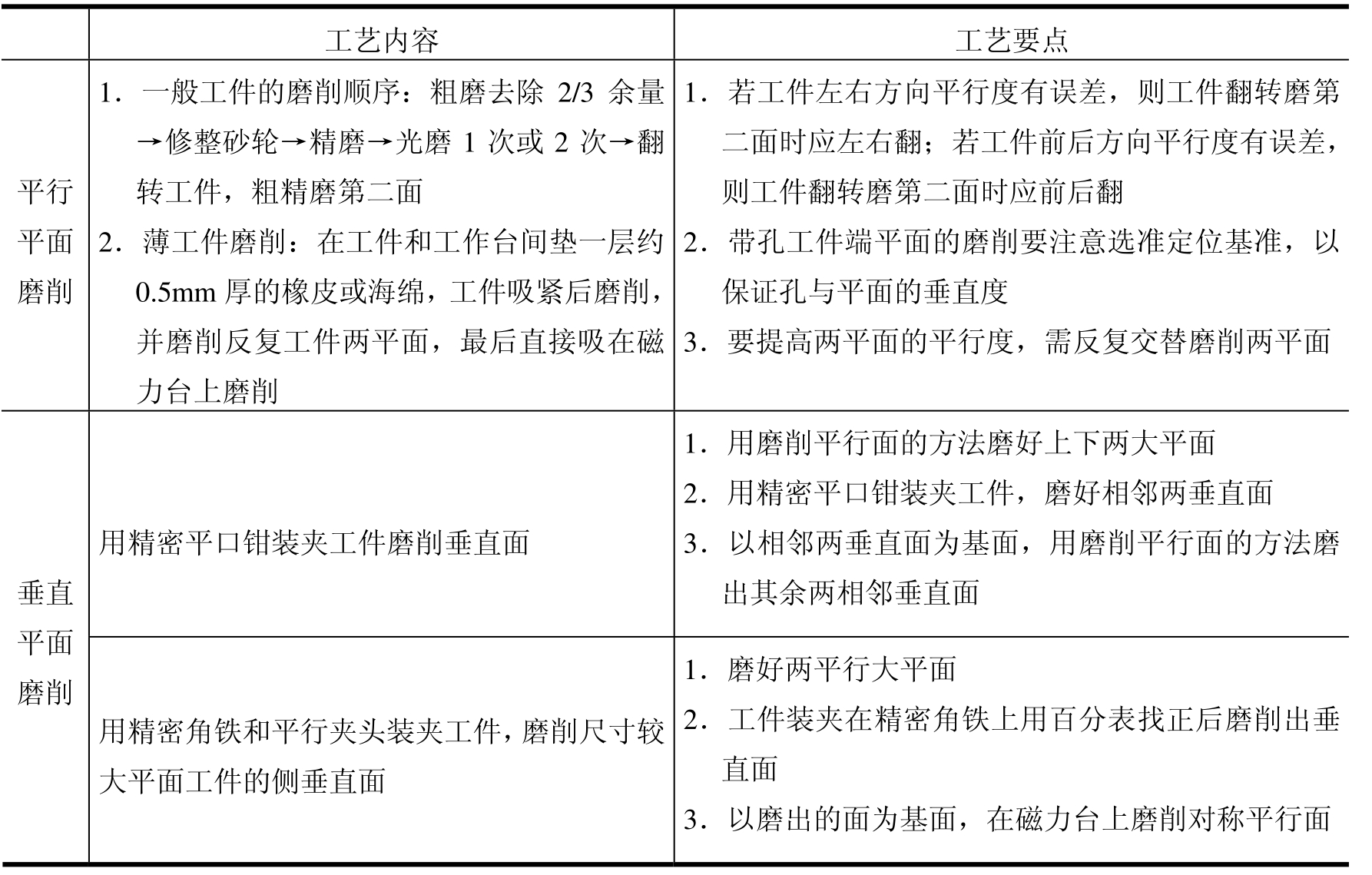
平面磨削的加工精度可达IT5~IT6,表面粗糙度Ra=0.4~0.2μm。平面磨削的工艺要点见表2-4。
表2-4 平面磨削的工艺要点
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










