



子任务二 水平固定管二氧化碳气体保护焊
目标要求
1.掌握水平固定管二氧化碳气体保护焊的操作技术。
2.熟练掌握随固定管曲率变化调节焊枪角度的方法。
一、任务
任务单如图3.20所示。
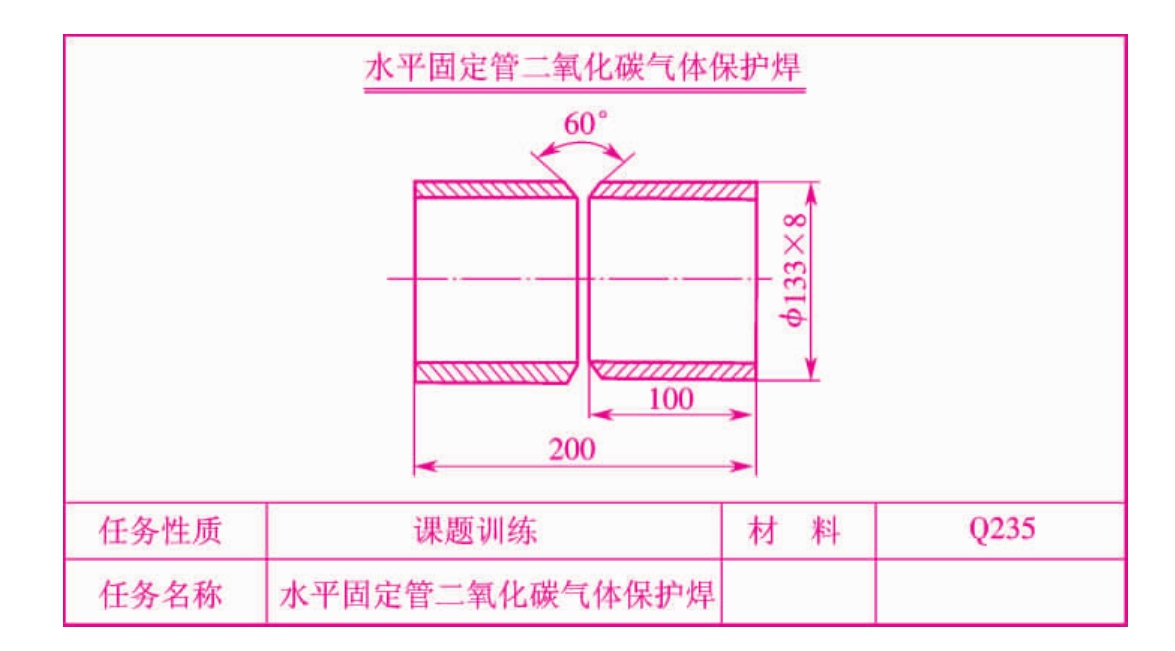
图3.20
二、任务准备
(1)焊件:20钢无缝钢管,规格是φ133mm×5mm×100mm,管的一侧加工成30°坡口。两段管子组对一组焊件。
(2)焊丝:ER49—1型,直径为1.0mm。
(3)二氧化碳气体的纯度:应大于等于99.5%。
(4)焊机:与中厚板Y形坡口平对接二氧化碳焊机所用焊机相同。
(5)装配及定位焊:将焊件坡口20mm范围内铁锈、油污等清理干净,放入组装V形槽内,保持两管同心,不得有错边。留出合适的间隙,在管子的10点钟和2点钟的位置进行定位焊,并将定位焊缝两端用角向砂轮打磨成斜坡状,以利于接头。焊件的装配尺寸要求见表3.9。
表3.9 水平固定管二氧化碳气体保护焊焊件装配尺寸

三、任务相关知识
水平固定管二氧化碳气体保护焊时,焊接位置由仰位到平位不断发生变化,焊枪角度和焊枪横向的摆动速度、幅度及在坡口两侧停留时间均应随焊接位置的变化而变化。为保证背面焊缝的良好成形,控制熔孔大小是关键。在不同的焊接位置熔孔尺寸应有所不同:仰焊位置,熔孔应小些,以避免液态金属下坠而造成内凹;立焊位置有熔池的承托,熔孔可适当大些;平焊位置时液态金属容易流向管内,熔孔应小些。
四、任务实施
(1)确定焊接工艺参数,见表3.10。
表3.10 水平固定管二氧化碳气体保护焊焊接工艺参数

(2)开启焊机并调试焊接工艺参数。
(3)打底层焊。将焊件水平固定在距地面800~900mm的高度,使得焊工单腿跪地时,能从时钟位置6点处焊至9点或3点处;站着时,稍弯腰能从9点或3点处焊至12点处。间隙小的一侧放在仰焊位置,先按顺时针方向(也可逆时针方向焊接)焊接管子前半部。焊枪与焊件的角度见图3.21。

图3.21
施焊时,焊枪在5点与6点间的位置,对准坡口根部一侧引弧。引燃电弧后,稍加稳弧移向坡口另一端并稍加停顿,通过坡口两侧的熔滴搭桥建立第一个熔池,之后电弧作小幅度的横向摆动,在前方出现熔孔后即可进入正常焊接。操作过程中,在仰焊位置为获得较为饱满的背面成形,焊枪作小锯齿形摆动的速度要快些,以避免局部高热熔滴下坠,熔孔也比立焊位置时小,以熔化坡口钝边0.5mm为宜;由仰位至立位时,焊枪摆动速度应逐步放慢,并增加电弧在坡口两侧的停留时间;当焊至9点钟位置时,中止焊接,焊工调整身体位置,保证在最佳的焊枪角度下施焊,从立位至平位,焊枪在坡口中间摆动速度要加快,坡口两侧适当停顿,并适当减小熔孔尺寸,以防止管子背面焊缝超高;焊至顶部12点位置时不应停止,要继续向前施焊5~10 mm。顺时针方向焊完管子的前半部后,用角向砂轮将始焊处和终焊处打磨成斜坡状,然后再继续管子后半部的焊接,操作方法与前半部焊接相同。接头时,可在熔池的前端引弧,移向接头的斜坡处,待形成新的熔孔后,即可恢复正常焊接。收弧时,在坡口边缘停弧,待熔池完全凝固后再移开焊枪。
(4)填充层焊。填充层焊接前,将打底层表面的飞溅物清理干净,打磨平整接头凸起处,清理喷嘴飞溅物,调试好焊接工艺参数,即可引弧焊接。焊枪角度与打底层焊基本相同,但焊枪锯齿形摆动幅度要大些,并注意坡口两侧适当停顿,保证焊道与母材良好熔合,控制填充量,使焊道表面低于管子表面1.5~2mm,坡口棱边保持完好。
(5)盖面层焊。盖面层焊接的操作方法与填充层相同,因焊缝加宽,则焊枪的摆动幅度应加大,控制焊枪在坡口两侧稍作停顿,回摆速度放缓,使熔池边缘熔化棱边1mm左右。运丝速度均匀、熔池间的重叠量一致,才能保证焊缝成形美观。
五、任务分配
焊件:20钢无缝钢管,规格是φ133mm×5mm×100mm,管的一侧加工成30°坡口。两段管子组对一组焊件。按图3.20要求练习。
焊丝:ER49—1型,直径为1.0mm。
单件工时:50min。
六、任务检测与评价
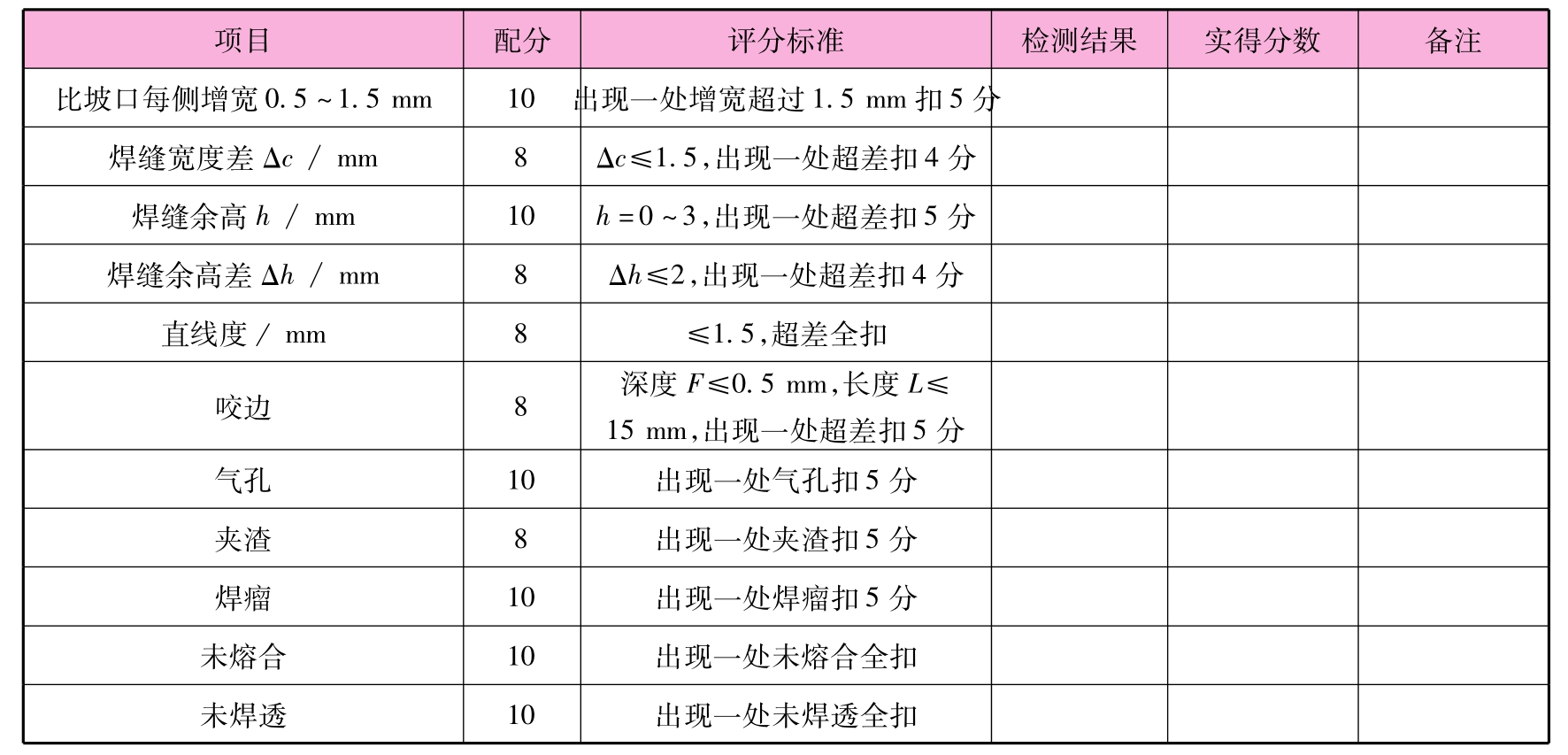
七、任务总结(任务质量分析)
水平固定管焊接操作时,焊接位置由仰位到平位会不断发生变化,当焊枪的角度不便施焊时,要中止焊接来调整身体位置,此时熄弧不必填满弧坑,焊枪也不能离开熔池,应迅速转动身体达到最佳位置后继续操作。
八、复习思考题
(1)水平固定管打底焊时,常采用哪种运丝方法,为什么?
(2)水平固定管填充层焊与盖面层焊的操作方法有哪些异同之处?
(3)水平固定管打底焊时,为获得背面均匀的焊缝成形,不同的焊接位置熔孔尺寸有哪些变化?
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










