



2.6.1 数控车床编程仿真系统的界面
离线编辑和编写好的加工程序,可以在相应数控加工仿真软件上进行仿真检验,来进一步检查程序的正确性,并可通过对加工程序的模拟加工运行来大致了解实际机床的加工操作过程。利用程序加工的仿真运行,既可以检验程序编制的正确性,又可以熟练对机床的加工操作。目前市场上有关数控加工的仿真软件较多,可以根据各个单位的具体培训资源情况灵活选择。各种软件的界面与操作系统基本上相差不大。
1.FANUC数控车床加工程序操作仿真系统的进入
打开计算机的“开始”菜单,在“程序”菜单中点击“数控加工仿真系统”软件,即可启动数控加工仿真软件。选择“FANUC”菜单,即可进入数控加工仿真系统(FANUC)界面。
点击“机床”菜单的下拉菜单“选择机床”,即可进入选择机床对话框界面,如图2-132所示。

图2-132 “选择机床”对话框
软件中有各种机床选项和不同的数控系统可供选择,我们选择FANUC 0数控车床控制系统,在“机床类型”选项栏中选择车床类中的标准机床选项,然后按“确定”按钮,则进入如图2-133所示的FANUC 0 系统数控车床仿真界面。

图2-133 FANUC0 系统数控车床操作仿真系统界面
整个界面分为三个大部分,左边是机床车削加工的工作显示画面,右边分为上下两部分,上部的灰色部分为机床CRT/MDI系统控制面板,下部为机床操作面板。上部数控系统控制面板部分的结构分布与实际数控车床的系统面板结构是一样的。
下部的机床操作面板结构保留了主要的常用控制按钮与旋钮开关,可以满足对机床的基本加工仿真操作。主要控制结构要素包括了手轮、工作方式选择开关、自动进给速度倍率选择开关、手动移动速度倍率开关、紧急停止按钮、方向选择开关和启动/停止按钮等。
2.机床回零操作
机床回零就是进行机床返回参考点操作,是进入系统正常工作的第一个工作步骤。
在一般情况下,系统供电启动后,屏幕显示的坐标值可能是一个一般位置,例如如图2-134所示,此时的坐标值反映的是没有进行返回参考点前的机床坐标位置。然后应该进行返回参考点操作。
将工作方式选择开关MODE旋钮拨到参考点返回REF挡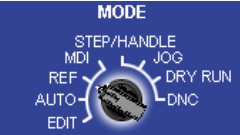 ,然后在操作面板的AXIS轴选择开关上点击选择X移动方向
,然后在操作面板的AXIS轴选择开关上点击选择X移动方向 ,再点击手动
,再点击手动 的绿色加号按钮,手动连续移动JOG按钮,此时坐标向X轴方向后退移动,直至回到X零点,此时X轴的零点指示灯会点亮,同时CRT上的X坐标发生变化,各旋钮开关及指示灯如图2-135所示,当前坐标显示为X轴方向退回到最远位置时的机床坐标值390mm。
的绿色加号按钮,手动连续移动JOG按钮,此时坐标向X轴方向后退移动,直至回到X零点,此时X轴的零点指示灯会点亮,同时CRT上的X坐标发生变化,各旋钮开关及指示灯如图2-135所示,当前坐标显示为X轴方向退回到最远位置时的机床坐标值390mm。
按照同样方法进行Z轴方向的回零:选择Z轴方向,选择+Z点动按钮JOG不放,直到Z轴回零,Z零指示灯点亮,整个界面如图2-136所示,此时的Z坐标显示300mm为Z方向所能够后退的最大距离。此时机床的刀架退回到了距离工件最远位置,如图2-137所示。

图2-134 通电时的机床一般位置初始显示

图2-135 X轴回零的界面显示

图2-136 X、Z均回零后的界面显示

图2-137 机床回退至最远位置
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。








