



2.2.6 模具零件加工工艺设计实训
1.导柱加工工艺的拟定
模具导柱的工作图样如图2-35所示,下面对导柱的加工工艺的编制过程进行具体的分析和讨论。

图2-35 导柱
【实例2-1】 模具导柱的加工工艺设计。
导柱加工的工艺设计主要包括加工工艺性分析、加工工艺过程拟定、加工工序参数的确定、加工工艺文件的制定五个步骤。
(1)导柱的加工工艺性分析 导柱加工的工艺性分析一般包括以下内容:
① 由零件的使用功用分析各部尺寸精度要求 了解零件的主要功能和尺寸结构是工艺分析的首要内容。
本工件为常用塑料模模架上的导柱,其主要功用是引导和限位两大作用,所以,其左端的φ32mm圆柱为安装部,用来压入动模安装板中,其直径尺寸的大小直接关系到导柱的安装精度,不能过松和过紧,而对其表面粗糙度的要求可以稍微低些。右侧直径φ32mm的圆柱是引导工作部,其直径尺寸大小直接关系到与导套的配合间隙大小,关系到引导精度和合模精度,是导柱最重要的部位,其表面粗糙度质量的要求较高,主要是要达到减少摩擦和保证引导、定位精度的目的。
② 关键尺寸及其工艺方法 本工件的两处圆柱尺寸和形状要求是本工件的工艺要点,左侧φ32圆柱主要保证其r6的公差等级要求,而右侧φ32mm 圆柱除了有h6的尺寸公差要求外,还有0.006的圆柱度形状公差要求,是最重要的精度要求,考虑到导柱有淬硬要求,所以两端的φ32mm圆柱的精加工工序可以采用磨削加工来完成,为保证右侧的φ32mm圆柱的表面Ra0.1μm的高质量要求,最后对该圆柱进行精密研磨加工。
③ 基准及装夹方法 考虑到导柱的车削和最终的磨削加工,前后工序的加工定位基准可以采用同一个定位基准,即工件两端的顶尖孔为零件加工的定位基准,使前、后工序的定位基准统一起来。这也是大多数轴类零件所经常采用的定位基准。
(2)导柱加工工艺过程的拟定 导柱的整个生产过程比较简单,通过导柱的材料、热处理和制造等项要求来初步分析,导柱的生产过程可以大致划分为毛坯制造、车削加工、热处理、磨削加工四大工艺过程。
导柱的整个工艺过程设计如下:
① 下料。
② 车削:
打中心孔:车右端面——打右端中心孔;
调头,车左端面——打左中心孔;
粗车外圆——车沉隔槽——车3°引导锥;
调头,车右端面。
③ 热处理:渗碳——淬火——回火。
④ 磨削:
修中心孔:
磨右端φ32h6圆柱面,留精研磨余量;
调头,磨左段φ32r6圆柱。
⑤ 研磨:精研磨右段φ32mm圆柱。
最后进入检验、装配工序。
(3)导柱加工工序设计 导柱加工工序设计主要解决以下问题:
① 工序余量确定 工序余量由最后工序开始,向前逐级推进。各工序余量如下:
研磨:0.01~0.02mm 研磨余量要根据圆磨质量具体考虑;
圆磨:0.20~0.40mm 考虑到渗碳、淬火、回火的热处理变形,留0.40mm的磨削余量;
车削:2.0mm 考虑到导柱毛坯可以直接采用圆钢棒料,所以有2mm的车削余量已经足够了。
② 工序尺寸确定 由最后工序的设计尺寸要求和工序余量的数值确定后,可以较顺利地确定各道工序的工序尺寸如下:
研磨:φ32.00mm(最终完成尺寸要求)
圆磨:φ32.02mm(32+0.02=32.02)
车削:φ32.42mm(32.02+0.40=32.42)
下料圆钢毛坯:选择φ35圆钢(32.42+2=34.42 取标准圆钢直径35mm)
(4)导柱的加工工艺过程如下:
① 下料:φ35圆钢棒料长214mm。
② 车削:车端面长212.0mm;
打中心孔;
调头,车端面长210mm;
打中心孔;
车外圆至φ32.40mm;
车10×0.50沉隔槽至尺寸要求;
车3°引导锥;
调头,车另一侧外圆至φ32.40mm。
③ 热处理:渗碳,保证渗碳层厚度1mm。
淬火、回火,保证58~62HRC表面硬度。
④ 磨削:修两中心孔,用中心孔砂轮修研两中心孔;
磨削φ32h6圆柱面至φ32.02mm;
调头,磨削φ32r6至要求尺寸。
⑤ 研磨:用研磨套研磨φ32h6圆柱至尺寸φ32.00,保证表面粗糙度Ra 0.1μm的要求。
2.模具零件加工工艺分析实训
试对如图2-36所示的带肩导柱进行加工工艺分析,要求按照下述步骤进行相应内容的设计与参数的确定:
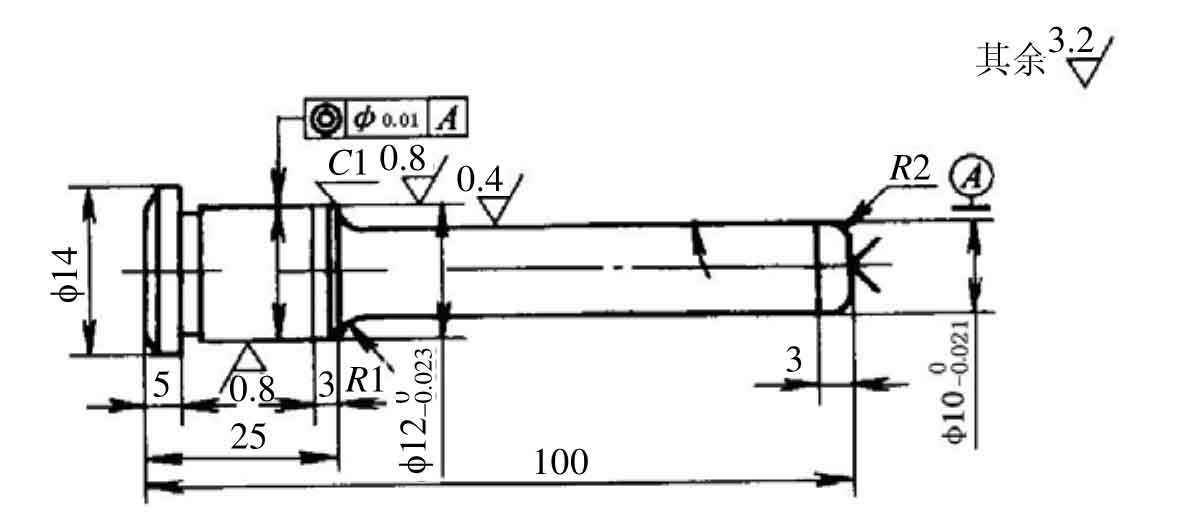
图2-36 带肩导柱
(1)对零件进行加工工艺性分析;
(2)进行零件加工工艺过程的设计;
(3)试确定各工序的工序余量;
(4)试确定各工序的工序尺寸;
(5)写出零件切削加工的工艺过程以及各工序的切削用量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











