



5.2.7 铣削G指令的编程与加工
1.直线切削指令G01
指令格式:G01 X(U) Y(V) Z(W) F
G01指令中的X(U)、Y(V)、Z(W)值是直线切削终点的值。用绝对值编程时是切削终点在工件坐标系中的坐标值;用增量值编程时是切削终点相对于切削起点的增量值。F为合成进给速度。
G01指令刀具以联动的方式,按F规定的合成进给速度,从当前位置按直线路径切削到程序段指令值所指定的终点。如果没有指令进给速度,就认为进给速度为零。
【例5-3】G01绝对值编程,如图5-12所示。
在图5-12中,设A点坐标为(30,30,20),B点坐标为(60,60,50),C点坐标为(90,90,80),D点坐标为(40,55,70),E点坐标为(55,10,60)。
A点为直线切削终点,是G01编程的目标点。
当刀具在B点时,执行程序段G90G01X30Y30Z20,刀具由B点到达A点。
当刀具在C点时,执行程序段G90G01X30Y30Z20,刀具由C点到达A点。
当刀具在D点时,执行程序段G90G01X30Y30Z20,刀具由D点到达A点。
当刀具在E点时,执行程序段G90G01X30Y30Z20,刀具由E点到达A点。

图5-12 G01编程
【例5-4】G01增量值编程。
在图5-12中,设已知A、B、C、D、E点的坐标。A点为直线切削终点,是G01编程的目标点。
当刀具在B点时,执行程序段G91G01U-30V-30W-30,刀具由B点到达A点。
当刀具在C点时,执行程序段G91G01U-60V-60W-60,刀具由C点到达A点。
当刀具在D点时,执行程序段G91G01U-10V-25W-50,刀具由D点到达A点。
当刀具在E点时,执行程序段G91G01U-25V20W-40,刀具由E点到达A点。
【例5-5】G01混合值编程。
在图5-12中,设已知A、B、C、D、E点的坐标。A点为直线切削终点,是G01编程的目标点。
当刀具在B点时,执行程序段G90G01X30Y30Z20,刀具由B点到达A点。
当刀具在B点时,执行程序段G91G01X-30Y-30Z-30,刀具同样由B点到达A点。
当刀具在C点时,执行程序段G90G01X30Y30Z20,刀具由C点到达A点。
当刀具在C点时,执行程序段G91G01X-60Y-60Z-60,刀具同样由C点到达A点。
当刀具在D点时,执行程序段G90G01X30Y30Z20,刀具由D点到达A点。
当刀具在D点时,执行程序段G91G01X-10Y-15Z-50,刀具同样由D点到达A点。
当刀具在E点时,执行程序段G90G01X30Y30Z20,刀具由E点到达A点。
当刀具在E点时,执行程序段G91G01X-25Y200Z-40,刀具同样由E点到达A点。
2.圆弧切削指令G02或G03
指令格式:
在XY平面内的圆弧:G17G02X(U) Y(V) I J F
G17G02X(U) Y(V) R F
G17G03X(U) Y(V) I J F
G17G03X(U) Y(V) R F
在XZ平面内的圆弧:G18G02X(U) Z(W) I K F
G18G02X(U) Z(W) R F
G18G03X(U) Z(W) I K F
G18G03X(U) Z(W) R F
在YZ平面内的圆弧:G19G02 Y(V) Z(W) J K F
G19G02 Y(V) Z(W) R F
G19G03 Y(V) Z(W) J K F
G19G03 Y(V) Z(W) R F
(1)切削方向
G02为顺时针圆弧切削方向;
G03为逆时针圆弧切削方向。
切削方向的判别方法是:从坐标平面垂直轴的正方向往负方向看,坐标平面上的圆弧从起点到终点的移动方向是顺时针方向用G02编程;是逆时针方向,用G03编程,如图5-13所示。

图5-13 G02/G03的圆弧切削方向
(2)终点位置
X(U)、Y(V)、Z(W)中的两轴,G17时为X、Y,G18时为X、Z,G19时为Y、Z,其值是圆弧切削终点的值。用绝对值指令是圆弧终点在工件坐标系中的坐标值;用增量值指令是圆弧终点相对于圆弧起点的增量值。当圆弧终点和起点的一个坐标值相同时,在指令中可以省略这个相同的坐标值,当圆弧终点和起点的两个坐标值相同,即整圆时,两个坐标值都可以省略。
(3)圆弧的圆心
①用I、J、K指令圆弧的圆心
如图5-14所示,G17时为I、J,G18时为I、K,G19时为J、K,其值为增量值,即是圆心相对于圆弧的起点的坐标增量值。I、J、K始终为增量值,与X、Y、Z值是否是增量值无关。
②用半径R指令圆弧的圆心
过起点和终点的圆弧可以有两个,即小于180°的圆弧和大于180°的圆弧。如图5-15所示,为了区分是指令哪个圆弧,对小于180°的圆弧,半径R用正值表示;对大于180°的圆弧,半径R用负值表示;对等于180°的圆弧,半径R用正值或负值均可。
【例5-6】半径R指令圆弧的圆心编程。
在图5-15中,对于圆心为O的圆弧,用G90编程时,G90G02X0Y30R30F100。
用G91编程时,G91G02X30Y30R30F100。

图5-14 I、J、K指令圆弧的圆心
对于圆心为O1的圆弧,用G90编程时,G90G02X0Y30R-30F100。
用G91编程时,G91G02X30Y30R-30F100。
③整圆的圆心
切削整圆时,由于整圆的终点坐标与起点坐标重合,若用半径R指令圆心,则刀具不移动,即零度的圆弧。此时,必须用I、J或K指令整圆的圆心,如图5-16所示。

图5-15 半径R指令圆弧的圆心

图5-16 整圆的圆心
【例5-7】整圆编程。在图5-16中,整圆O1的圆心为(−30,30),以A点为整圆的切削起点和切削终点,按顺时针方向切削,则:I=0,J= −30。

图5-17 圆弧加工综合编程
用G90编程有:G90G02X-30Y0I0J-30F100或G90G02J−30F100。
用G91编程有:G91G02X0Y0I0J-30F100或G91G02J−30F100。
若I、J或K与R同时指令圆心时,R有效,I、J或K无效。
F为被编程的两个坐标轴的合成进给速度。它是沿圆弧切线方向的速度。单位为mm/min。
3.圆弧切削指令编程举例
【例5-8】圆弧加工综合编程,如图5-17所示。
在图5-17中,AB、BC、CD、DA四段圆弧半径均为30。按A-B-C-D-A方向切削,绝对坐标编程时的参考程序如下:

按A-B-C-D-A方向切削,相对坐标编程时的参考程序如下:

【例5-9】平面轮廓零件编程。如图5-18所示。
在图5-18中,按A-B-C-D-E-A方向切削,绝对坐标编程时的参考程序如下:


图5-18 平面轮廓零件编程

在图5-18中,按A-B-C-D-E-A方向切削,相对坐标编程时的参考程序如下:

![]()
4.螺旋线切削指令G02或G03
指令格式:G17{G02/G03}X Y {R /I J }Z F
G18{G02/G03}X Z {R /I K }Y F
G19{G02/G03}Y Z {R /J K }X F
在圆弧插补的同时,指令垂直于插补平面的轴移动一个距离,即是螺旋线插补。垂直轴的值是垂直轴作直线移动的终点坐标。
【例5-10】螺旋线切削编程。如图5-19所示。

图5-19 螺旋线切削编程
在图5-19中,按A-B方向切削,绝对坐标编程时的参考程序如下:

在图5-19中,按A-B方向切削,相对坐标编程时的参考程序如下:
O4101
%4101
G17G54
M03S1000
G90G00X30Y0Z100
Z0
![]()
5.倒角加工指令
(1)直线后倒角指令
指令格式举例:G17G01X(U) Y(V) C
该指令用于加工两条相邻直线间的倒角,如图5-20所示。
指令中的X(U)、Y(V)值,在绝对值编程时为没倒角前两条相邻直线的交点G的坐标值。在增量值编程时为交点G到先期加工的直线的起点A的增量值。
指令中的C值为倒角终点相对于两条相邻直线的交点G的距离。实际上,C就是倒角的边长。
【例5-11】直线后倒角加工绝对坐标编程。在图5-20中,按A-B-D-E-A方向切削,绝对坐标编程时的参考程序如下:

图5-20 直线后倒角加工

【例5-12】直线后倒角加工相对坐标编程。在图5-20中,按A-B-D-E-A方向切削,相对坐标编程时的参考程序如下:

(2)直线后倒圆(角)指令
指令格式举例:G17G01X(U) Y(V) R
该指令用于加工两条相邻直线间倒圆(角),如图5-21所示。指令中的X(U)、Y(V)值,在绝对值编程时为没倒角前两条相邻直线的交点G的坐标值。在增量值编程时为交点G到先期加工的直线的起点A的增量值。指令中的R值为倒圆角的半径值。
【例5-13】直线后倒圆加工绝对值编程。在图5-21中,按A-B-D-E-A方向切削,绝对坐标编程时的参考程序如下:

【例5-14】直线后倒圆加工增量值编程。在图5-21中,按A-B-D-E-A方向切削,相对坐标编程时的参考程序如下:

图5-21 直线后倒圆加工

![]()
(3)圆弧后倒(直线)角指令
指令格式举例:G17G02X(U) Y(V) R RL
G17G03X(U) Y(V) R RL
若圆弧与直线相交,交点在G点,加工时先加工圆弧,后加工直线,用该指令在圆弧和直线之间插入倒角加工,如图5-22所示。指令中的X(U)、Y(V)值,在绝对值编程时为先加工的圆弧和后加工的直线的交点G的坐标值。在增量值编程时为交点G到先期加工的圆弧的起点A的增量值。指令中的R值为先加工圆弧的半径值。指令中的RL值为倒角终点D到圆弧与直线的交点G的距离,实际上是直线倒角的边长。

图5-22 圆弧后倒角加工
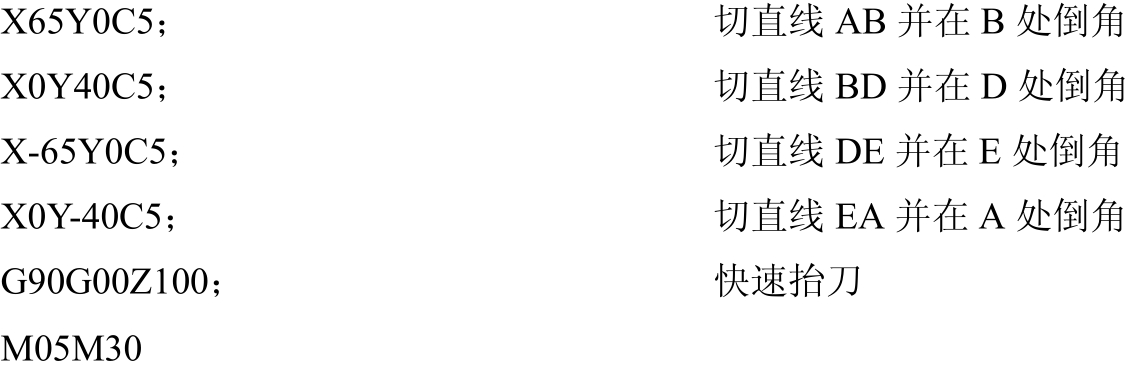
【例5-15】圆弧后倒角加工绝对值编程。在图5-22中,按A-B-D-E-A方向切削,绝对坐标编程时的参考程序如下:

【例5-16】圆弧后倒角加工增量值编程。在图5-22中,按A-B-D-E-A方向切削,相对坐标编程时的参考程序如下:
O4160
(4)圆弧后倒圆角指令
指令格式举例:G17G02X(U) Y(V) R RC
G17G03X(U) Y(V) R RC
若圆弧与直线相交,交点在G点,加工时先加工圆弧,后加工直线,用该指令在圆弧和直线之间插入倒圆角加工。如图5-23所示。指令中的X(U)、Y(V)值,在绝对值编程时为先加工的圆弧和后加工的直线的交点G的坐标值。在增量值编程时为交点G到先期加工的圆弧的起点A的增量值。指令中的R值为先加工圆弧的半径值。指令中的RC值为倒圆角的半径值。

图5-23 圆弧后倒圆加工
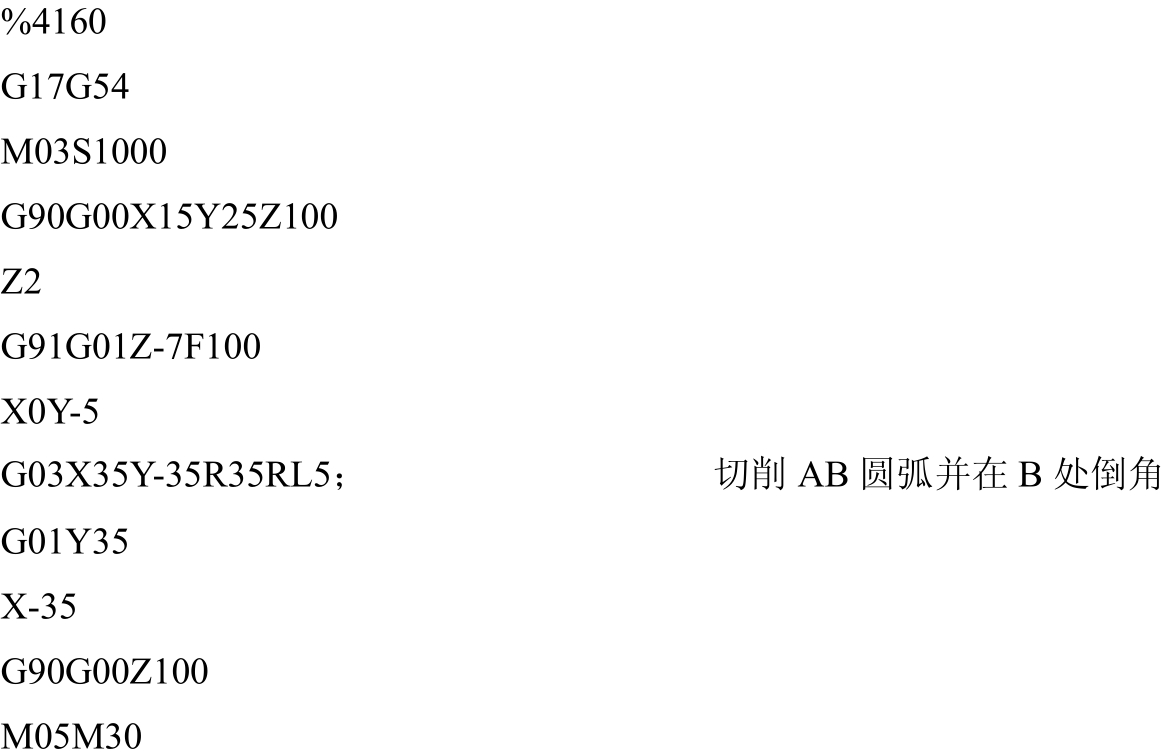
【例5-17】圆弧后倒圆加工绝对值编程。在图5-23中,按A-B-D-E-A方向切削,绝对坐标编程时的参考程序如下:
O4170
%4170
G17G54
M03S1000
G90G00X15Y25Z100

【例5-18】圆弧后倒圆加工增量值编程。在图5-23中,按A-B-D-E-A方向切削,相对坐标编程时的参考程序如下:


图5-24 倒角加工综合举例
【例5-19】倒角加工绝对编程综合举例。在图5-24中,按A-B-D-E-F-H-M-N-A方向切削,绝对坐标编程时的参考程序如下:
%4190

【例5-20】倒角加工相对编程综合举例。在图5-24中,按A-B-D-E-F-H-M-N-A方向切削,相对坐标编程时的参考程序如下:


免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











