



【摘要】:脉冲钨极氩弧焊分为直流脉冲钨极氩弧焊和交流脉冲钨极氩弧焊,直流脉冲钨极氩弧焊目前已成为应用范围十分广泛的钨极氩弧焊方法。直流脉冲钨极氩弧焊分为低频、中频、高频,其中以低频脉冲钨极氩弧焊应用最为普遍。低频脉冲钨极氩弧焊有以下特点。
第五节 脉冲钨极氩弧焊工艺技巧
脉冲钨极氩弧焊采用可控的直流或交流脉冲电流来加热工件,每当一次脉冲电流通过时,焊件上就产生一个点状熔池(图2-71(a)),脉冲电流停歇时,点状熔池凝固结晶,(图2-71(b))此时,由基值电流来维持电弧稳定燃烧,等下一个脉冲电流到来时,再次产生点状熔池(图2-71(c)),形成焊点。焊缝由各个焊点相互重叠排列而成。
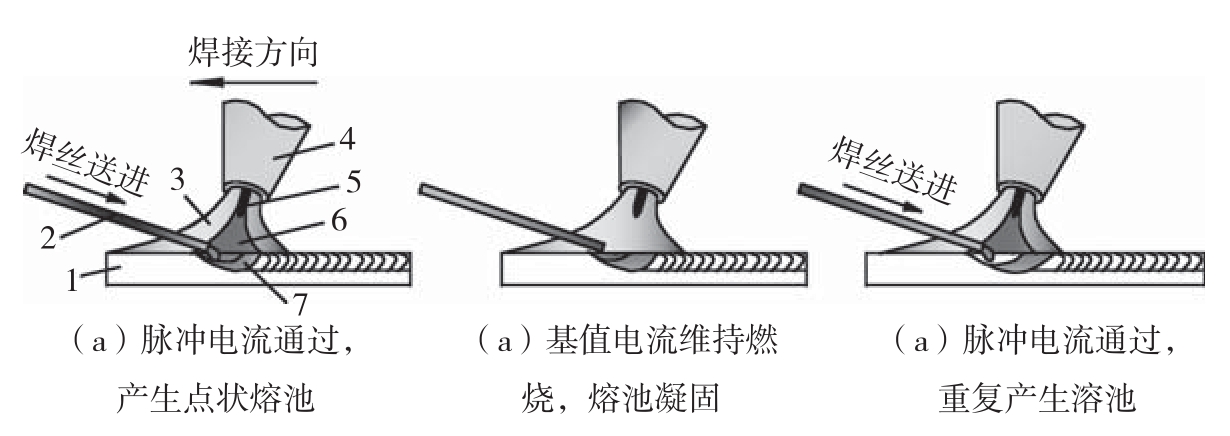
图2-71 脉冲钨极氩弧焊示意图
1—焊件;2—焊丝;3—氩气;4—喷嘴;5—钨极;6—焊接电弧;7—熔池
脉冲钨极氩弧焊分为直流脉冲钨极氩弧焊和交流脉冲钨极氩弧焊,直流脉冲钨极氩弧焊目前已成为应用范围十分广泛的钨极氩弧焊方法。直流脉冲钨极氩弧焊分为低频(0.1~15Hz)、中频(10~500Hz)、高频(10~20kHz),其中以低频脉冲钨极氩弧焊应用最为普遍。低频脉冲钨极氩弧焊有以下特点。
(1)直流钨极氩弧焊难以在10A以下的电流稳定焊接,采用脉冲调制后,平均电流可降到2A左右,足够高的脉冲峰值电流使电弧挺度提高,并保证足够熔深;很短的脉冲峰值时间及随后的低幅值基值电流又可防止焊缝烧穿或过热,特别适合于薄板及母材热敏感性强,要求热输入量低的焊件。
(2)焊缝金属高温时间停留短,结晶方向得以调整,焊缝金属组织致密,同时脉冲电流对熔池有搅拌作用,可减少裂纹倾向,扩大了可焊材料的范围。
(3)通过调节脉冲峰值电流(Ip)、峰值时间(tp)、基值电流(Ib)、基值时间(tb),如图2-72所示,可以精确控制电弧的能量和熔池尺寸,从而调节焊缝成形和冷却结晶过程,特别适合于无衬垫的打底焊、单面焊双面成形及全位置焊接。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。









