



7.2.1 液压元件的漏油

图7-8 油泵轴颈结构图
1-自紧旋转橡胶密封圈;2-泵盖
液压传动系统漏油原因很复杂,有的新设备就漏油,要解决漏油问题就必须搞清漏油的原因和途径。下面将漏油的典型事例分析如下:
1.液压泵质量欠佳漏油
液压件成品不允许漏油,由于种种原因,新出厂的液压泵在调试过程中,油温刚达到50℃时,从轴颈处往外漏油,如图7-8所示为漏油处轴颈局部结构图。其漏油原因有如下几种情况:
(1)轴颈处漏油
各类液压泵从传动轴轴颈处向外漏油的情况比较普遍,尤其是从齿轮泵的轴颈端盖里的自紧旋转橡胶密封圈,如图7-8所示。
① 泵的轴向间隙超出规定值,压力油大量进入低压区,将自紧旋转橡胶密封圈冲开向外漏油。
② 液压泵在系统中常年使用磨损,使轴向间隙增大,而压力油大量进入低压区,将旋转密封圈冲开向外漏油。
③ 新加工装备完的液压泵,由于加工制造中某个部位的几何尺寸差超过规定值,也有时几个部件的累计尺寸公差超过规定,为防止轴伸处漏油,设计齿轮泵时,在轴颈处安装两道自紧旋转橡胶密封圈。
(2)轴颈部位漏油轴颈处漏油的原因,主要是轴向间隙过大造成的。
① 新安装的液压泵在调试过程中漏油,就是液压泵制造质量欠佳造成的,可找生产厂家退换,使用单位不要拆开修理,而且也修理不好。
② 使用期的齿轮泵外发漏,可以自行检修。
2.方向阀制造不良造成漏油
控制阀的加工过程,未达到设计图纸规定的同轴度和倒角,造成漏油,如图7-9所示。
(1)O形圈安放槽不合格
① 如图7-9所示,“1”为阀体的O形圈的安放槽,它对阀体控制的不同轴度,图纸规定为0.03mm。若阀体第二次上机床掉头加工另一端O形圈槽时,没有可靠的工艺装备作保证,要达到0.03mm的同轴度是困难的。超出规定值时,就会为漏油埋下隐患。
② 滑阀两端的倒角不能采用45º,这种倒角危害甚大,往阀体里装配滑阀时,很容易将O形圈卡伤,为漏油埋下隐患。
③ 阀体控对O形圈槽的同轴度超出规定值时,O形圈放在槽内,一侧压缩量很大,另一侧压缩量较小,轻者发生漏油,超差严重时,往阀控内装滑阀时会将O形密封圈切掉半圈或一块。在实验台上作出厂实验,由于实验时间短,油温低又无背压力,因此不会漏油。当用于液压系统时,油温升高至50℃左右,回油系统有一定背压,使用一段时间就开始漏油了。
(2)滑阀倒角不合格
① 阀体两端的O形圈槽与主阀孔的同轴度是合格的,而滑阀两端倒角不合格,如图7-10所示,倒角不按15°~20°;若大于此规定值,也会将O形圈卡住,在使用过程从滑阀处漏油。
② 倒角都是合格的,在装配时未向阀体内孔及O形圈上以及滑阀上涂润滑油时,往阀体内送滑阀也可将O形圈切掉一块或半圈。
(3)未严格执行工艺
① 从铸铁件清砂这道最简单的工序开始重视,不让铸砂残留在铸件内壁上。
② 机械加工中对于图纸上规定的同轴度,必须要有可靠的工艺装备作保证。
③ 对于加工孔类的倒角一定按图纸规定进行加工及检查,杆类零件的倒角同样重要,凡

图7-9 换向阀局部结构
1-O形密封圈;2-滑阀;3-阀体;4-回油腔

7-10 油缸筒倒角
是O形圈“进、出”的部位,倒角应为“15º~20º”。只有合格的倒角,装配时O形圈才不会损坏。
④ 凡是有O形密封圈的液压件,特别是“径向密封”的O形圈或各类油封,组装时均要向“油封”及金属件涂上足够的润滑油后再装入,保证油封不受损伤。
3.液压缸漏油
液压缸通常情况下不会漏油,长期使用且运动密封磨损后,才有渗油的迹象。如果加工质量不合格时,液压缸也会漏油。
(1)油缸筒加工质量不合格
液压缸制造质量不良时,新油缸就有漏油的现象。如加工油缸筒的内孔(卡键槽)倒角时,如图7-10所示,在加工内孔的卡键槽两侧倒角不符合图纸规定,大于20º时,在组装油缸时,首先会将活塞上的两道孔用“往复运动橡胶密封圈”卡住,造成内部漏油。其次装配导向套时,会把外径固定油封的O形橡胶圈切掉一块或半圈,这就在使用中埋下漏油的隐患。
导向套外径上装的O形橡胶密封圈被卡坏,而缺边少肉时,做出厂检验不会发现问题,因实验的时间短油温较低。当装在主机的系统上有一定背压力,使用一段时间油温若达到50℃~60℃以上,便开始从油缸前端漏油。
(2)活塞杆加工方法
活塞杆加工时前端的倒角,比较重要,如采用习惯的45º,往活塞杆上装导向套时,会将径向O形橡胶密封圈卡破。实践得出应按如图7-11所示20º为宜,这样倒角的优点是:在装备油缸时不会把O形密封切掉一块或半圈,是防止漏油的重要措施。
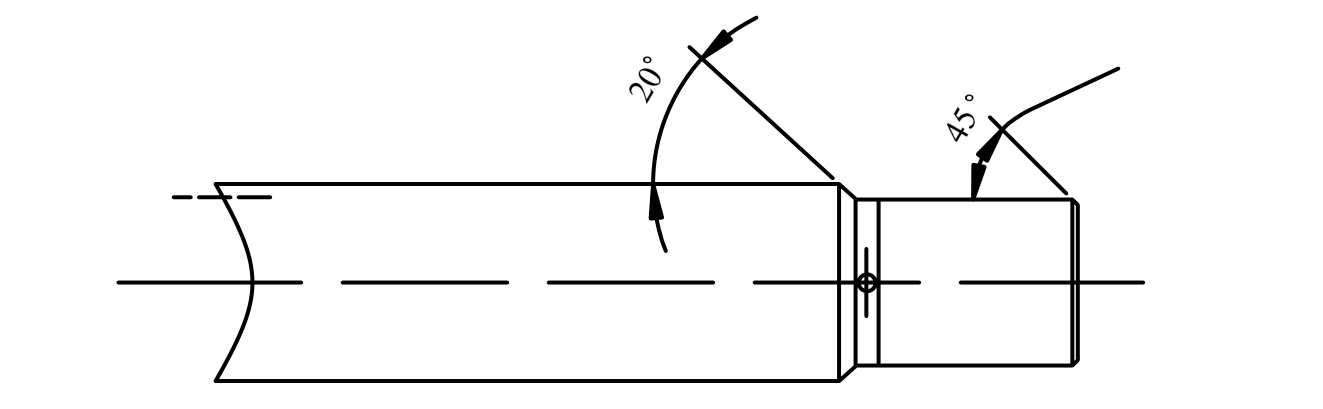
图7-11 活塞杆倒角
缸筒内孔及活塞杆两者的倒角都是合格的,在装配油缸时,应将缸筒内孔前端,活塞杆前端以及导向套的外径,内孔均涂上洁净的润滑油,并要慎重缓慢装配,这种组装方法是克服油封不受损伤的重要环节。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










