



4.4.2 常规指令(G00-G04)的编程方法与应用
1.快速点定位指令(G00)
(1)指令格式:G00X(U)_______Z(W)_______;
G00指令是命令刀具从当前点快速运动到目标点位置,只要求点到点之间的准确定位,无运动轨迹要求,且无切削加工过程。当用绝对值编程时,X、Z后面的数值是目标位置在工件坐标系的坐标。当用相对值编程时,U、W后面的数值则是现在点与目标点之间的距离与方向。即U=X终点−X起点,W=Z终点−Z起点,U、W的正负由终点坐标减起点坐标的正负号决定。
(2)编程方式:如图4-10所示。刀具快速从A(200,263)点,运动到C(40,212)点。
绝对值编程为:G00 X40.00 Z212.00;
增量值编程为:G00 U-160.00 W-51.00。
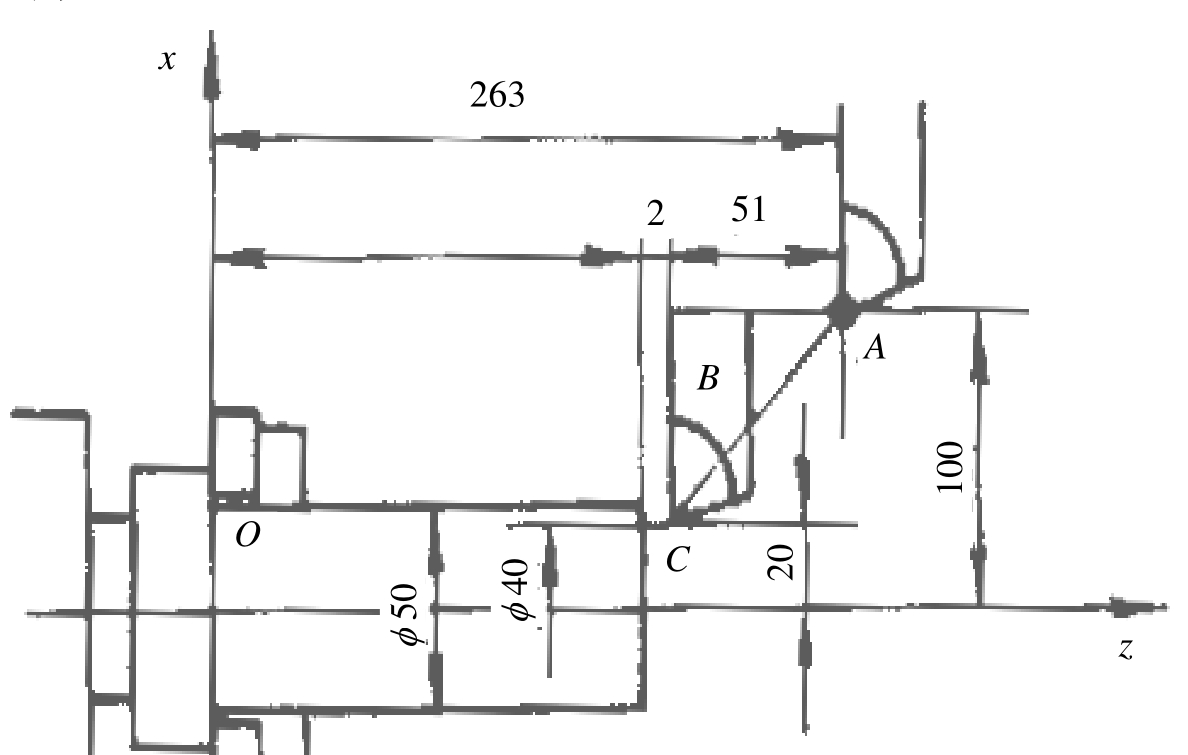
在执行上述程序段时,刀具实际运动路线不是一条直线,而是一条折线。因此,在执行G00指令时,要注意刀具是否与工件和夹具发生干涉,对不适合联动的场合,两轴可分别单动。
(3)注意事项:
①G00的运动终点不能直接设在工件上,应设在工件外,防止碰刀。
②G00的运动轨迹并不一定为直线,要注意刀具与工件是否干涉,以免发生意外。
③G00运动速度不能用F指令指定,而是由数控厂家设定,不允许用户随便改动,但可借助操作面板上的快速倍率开关来进行调整。
④G00一般用于切削加工前的快速定位或加工后的快速退刀。
2.直线插补指令(G01)
(1)指令格式:G01X(U)_______Z(W)_______F;
G01指令是用来指令刀具以F进给速度,在坐标系中以插补联动方式作直线插补运动。
(2)编程方式:
①如图4-11所示,选O点为工件坐标系原点,建立以刀具的位置为起点的XOZ直角坐标系,程序段编制如下:
G01 X45.32 Z16.27 F25;(绝对值指令编程)
G01 U27.0 W-20.15 F25;(相对值指令编程)
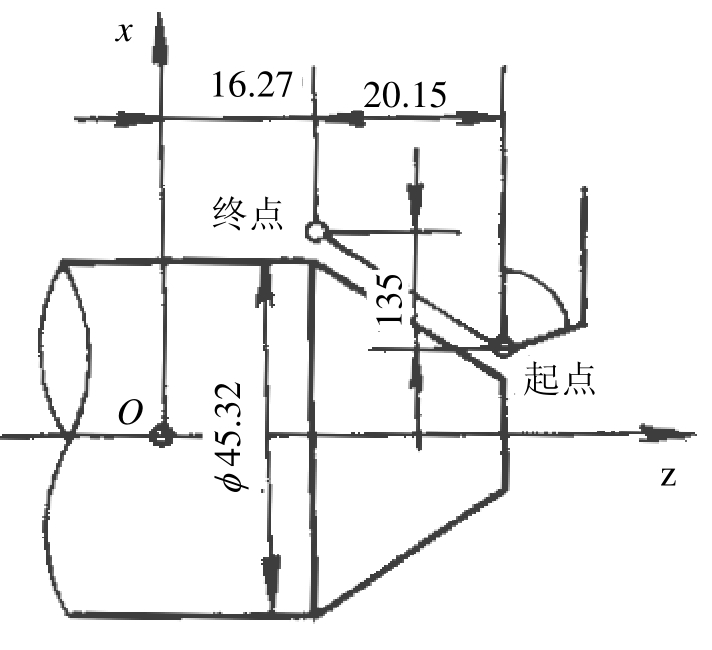
图4-11 直线插补
②如图4-12所示,编制轮廓精加工程序,由于精加工程序在编制过程中,只需沿零件轮廓编程,因此,只需计算出各基点(几何素线的交点)的坐标值即可。
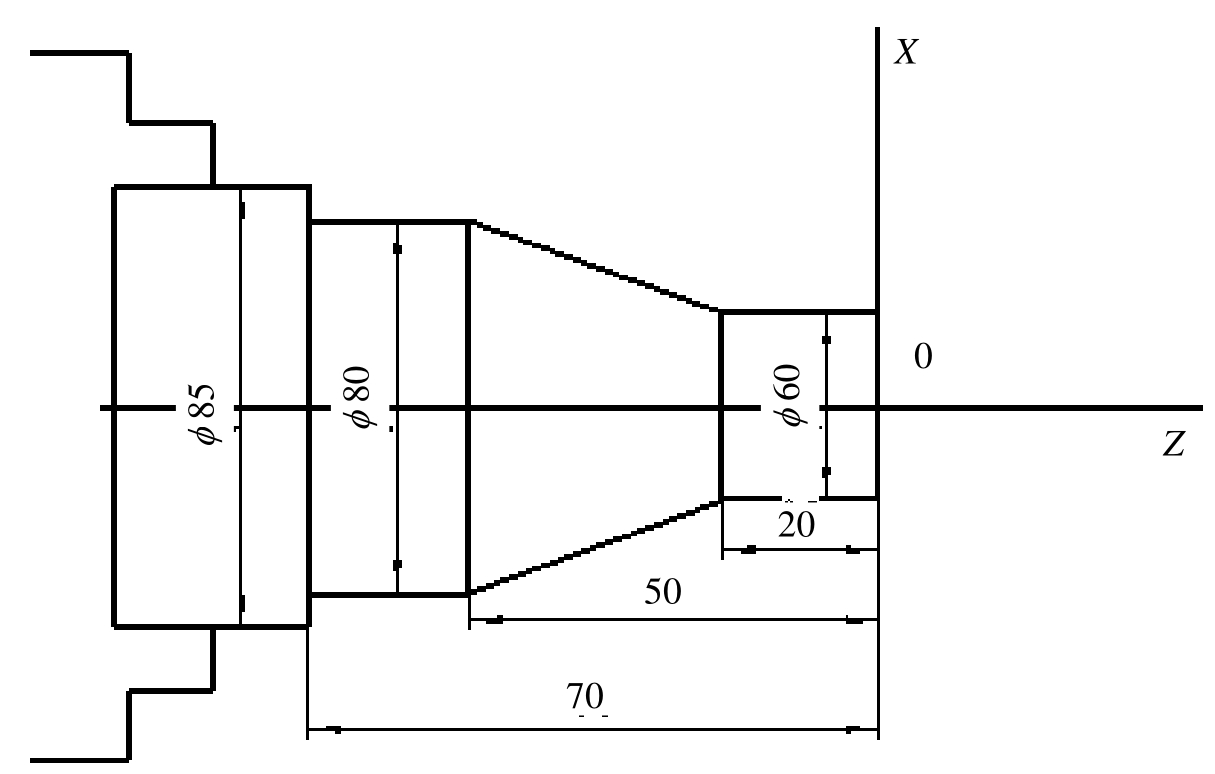
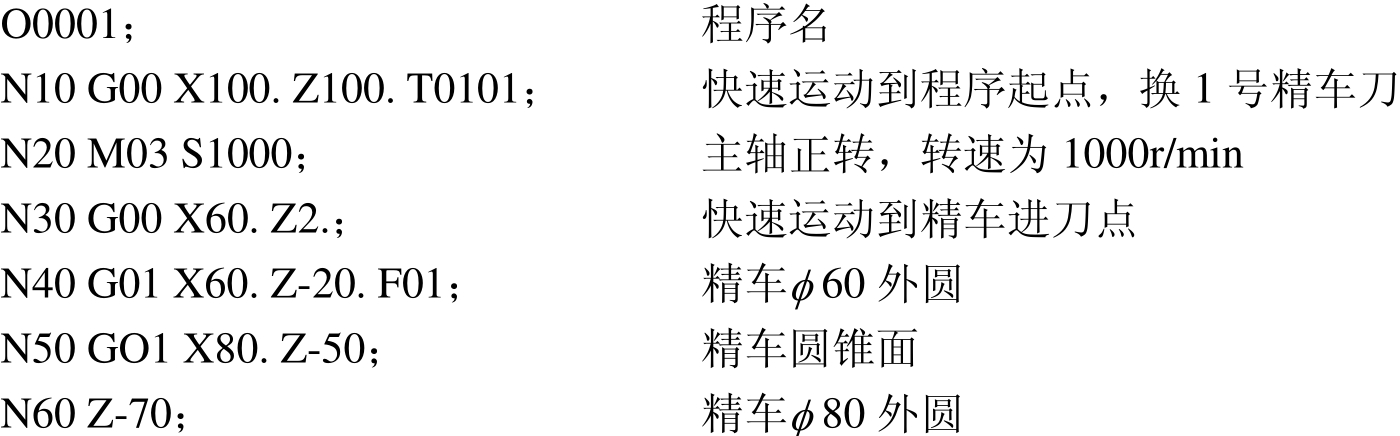
图4-12 G00、G01编程实例
其加工程序如下:

(3)注意事项:
①G01指令格式中,若省略X(U),则表示为圆柱面加工;若省略Z(W),则表示为端面加工。
②进给速度由F指令决定;F指令也是模态指令,可由G00取消;程序中F指令的进给速度在没有新的F指令前一直有效,不必在每个程序段中都写入F指令。
③程序中第一条切削加工程序段中必须含有F指令,否则机床认为进给速度为零。
3.圆弧插补指令(G02/G03)
(1)指令格式:G02(G03)X(U)_______Z(W)_______R_______(I_______K_______) F_______;
圆弧插补G02、G03指令刀具相对工件以F指令的进给速度从当前点(起始点)向终点进行圆弧插补。G02是顺时针圆弧插补指令,G03是逆时针圆弧插补指令,如图4-13所示。对于ⅹ、z平面,从z轴正方向往负方向运动为逆时针方向,负方向往正方向运动则为顺时针方向。绝对值编程时,X、Z为圆弧终点坐标值;相对值编程时,U、W为终点相对起始点的距离。R是圆弧半径,当圆弧所对的圆心角为0°~180°并小于180°时,R取正值;当圆心角为180°~360°并小于360°时,R取负值。用R编程只适于非整圆的圆弧插补的情况,不适于整圆加工。I、K为圆弧起点到圆弧中心矢量值在x、z方向的投影值。I为圆弧起点(现在点)至圆弧中心在x方向上的距离(以半径值表示)。K为圆弧起点(现在点)至圆弧中心z方向上的距离。I、K是增量值,并带有“+”、“−”号。i、k方向是从圆弧起点指向圆心,其正负取决于该方向与坐标轴方向之同异,相同者为正,反之为负,如图4-14所示。
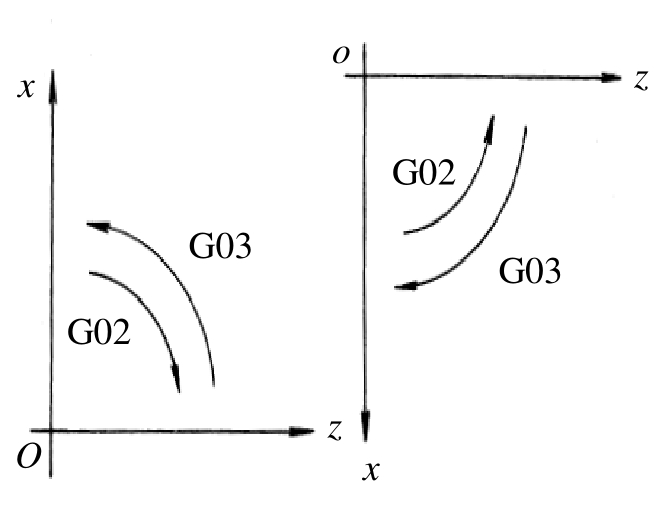
图4-13 顺时针与逆时针的判别
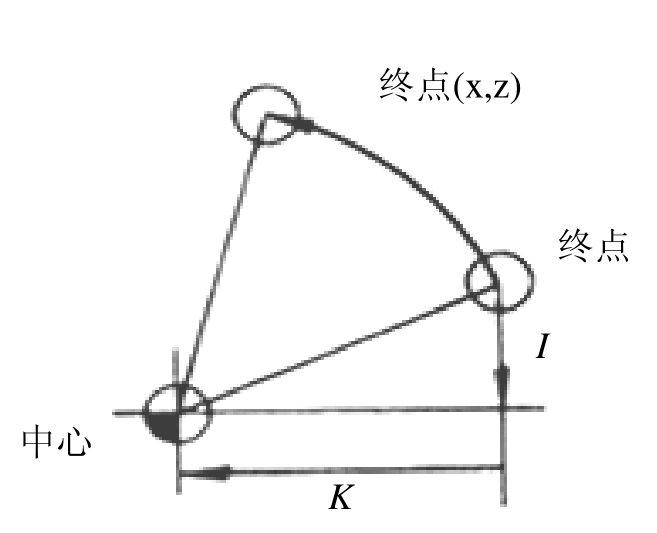
图4-14 圆弧起点与矢量方向
(2)编程方式:
①如图 4-15所示,程序段编制。
绝对值编程时其程序如下:

![]()
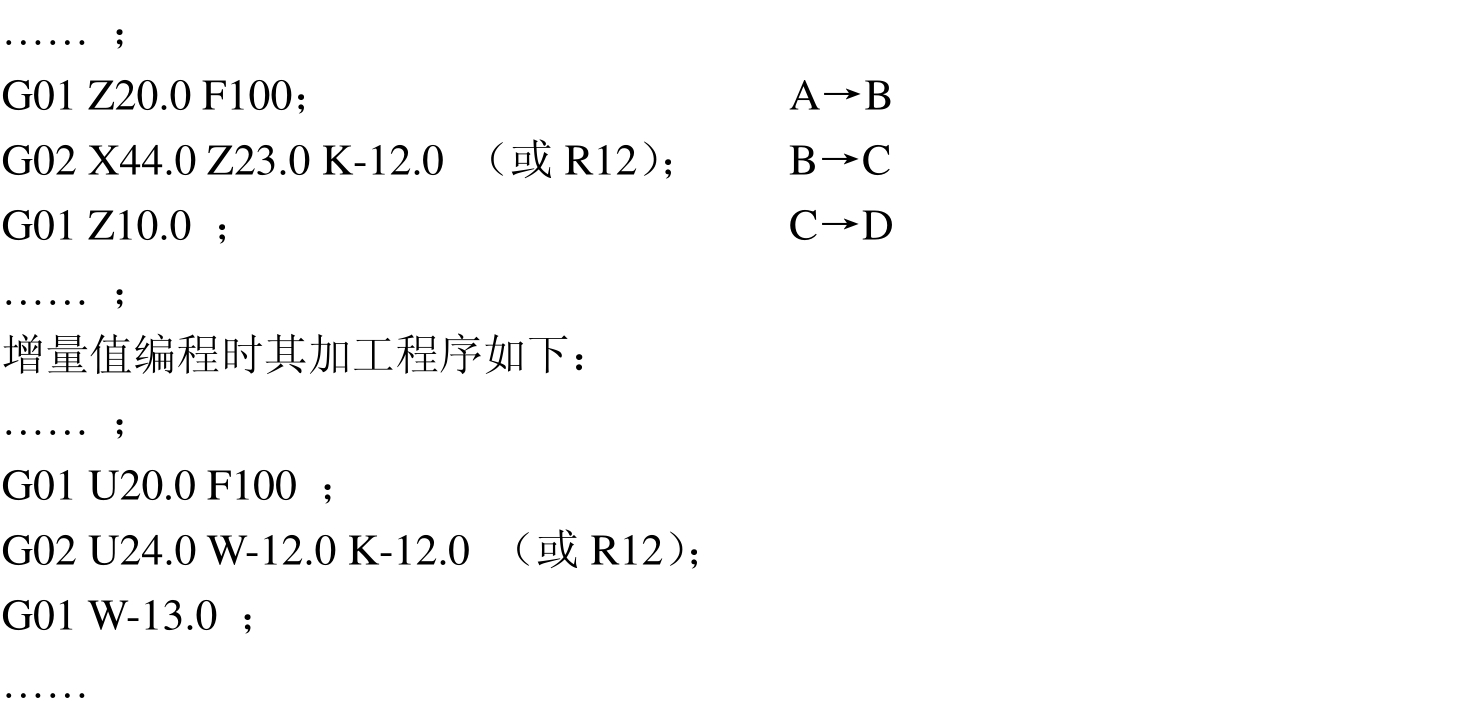
增量值编程时其加工程序如下:
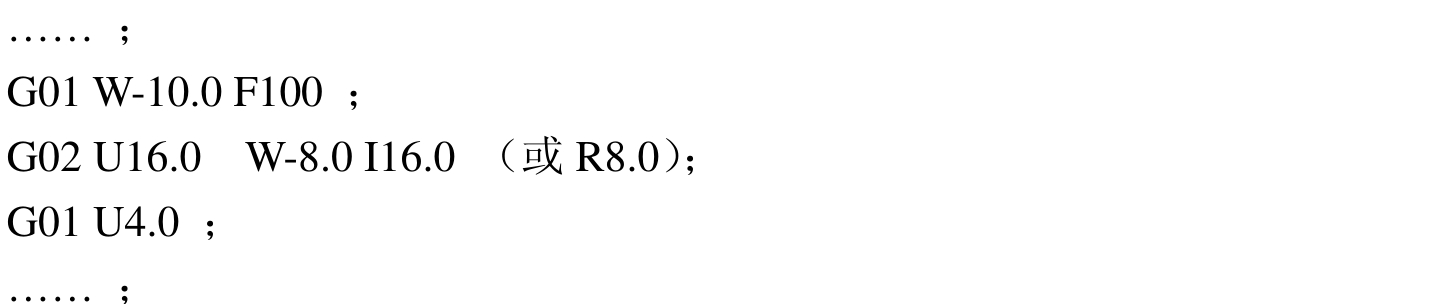
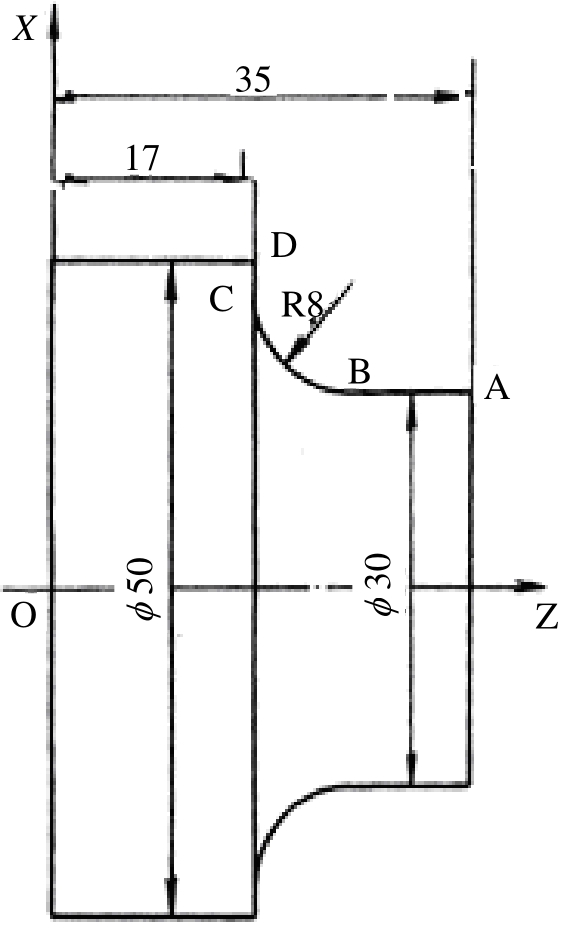
图4-15 内圆弧插补
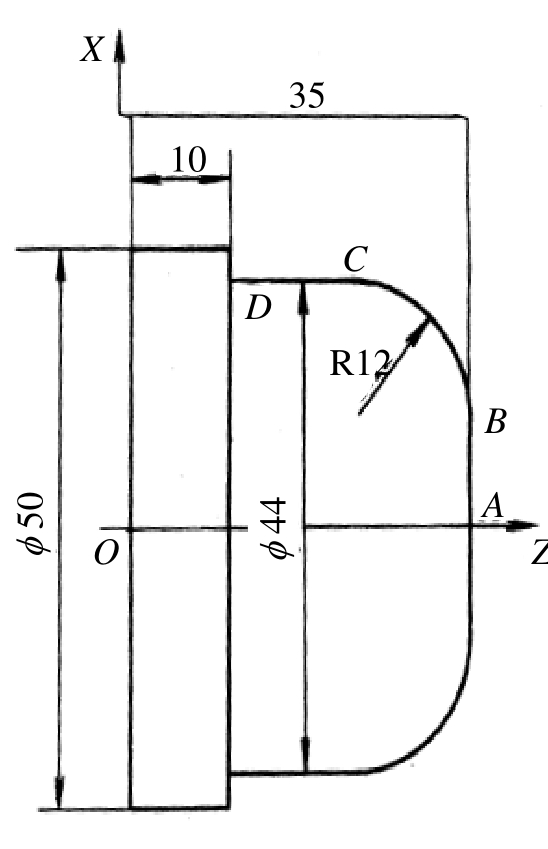
图4-16 外圆弧插补
②如图4-16所示,程序段编制。
绝对值编程时其加工程序如下:
4.暂停指令(G04)
(1)指令格式:G04 P(X、U)_______;
(2)编程方式:欲停留1.5秒时,则程序为:G04 P 1500 ;G04 X 1.5 ;G04 U 1.5;
(3)注意事项:
①X、U、P的指令值是暂停时间,其中P后面的数值为整数,单位为毫秒(ms);(x、u)后面为带小数点的数,单位为秒(s)。
②该指令可以使刀具作短时间(几秒钟)无进给光整加工,直到经过指令的暂停时间,使加工表面降低表面粗糙度值。
③该指令除常在切削或钻、镗孔时使用外,还可用于拐角轨迹控制。由于系统的自动加速、减速作用,刀具在拐角处的轨迹并不是直角。如果拐角处的精度要求很严,其轨迹必须是直角时,可在拐角处使用暂停指令。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










